| プロセスパラメータ | 技術的能力 |
|---|---|
| 最大造形容積 | SLA:800 x 800 x 500 mm、FDM:1000 x 1000 x 1000 mm |
| 標準層厚 | 高解像度:0.025 mm~0.05 mm、機能的:0.1 mm~0.2 mm |
| 寸法公差 | ±0.1 mm または ±0.1% (標準);精度:最大 ±0.05 mm |
| 材料選定 | エンジニアリングプラスチック(PA12、ABS、PC)、樹脂、および金属合金 |
| 表面仕上げ(印刷状態) | SLA:Ra 1.6~3.2 μm;SLS/FDM:工業用マット/ビーズブラスト仕上げ |
| 品質保証 | 初回製品検査(FAI)、デジタルノギスおよび三次元測定機による検証 |
包括的でプロフェッショナルな3D
印刷サービス
当社は、お客様のプロジェクトニーズに合わせた高精度、高信頼性、拡張性に優れた積層造形ソリューションを提供する、プロフェッショナルな3Dプリントサービスを提供しています。オンラインで見積もりをご依頼いただければ、2時間以内にご返信いたします。

ISO 9001
品質認証済み
5~10日
標準リードタイム
最低購入金額なし
注文数量(最小注文数量)
24時間
迅速な見積もり
コア製造能力
エンドツーエンドの3Dプリントソリューション
Rapid Modelは、機能的なプロトタイプ作成から最終製品の製造まで、シームレスな移行を実現するプロフェッショナルな3Dプリントサービスを提供しています。
基本的な治具にしては高すぎる?
内部工具や単純なブラケットの従来型の機械加工は、不必要な間接費と長い納期を伴うことが多い。
産業用FDMソリューション
高安定性溶融堆積モデリング技術を活用することで、コスト効率が高く耐久性のある部品を実現します。
- 標準プラスチックおよびエンジニアリングプラスチック(ABS、PC、ナイロン)
- 迅速な適合性および形状構造検証
- 強度対重量比を最適化する充填材
表面仕上げが粗い?
視覚的なプロトタイプにおけるレイヤーの線やざらついた質感は、デザインレビューやユーザーテストの結果を損なう可能性がある。
SLAおよびDLP高解像度樹脂
複雑なデザインにおいて、射出成形のような滑らかさとミクロンレベルのディテールを実現します。
- 滑らかな25~50ミクロンの層厚
- 歯科、宝飾品、電子機器に最適です。
- 透明樹脂と耐熱樹脂のオプション
支持構造物の遺物?
手作業によるサポート材の除去は、複雑な形状に傷跡を残すことが多く、設計の自由度を制限し、後処理の手間を増加させる。
SLS(ナイロン)焼結
幾何学的制約を受けない複雑な機能部品向けの、自立型粉末床技術。
- 高強度ナイロン(PA12)素材
- 最終用途部品のバッチ生産
- 等方性機械的特性
従来の金属の限界?
複雑な内部冷却チャネルや軽量格子構造は、CNC加工では製造が不可能であったり、コストが高すぎたりすることが多い。
✓ 金属3Dプリント
高性能な航空宇宙、医療、自動車用途向けのプロフェッショナルなSLM/DMLS。
- ステンレス鋼、アルミニウム、チタン
- 高密度で高強度の金属部品
- 後処理熱処理およびCNC仕上げ
寸法精度に問題がありますか?
一般的な印刷サービスでは、熱による反りが発生しやすく、最終組み立て時に部品がうまくはまらないという問題が生じることが多い。
高品質基準
すべてのバッチが規定の許容範囲を満たしていることを保証するための厳格な検査手順。
- デジタルノギスと三次元測定機による検証
- 材料バッチのトレーサビリティ
- ±0.1mm~0.2mmの公差を厳守
知的財産漏洩のリスクは?
独自仕様のCADファイルを未検証のプラットフォームにアップロードすることは、設計盗用やデータセキュリティに関する懸念を引き起こす。
✓ 秘密保持契約により保護されています
企業レベルのデータ処理と法的保護措置により、お客様の知的財産を保護します。
- 法的拘束力のある秘密保持契約
- 暗号化されたファイル転送と保存
- 社内制作、機密保持保証
3Dプリンティングの展示会
筐体の3Dプリント
Rapid Modelは、高度な積層造形技術を用いて高性能な試作品や量産グレードの部品を提供し、生産リードタイムを大幅に短縮します。
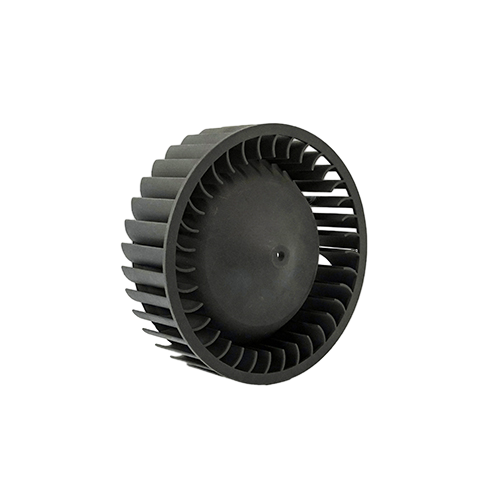
遠心ファンインペラ
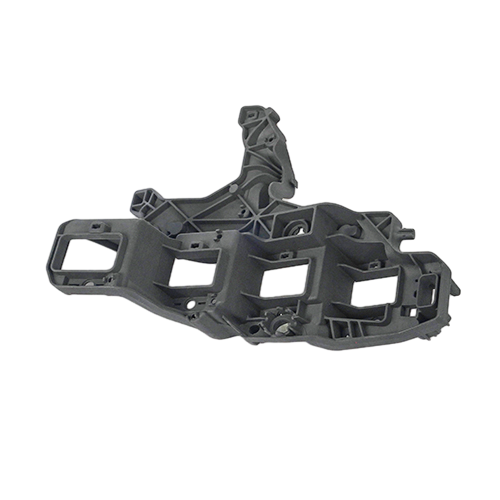
自動車用ブラケット

