| プロセス/アイテム | 技術仕様 |
|---|---|
| 最大レーザー切断エリア | 4000mm x 2000mm (157インチ x 78インチ) |
| 曲げ長さの能力 | 最大3200mm(126インチ) - 150トンプレスブレーキ |
| 材料の厚さ(鋼材) | レーザー加工:0.5mm~25mm、スタンピング加工:0.5mm~6mm |
| 材料の厚さ(アルミニウム) | レーザー加工:0.5mm~16mm、曲げ加工:最大8mm |
| 標準製造公差 | ±0.15 mm – ±0.3 mm (ISO 2768-m) |
| 精密曲げ公差 | ±0.2 mm / ±1°(形状とゲージによって異なります) |
| 穴と端の公差 | 高精度レーザープロファイルの場合、±0.1 mmの精度が達成可能 |
| 溶接能力 | 手動およびロボットによるMIG/TIG溶接、スポット溶接、レーザー溶接 |
| 表面仕上げオプション | 粉体塗装、陽極酸化処理、亜鉛メッキ、ビーズブラスト、シルクスクリーン印刷 |
| ハードウェア統合 | PEM®ファスナーの挿入、リベット留め、ヘリコイルの取り付け |
| リードタイム(標準) | 試作品製作:3~5営業日、量産:10~15営業日 |
| 検査およびコンプライアンス | 初回製品検査(FAI)、工程内品質管理、RoHS指令およびREACH規則への準拠 |
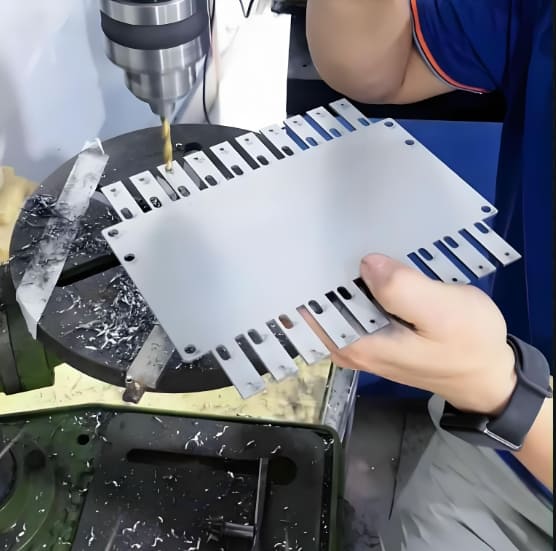
カスタム板金加工サービス
当社は、迅速な試作から量産まで、精密な板金加工サービスを提供しています。最先端のレーザー切断機、CNC曲げ加工装置、そして熟練した溶接技術により、あらゆるプロジェクトにおいて最高水準の品質を保証します。
ISO 9001
品質認証済み
5~10日
標準リードタイム
最低購入金額なし
注文数量(最小注文数量)
24時間
迅速な見積もり
コア製造能力
総合的な板金加工
迅速な試作から大量生産まで、当社の施設は高度なレーザー技術と精密成形を統合し、ターンキー方式の金属加工ソリューションを提供します。
ファイバーレーザー切断
アルミニウム、ステンレス鋼、炭素鋼など、様々な金属において、複雑な形状を高速かつバリなく切断できます。
複雑なプロファイル
高次元精度
最小限の熱域
CNC曲げ加工および成形加工
多軸CNCプレスブレーキは、多曲げ構造部品において、再現性の高い角度と厳しい公差を保証します。
複雑なオフセット
角度の一貫性
カスタムツーリング
金属プレス加工
精密な金型と自動プレス機により、大量生産効率を最適化し、一貫性のある高強度部品を提供します。
プログレッシブダイワーク
ディープドローイング
量産
認定溶接
構造的な完全性と美的品質を両立させるため、特殊なMIG溶接、TIG溶接、スポット溶接を用いて、多様な産業用組立品に対応します。
TIG / MIG / スポット溶接
構造フレーム
研削・研磨
表面仕上げ
自社開発および管理されたコーティング・処理工程を包括的に活用することで、耐久性と美観を向上させます。
粉体塗装
陽極酸化処理
亜鉛メッキ
不動態化
ラピッドプロトタイピング
金型への投資を行う前に、設計、適合性、機能性を検証する迅速なサンプル作成により、研究開発サイクルを加速させましょう。
DFMフィードバック
初回製品検査
少量生産
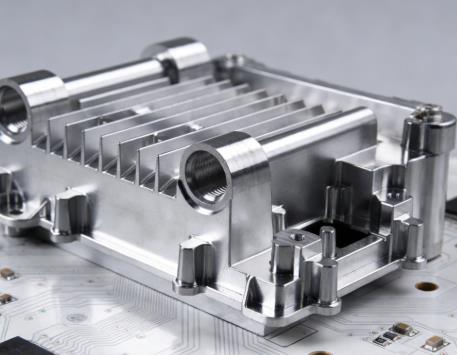
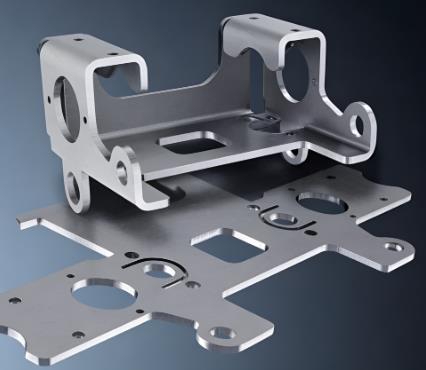
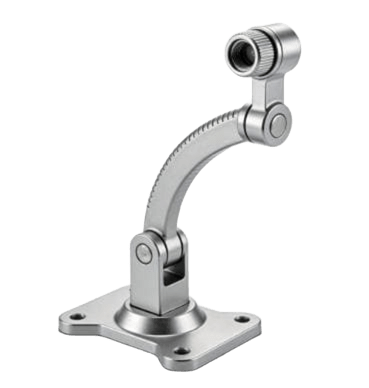
板金部品展示会
板金部品ギャラリー
当社は、機能的な試作品から大規模な量産まで、あらゆるニーズに対応する高品質な板金部品を提供しています。
精密CNC部品 1

