| プロセスパラメータ | 技術的能力 |
|---|---|
| 締め付け力 | 160トン~1,200トン(冷室および温室) |
| ショット重量(アルミニウム) | 0.1kg~8.5kg(自動計量) |
| 標準鋳造公差 | ISO 8062-3 (CT5 – CT7 グレード) | 100 mmあたり±0.15 mm |
| 工具規格 | H13、1.2344、またはDievar Steel製。標準LKMベースまたはカスタムベース。 |
| 表面仕上げ等級 | Ra 0.8~3.2μm(鋳造状態)、SPI-C1~A2(後処理済み) |
| 使用可能な合金 | アルミニウム(ADC12、A380)、亜鉛(グレード3、5)、マグネシウム(AZ91D) |
| 二次加工 | 高速CNCフライス加工(4軸)、タッピング、精密ボーリング |
| 品質保証 | X線多孔度検出、分光計分析、およびCMM検証 |
金属部品向けプレミアムカスタムダイカスト
当社は、アルミニウム、亜鉛、マグネシウムのカスタムダイカストソリューションを提供しており、精密な金型と安定した大量生産を組み合わせます。合理化されたプロセスにより、信頼性が高くコスト効率の良い部品を実現し、製品開発の加速とブランド力の強化に貢献します。

ISO 9001
品質認証済み
5~15日
標準リードタイム
24時間
迅速な見積もり
±0.01mm
許容範囲
ダイカスト合金
工業用鋳造材料
当社では、高圧鋳造用に特別に選定された高品質の非鉄合金を使用することで、ミッションクリティカルな部品において優れた寸法安定性、放熱性、構造的完全性を確保しています。
アルミニウム鋳造合金
軽量かつ高強度な部品の業界標準。自動車や住宅用途において、優れた熱伝導性と耐腐食性を発揮します。
ADC12 / A380
A360(高腐食性)
AlSi12
マグネシウム合金
極めて低密度な素材で、最高の強度対重量比を実現。グラム単位の軽量化が求められる携帯電子機器や航空宇宙部品に最適です。
AZ91D