工業用マニホールド

精巧な鷲の彫刻
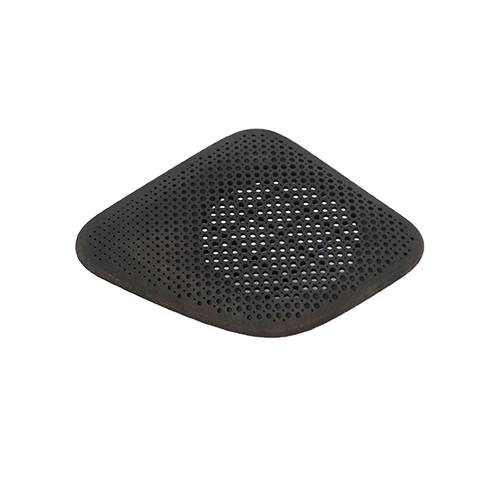
穴あきフィルター

カスタムアートフィギュア

エンジンブロック試作品

ジェットエンジンタービンモデル
積層造形材料
工業用グレードの3Dプリント材料
当社が取り扱う材料ポートフォリオは、強度、ディテール、耐久性といった特定のエンジニアリング要件を満たすために厳選された、高性能ポリマー、樹脂、金属合金を網羅しています。
エンジニアリング熱可塑性樹脂
機能性機械部品向けの標準および高温フィラメントは、信頼性の高い耐衝撃性と寸法安定性を提供します。
PLA / ABS / PETG
ナイロン(PA)
ポリカーボネート(PC)
精密フォト樹脂
高解像度の表面仕上げや、視覚的な明瞭さや微細なディテールが重要な複雑な内部形状向けに最適化された液体樹脂。
標準リジッド
丈夫で耐久性がある
高温樹脂
焼結ポリアミド粉末
粉末床溶融法用のナイロン粉末は、最終用途の生産部品に等方性の機械的特性と耐熱性をもたらします。
PA12ナイロン
ガラス繊維強化ナイロン
TPU(柔軟性)
高性能合金
球状の金属粉末を焼結して、航空宇宙、医療、および高応力産業用途向けの高密度部品を製造する。
ステンレス鋼316L
アルミニウム(AlSi10Mg)
チタン(Ti6Al4V)
強化複合材料
高い強度対重量比が求められる用途向けに、炭素繊維またはガラス繊維で強化された高性能フィラメントおよび粉末。
カーボンファイバー充填材
ESD対応材料
難燃性(UL94-V0)
材料表面仕上げ
3Dプリント部品の物理的特性および外観を向上させるための二次加工。
蒸気平滑化
メディアブラスト
UVコーティング
積層造形に関する事例研究
3Dプリンティングによる最終用途部品の製造。
- 医療機器
- 自動車とレース
- 工業用工具
- 家電
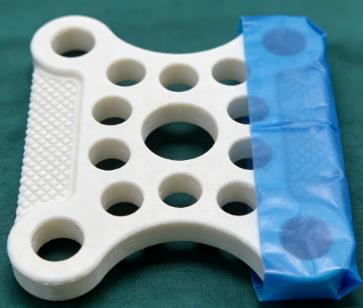
精密医療
患者固有の外科用ドリルガイド
プロジェクトの焦点:高精度とオートクレーブ対応
テクノロジー
SLA(光造形法)
材料
生体適合性硬質樹脂
正確さ
±0.05mmの偏差
エンジニアリングの課題
ある医療機器スタートアップ企業は、患者のCTスキャン画像に基づいて、50セットの特注ドリルガイドを必要としていた。これらの部品には、滅菌処理に適した滑らかな表面と、高速ドリル加工時に振動やひび割れを起こさない十分な剛性が求められた。
- 灌漑用の複雑な内部水路。
- 素材は、短時間の皮膚接触時に化学物質を溶出させてはならない。
- 術前承認には72時間という短いリードタイムが必要です。
当社のソリューション
積層ピッチ0.05mmの工業用SLA方式造形機を使用しました。部品は、材料の完全な重合と機械的安定性を確保するため、UV加熱チャンバー内で後硬化処理を行いました。
- オリエンテーション: 重要な穴にサポート材を一切使用しないように最適化されています。
- 仕上げ: 手動によるIPA洗浄とマイクロビーズブラスト処理。
- 品質管理: 元のSTLメッシュデータに対して100%の検査を実施しました。