精密CNC部品2

精密CNC部品3
精密CNC部品4
精密CNC部品5

精密CNC部品6

精密CNC部品7

精密CNC部品8
材料工学の卓越性
特殊板金材料
当社では、お客様の用途に最適な成形性、溶接性、耐環境性を備えた幅広い種類の工業用金属を取り揃えております。
ステンレス鋼
高強度で耐腐食性に優れた部品の業界標準。衛生的な環境や、高い構造性能が求められる筐体に最適です。
- 成績:304、316L、430、および17-4 PH
- 高温下でも優れた耐酸化性を発揮
- ブラッシュ仕上げ、ミラー仕上げ、または2B仕上げからお選びいただけます。
アルミニウム合金
優れた強度対重量比を実現するために最適化されています。当社のアルミニウム加工は、精密な曲げ加工と熱管理ソリューションに重点を置いています。
- 成績:5052、6061-T6、および7075
- 優れた熱伝導性と電気伝導性
- 航空宇宙および民生用テクノロジー向けに陽極酸化処理に対応
炭素鋼および軟鋼
高い引張強度が最優先される、重工業用フレームや取り付けソリューションにおいて、汎用性とコスト効率に優れています。
- 種類:冷間圧延鋼板(CRS)および熱間圧延鋼板(HRS)
- 優れた溶接性と構造的完全性
- 粉体塗装された工業用シャーシに最適
亜鉛メッキ鋼
亜鉛メッキされた基材は、ステンレス鋼ほどのコストをかけずに、屋外での長寿命とガルバニック腐食からの保護を実現するように設計されています。
- 種類:SECC、SGCC、ガルバニール
- 切断されたエッジの自己修復特性
- HVACおよび屋外インフラに最適
銅と真鍮
特殊なEMI/RFIシールドおよび電気バスバー用途向けの、非磁性かつ高導電性の材料。
- 成績:C101、C110、C260(カートリッジブラス)
- 優れたばね特性と延性成形性
- 電力分配およびRFハウジングに不可欠
先進合金
極めて高い耐熱性や化学環境下での非腐食性が求められる、ミッションクリティカルな用途向け。
- チタン(グレード2/5)およびインコネル溶液
- 深絞り加工に適した高い延性
- ガラスと金属の接合用途向けコバール
技術仕様
板金加工能力
当社の施設は、高精度レーザー切断、CNC成形、複雑な組立に対応できる設備を備えており、構造的完全性と寸法の一貫性を確保するためにISO 9001:2015規格に基づいて操業しています。
工業用板金ソリューション
試作品から量産まで
- 医療・生命科学
- 自動車・電気自動車
- 産業オートメーション
- データセンターおよびICT
診断・検査機器
自動免疫測定分析装置ハウジング
主要要件:細菌トラップのない溶接部と耐薬品性
材料
AISI 304 / 316L ステンレス鋼
仕上げる
#4 ブラッシュ仕上げ/電解研磨仕上げ
コンプライアンス
ISO 13485 / FDAクラスI衛生基準
エンジニアリングの課題
顧客は、強力な過酸化水素蒸気(VHP)滅菌に耐えられるモジュール式シャーシを必要としていた。従来の溶接継ぎ目は、細菌が増殖する「微小な隙間」が生じるリスクがあり、溶接時の熱歪みによって内部センサーの光軸調整が損なわれるという問題があった。
- 継ぎ目のない角部と均一な木目方向。
- 取付台面全体の平面度許容誤差は0.4mm未満であること。
- 作業者の安全のため、鋭利な部分をすべて除去します(バリなしポリシー)。
製造ソリューション
熱影響部(HAZ)を最小限に抑えるため、特注のヒートシンク治具を用いたロボットTIG溶接を導入しました。一体感のある美しい仕上がりを実現するため、溶接後3段階のブレンド処理を採用しました。
- DFM: 12個の部品からなる溶接構造から、4個の部品からなる深曲げ構造へと変更した。
- 不動態化: 優れた耐食性を実現するため、ASTM A967規格に準拠したクエン酸による不動態化処理を施しています。
- 組み立て: 高精度PEM®セルフクリンチング金具の取り付けと、自動トルク検証機能。
電気自動車/パワーエレクトロニクス
軽量EVインバーター筐体
焦点:スプリングバック制御と高導電性表面
材料
AL 5052-H32アルミニウム
プロセス
NCTパンチング/CNC折り曲げ/CMT溶接
評価
IP67防水/EMIシールド
技術的な課題
ティア1のEVサプライヤー向けに、高強度かつ軽量な筐体を製造。アルミニウムの高い弾性回復係数のため、IP67規格のガスケットの厳しい公差を実現することが難しく、また内部部品には接地用の局所的な導電性領域が必要だった。
- 気密性の高い液冷シールを実現するために、フランジの平行度を維持する。
- 表面亀裂を生じさせない複雑な多半径曲げ。
- 陽極酸化処理された表面全体にわたって、一貫した電気的連続性を確保。
技術的な実行
アクティブ角度モニタリングシステム(LVD/アマダ方式)を備えたCNCプレスブレーキを使用することで、スプリングバックをリアルタイムで抑制しました。また、環境および導電率の仕様を満たすため、選択的な三価クロメート化成処理を施しました。
- ツーリング: 工具痕をなくすための、特殊な非マーキングウレタン金型。
- 表面: 接地端子部分には、精密なマスキングを施した選択的粉体塗装を施します。
- 品質: シリアル番号が付与されたすべてのユニットに対して、IP67規格の真空漏れ試験を実施しています。
配電/スマートグリッド
NEMA 4X 屋外用モジュール式制御システム
焦点:構造耐荷重性およびC5-M耐食性
材料
亜鉛メッキ鋼板(G90)/S355高強度鋼
プロセス
大判ファイバーレーザー/FIPGガスケット
基準
UL 508A / IP66 / NEMA 4X
エンジニアリングの課題
過酷な海洋環境向けの高耐久性筐体の量産。これらの筐体は、600kgを超える静荷重に耐えるとともに、地震振動や強風荷重下でも構造的な完全性を維持する必要があります。
- 25mm間隔の穴パターンを持つモジュール式内部レールシステムの要件。
- 鋭利なエッジ部分に均一なコーティングを施すことで、早期の錆の発生を防ぎます。
- 自動シーリングにより、大量の知的財産権を安定的に保護します。
当社のソリューション
剛性対重量比を最大化するため、「9分割」プロファイルフレーム設計を採用しました。恒久的な環境密閉性を確保するため、成形一体型ガスケット(FIPG)ポリウレタンフォーム技術を使用しました。
- 前処置: 優れた塗料密着性を実現する多段階亜鉛リン酸塩処理。
- 溶接: 厚い構造フレームへの深い溶け込みを確保するため、パルスMIG溶接を採用。
- テスト: ASTM B117規格に基づき、1000時間の塩水噴霧試験が検証済み。