自動車/研究開発
機能的な吸気マニホールドのプロトタイプ
重点項目:耐熱性および気密性
テクノロジー
SLS(選択的レーザー焼結)
材料
ナイロンPA12 + 30%ガラス繊維強化
温度制限
最高160℃
技術的な課題
あるEVレーシングチームは、サーキットテスト用に軽量な吸気マニホールドを必要としていた。FDM方式で製造された部品は、圧力下での層間剥離により破損した。この部品は気密性が高く、エンジンルーム内の高温にも耐えられる必要があった。
- 機械加工が不可能な、複雑な有機的な曲線。
- センサー取り付け用のネジ穴を一体化する必要がある。
- 内部の空気圧に対応するために必要な等方性強度。
技術的な実行
優れた剛性を実現するため、ガラス繊維強化SLSナイロンを採用しました。SLS技術により支持材が不要となり、内部の空気の流れを完全に確保できます。
- DFM: 圧力による壁の膨張を防ぐため、内部にリブを追加しました。
- 後処理: 余分な粉塵を除去するためのメディアブラスト処理と、空気の流れ効率を高めるための蒸気平滑化処理。
- テスト: 漏れがないことを確認するため、2.0バールの圧力試験を実施しました。

工場自動化
カスタムEOAT(エンドオブアームツーリング)グリッパー
焦点:軽量化と迅速な展開
テクノロジー
FDM / カーボンファイバー強化
材料
ナイロンCF(カーボンファイバー充填)
ペイロードゲイン
実効容量+40%
エンジニアリングの課題
電子機器組立ラインでは、壊れやすい回路基板を扱うための特注グリッパーが必要だった。当初使用されていたアルミニウム製のグリッパーは重すぎたため、ロボットのサイクルタイムが遅くなり、高速動作時にはモーターのトルク制限を超えてしまうという問題があった。
- 繊細な部品を保護するためには、傷がつきにくい表面が必要である。
- 部品内部に必要な真空吸引のための統合型エアチャンネル。
- 標準的なCNC加工の納期は2週間だったが、生産ラインが停止していた。
当社のソリューション
グリッパーは、連続炭素繊維で強化したナイロンを用いて3Dプリントしました。これにより、アルミニウムと同等の剛性を、はるかに軽量な素材で実現しました。内部の真空経路は、漏れのない一体構造としてプリントされています。
- デザイン: 余分な材料を除去するためのトポロジー最適化。
- 統合: 後処理工程において、真鍮製のねじ込みインサートを直接取り付ける。
- スピード: CADファイルから現場での設置まで、わずか36時間で完了。