ITインフラストラクチャ/AIコンピューティング
4U高密度GPUサーバーシャーシ
重点:70%の開放空間における気流とEMI(電磁干渉)の抑制
材料
SECC(亜鉛メッキ)/プレプレート鋼
プロセス
高速NCT/ブリッジタッピング/シルクスクリーン印刷
リードタイム
5日間の短期プロトタイピング
技術的な課題
AIサーバーノードには極めて高い通気性が求められます。高密度な穴パターン(開口率65%以上)のパンチング加工は内部応力を発生させ、パネルの反りを引き起こします。さらに、EMIガスケットには酸化のない均一な接触面が必要です。
- 400個以上のI/Oコネクタ穴において、±0.1mmの位置決め精度を維持する。
- 高密度パターンを施した1.2mm厚のSECCパネルを、反りのない状態で打ち抜く。
- 取り外し可能なすべてのパネル間で電気的接続が確保されていることを確認する。
精密工学
パンチングシーケンスを最適化し、NCTマシンに搭載されたアクティブレベリングツールを活用することで、完全に平坦なパネルを実現しました。接地領域には、導電性亜鉛めっきと特殊なマスキング材を使用しました。
- ツーリング: 換気アレイを高速で打ち抜くためのクラスターダイ。
- 検証: PCIeスロットの位置合わせに関する100%合否判定ゲージテスト。
- 美学: きめ細やかな質感の耐紫外線性粉体塗装に、高解像度のシルクスクリーン印刷を施しました。
主要産業における板金加工の応用
構造要件を満たすように設計された精密加工ソリューション
そして、グローバルな産業界のリーダーたちの機能的な要求に応える。
コアコンポーネント
- サーバーラック&キャビネット
- アンテナマウント
- 信号遮蔽ボックス
- 屋外基地局
コアコンポーネント
- MRI/CTスキャナーパネル
- 手術用カートフレーム
- 実験器具
- 壁掛けモニター

コアコンポーネント
- 太陽追尾ブラケット
- インバーター筐体
- 風力タービン内部部品
- バッテリー蓄電システム

コアコンポーネント
- アビオニクスシャーシ
- 内部構造フレーム
- EMIシールド
- 燃料タンクの構成部品

コアコンポーネント
- コントロールコンソール
- コンベアシステム部品
- ロボットアームガード
- 空気圧パネル

コアコンポーネント
- 電気自動車充電ステーション
- バッテリートレイ
- ヒートシールド
- シャーシ補強
効率的なコラボレーションプロセス
板金部品をカスタマイズする方法
当社の合理化された効率的なワークフローは、不要な時間コストを排除し、プロジェクトを迅速かつ円滑に進めることを可能にします。
01
見積もりとDFM
STP/DXFファイルをアップロードすると、即座に価格と製造可能性の分析ができます。
02
設計最適化
当社のエンジニアは、コスト効率と生産速度を考慮して設計を改良します。
03
精密加工
高度なCNCレーザー切断、曲げ加工、およびロボット溶接の実施。
04
品質検証
CMMによる検証およびISO 9001規格に準拠した検査手順。
05
仕上げと配送
最終的な表面仕上げ、組み立て、および世界規模の物流配送。



高品質板金部品の供給元
プロとして 板金加工サプライヤー 当社は2009年以来、4つのISO認証を取得してきました。お客様に高品質で精密な板金部品を提供することに尽力しています。
-
検査機器CMM(三次元測定機)、輪郭測定システム、デジタル高さ計。
-
報告書当社は、完全検査報告書(FAI)および材料証明書(MTR)の提供を明確にお約束いたします。
-
資格認定当施設はISO 9001、ISO 13485、ISO 14001、およびIATF 16949の認証を取得しています。
-
DFMサポート(製造性設計)私たちは単なる受託製造業者ではなく、お客様のエンジニアリングパートナーです。
すべてのお見積もりに対して、無料のDFM(設計・製造性)に関するフィードバックを提供いたします。 私たちは、デザインの最適化とコスト削減を支援します。
当施設
板金加工施設
当社は、プロフェッショナルな板金加工を最初から最後まで提供し、5~10営業日以内の確実な納品を保証します。

精密CNC部品 1

精密CNC部品2

精密CNC部品3

精密CNC部品4
よくある質問
お客様のご懸念事項への対応
-
板金加工における一貫した品質を確保するにはどうすればよいでしょうか?
板金加工における一貫した品質は、予防的な対策、リアルタイムのプロセス制御、徹底したトレーサビリティを統合した包括的なアプローチによって実現されます。このシステムは、IATF 16949やAS9100Dなどの業界標準に準拠し、規格、設備、プロセス、人員、検査という5つの主要な要素を中心に構築されています。明確な寸法公差と詳細なプロセス文書が事前に設定され、原材料の品質管理が厳格に実施されます。デジタルプロセスパラメータは不正な変更を防ぐためにロックされ、重要な作業は継続的に監視されます。オペレーターのトレーニングと5S職場管理により、人的ミスを最小限に抑えます。座標測定機などの精密検査ツールと製造実行システム(MES)を組み合わせることで、プロセスの完全な可視性とトレーサビリティが確保されます。統計的プロセス管理(SPC)が継続的な最適化に用いられ、寸法変動を±0.05mm以内、不良率を1%未満に維持し、厳しい業界要件を完全に満たしています。
-
板金加工とは何ですか?
板金加工とは、ブランキング(せん断、レーザー切断など)、成形(曲げ、プレス加工)、接合(溶接、リベット留め、ボルト締め)、表面処理(コーティング、メッキ、陽極酸化処理)といった一連の工程を含むプロセスです。これにより、金属板を特定の形状と機能を持つ様々な部品や完成品に加工することが可能になります。電子機器、自動車、機械などの産業で広く利用されており、柔軟性、高効率性、コスト効率の高さが特徴です。
-
ファイバーレーザー切断 vs. ウォータージェット切断およびプラズマ切断:どちらを選ぶべきか?
板金加工において、ファイバーレーザー切断、ウォータージェット切断、プラズマ切断は主要な3つの切断方法です。適切なプロセスを選択するには、主に材料の種類と板厚を考慮する必要があります。薄い金属板には、ファイバーレーザー切断が最適です。ウォータージェット切断は、特殊材料や厚板に適しています。プラズマ切断は、精度要件がそれほど高くない中厚板に適しています。精度と熱歪みも重要な要素です。厳しい公差と最小限の熱歪みが求められる場合は、ファイバーレーザー切断またはウォータージェット切断を選択する必要があります。公差が緩く、多少の熱影響部があっても許容できる場合は、プラズマ切断が有効な選択肢となります。最後に、コストと生産量も決定要因となります。低コストが求められる大量生産には、ファイバーレーザー切断またはプラズマ切断が理想的です。少量生産や特殊部品には、ウォータージェット切断が柔軟性を提供します。要約すると、材料の種類、厚さ、精度を主要な基準とし、コストと生産量に基づいて最適化することで、効率的で正確かつ費用対効果の高い切断ソリューションを実現できます。
-
板金加工の一般的なリードタイムはどれくらいですか?
納期は製品の複雑さや注文数量によって異なります。迅速な試作品製作は通常1~3日で納品可能で、少量生産の場合は通常5~10日程度かかります。大規模生産の納期は別途ご相談させていただきます。
-
板金加工では何が作られますか?
板金加工では、筐体、ブラケット、パネル、シャーシ、自動車部品、空調設備部品、産業機械部品などの部品が製造されます。
-
どのような種類の特注板金加工プロジェクトを請け負うことができますか?
当社は、電子機器筐体、制御盤、自動車部品、産業機器筐体、空調設備部品、建築用金属製品など、幅広いカスタム板金加工プロジェクトを手掛けています。多様な業界のお客様に、それぞれの設計および機能要件を満たすオーダーメイドのソリューションを提供いたします。
-
特注板金加工の注文後、通常どのような流れで作業が進みますか?
ご注文後、一般的な工程は以下のとおりです。設計レビューと確認 → 材料調達 → 切断と打ち抜き → 成形(曲げ加工、プレス加工) → 接合(溶接、リベット留め、ボルト締め) → 表面処理(コーティング、メッキ、陽極酸化処理) → 品質検査 → 梱包と配送。仕様と納期を確実に遵守するため、お客様との密なコミュニケーションを維持いたします。
-
3Dプリンティングは、少量生産の板金加工に取って代わるだろうか?
3Dプリンティングは複雑なプロトタイプや複雑な形状の部品の製造に優れているものの、多くの小ロット生産ニーズにおいては、板金加工の方がコスト効率が高く、強度も優れている。したがって、近い将来、3Dプリンティングが小ロットの板金加工を完全に置き換える可能性は低い。
-
板金部品の表面処理およびコーティングサービスを提供していますか?
はい、粉体塗装、液体塗装、電気めっき、陽極酸化処理、不動態化処理など、さまざまな表面処理およびコーティングサービスを提供しています。これらの処理により、板金部品の耐食性、耐久性、および美観が向上します。