家電
高忠実度TWSイヤホン試作品
重点:美しい仕上がりと精密な組み立て精度
テクノロジー
高解像度DLP
仕上げる
塗装準備完了/滑らかな仕上がり
壁の厚さ
最小0.6mm
技術的な課題
ある一流オーディオブランドは、ユーザーによる人間工学的テストのために、機能的なイヤホンハウジングを20セット必要としていた。部品は完璧に嵌合し、内部のプリント基板を収容でき、最終的な射出成形製品と全く同じ外観である必要があった。
- バッテリー接点の位置合わせには、極めて厳しい公差(±0.03mm)が求められます。
- 印刷中に反りが発生してはならない薄肉構造物。
- 高光沢メタリックコーティングにおける塗料密着性の要件。
精密工学
XY解像度に優れた産業用DLP方式の装置を採用しました。特殊な「タフレジン」を使用することで、ハウジングの開閉を繰り返してもスナップフィット式のクリップが破損しないようにしました。
- 重ね合わせ: 25ミクロンの層で、目に見える段差を完全に除去します。
- 後処理: 超音波洗浄と軽い手磨きで、最高級の表面仕上げを実現します。
- 検証: ヒンジおよびスナップロック機構の機械的試験。
技術仕様
3Dプリンティングおよび積層造形機能
当社工場では、工業グレードのSLA、SLS、FDMシステムを使用して高精度部品を製造しており、すべてのバッチにおいて一貫性のある再現性の高い機械的性能を保証しています。
効率的なコラボレーションプロセス
Rapid Modelと提携する
当社の合理化された効率的なワークフローは、不要な時間コストを排除し、プロジェクトを迅速かつ円滑に進めることを可能にします。
01
見積もりとDFM
STP/DXFファイルをアップロードすると、即座に価格と製造可能性の分析ができます。
02
設計最適化
当社のエンジニアは、コスト効率と生産速度を考慮して設計を改良します。
03
精密加工
高度な設備とプロセスの最適化。
04
品質検証
CMMによる検証およびISO 9001規格に準拠した検査手順。
05
仕上げと配送
最終的な表面仕上げ、組み立て、および世界規模の物流配送。



高品質3Dプリント部品の供給元
プロとして 3Dプリント部品サプライヤー 2009年以来、当社は4つのISO認証を取得してきました。当社は、お客様に高品質で精密な3Dプリント部品を提供することに尽力しています。
-
検査機器CMM(三次元測定機)、輪郭測定システム、デジタル高さ計。
-
報告書当社は、完全検査報告書(FAI)および材料証明書(MTR)の提供を明確にお約束いたします。
-
資格認定当施設はISO 9001、ISO 13485、ISO 14001、およびIATF 16949の認証を取得しています。
-
DFMサポート(製造性設計)私たちは単なる受託製造業者ではなく、お客様のエンジニアリングパートナーです。
すべてのお見積もりに対して、無料のDFM(設計・製造性)に関するフィードバックを提供いたします。 私たちは、デザインの最適化とコスト削減を支援します。
当施設
産業用3Dプリンティング施設
当社は、迅速な機能プロトタイプから複雑な量産対応部品まで、幅広いニーズに対応するプロフェッショナルな積層造形サービスを提供しています。バッチ納品はわずか5~10営業日です。

3Dプリンティングワークショップ

当社の3Dプリンティング工場

検査および組立チーム

当社の3Dプリンティングスタッフ
よくある質問
お客様のご懸念事項への対応
-
3Dプリンティングとは何ですか?また、どのように機能するのですか?
3Dプリンティング(積層造形とも呼ばれる)は、デジタル3Dモデルから物体を層状に積み重ねて構築する技術です。プラスチック、樹脂、金属などの材料を用いて、従来の製造方法では実現が困難な複雑な形状を作り出すことができます。
-
3Dプリンティングの恩恵を最も受けるのはどの業界でしょうか?
航空宇宙、自動車、医療、消費財、プロトタイプ製作といった業界は、迅速なプロトタイプ製作、カスタム部品、工具製作、小ロット生産のために3Dプリンティングに大きく依存している。
-
3Dプリンティングにはどのような材料が使用できますか?
一般的な材料としては、PLA、ABS樹脂、ナイロン、樹脂、ステンレス鋼、チタン、アルミニウムなどが挙げられる。材料の選択は、用途に応じた強度、柔軟性、耐熱性などの要件によって決まる。
-
3Dプリントされた部品は、どの程度正確で精密なのでしょうか?
精度は印刷技術と材料によって異なりますが、一般的には±0.1mmから±0.3mmの範囲です。高性能な産業用プリンターでは、精密部品向けにさらに厳しい公差を実現できます。
-
価格設定とコストについて教えてください。
当社の価格設定は競争力があり透明性が高く、各プロジェクトの複雑さ、使用する材料、生産量に合わせてカスタマイズされています。隠れた費用は一切なく、迅速かつ正確な見積もりを提供することで、試作品から小ロット・中ロット生産まで、費用対効果の高いソリューションをお約束します。
-
個別のプロジェクト要件に対応できますか?
はい、弊社はお客様固有の技術的およびビジネス上のニーズに合わせた、カスタマイズされた製造ソリューションを専門としています。弊社のエンジニアは、お客様と緊密に連携し、設計とプロセスを最適化します。
-
設計支援やエンジニアリングコンサルティングは提供していますか?
もちろんです。当社のエンジニアリングチームは、製造性を考慮した設計(DFM)に関するアドバイス、材料選定に関するガイダンス、およびプロセス最適化を提供することで、コスト削減と部品性能の向上を支援します。