AM60B
高減衰合金
亜鉛および合金
優れた流動性により、より薄い肉厚と高精度な公差を実現できます。卓越しためっき特性と高い耐衝撃性を備えています。
積載量3 / 積載量5
ZA-8 / ZA-27
高精度亜鉛
熱管理合金
LEDハウジングや電源ヒートシンクにおける熱伝導を最大化するために、シリコン含有量を最適化した特殊アルミニウム材。
高熱伝導性(AlSi9)
低銅合金
導電性グレード
延性合金および構造用合金
高い伸びとエネルギー吸収能力が求められる部品向けに設計されており、安全規格に適合した自動車部品における脆性破壊を防ぎます。
シラフォント-36
カスタシル-37
熱処理可能なグレード
表面処理オプション
鋳造部品の美観、耐塩水噴霧性、表面硬度を向上させるための包括的な二次加工。
電着塗装/粉体塗装
陽極酸化処理(タイプII/III)
クロム酸塩化成
ダイキャスト部品の展示会
高性能ダイキャスト部品
Rapid Modelは、高度なダイカスト技術を用いて高性能な試作品と量産グレードの部品を提供し、製造サイクルを大幅に短縮します。
エンジンハウジング
円筒形部品
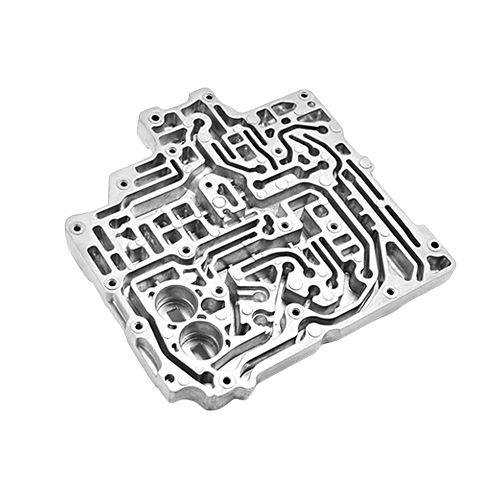
油圧制御弁本体
構造支持ブラケット

ピストンポンプ
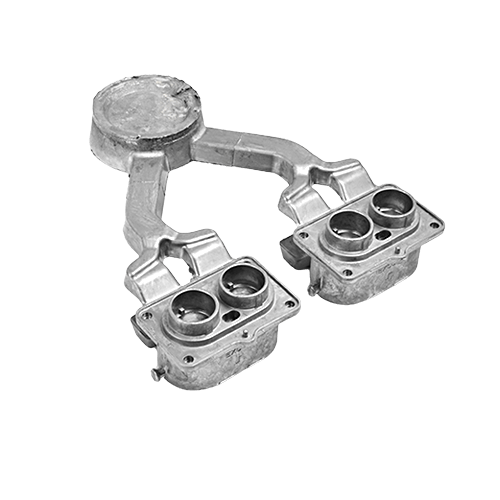
デュアルチャンバーコンポーネント
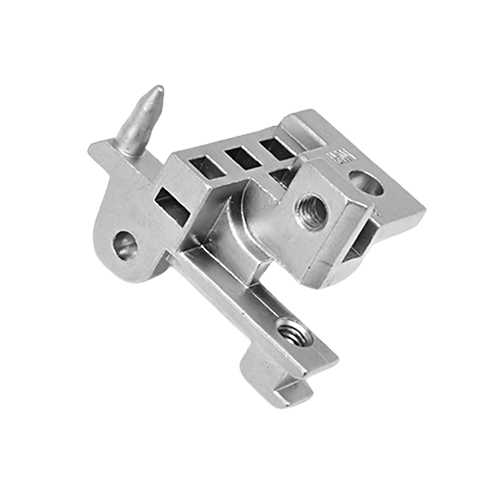
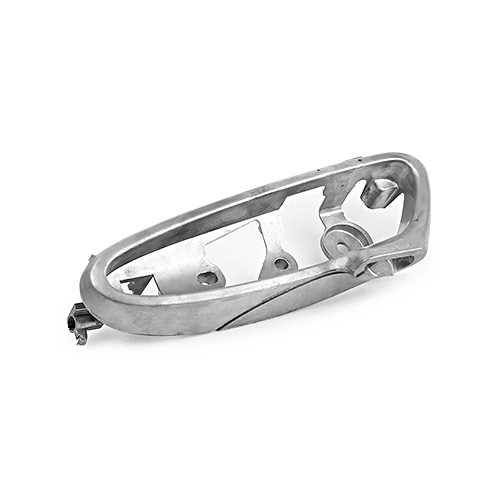
複雑なピボットブラケット
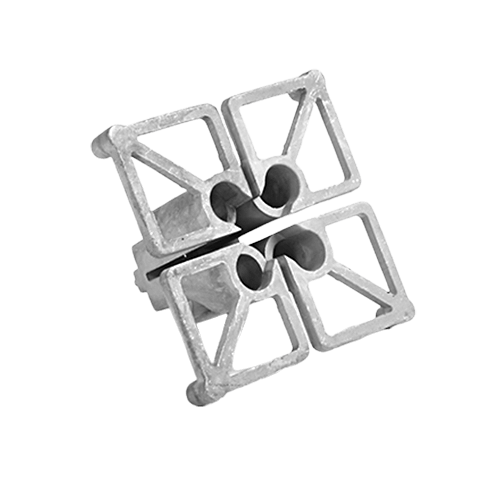
ヒートシンク
製造サービス
フルサービスのダイカストソリューション
ラピッドプロトタイピングから大量生産まで、当社は構造的完全性と厳密な公差精度に重点を置いた、エンドツーエンドのダイカストに関する専門知識を提供します。
DFMおよび金型エンジニアリング
部品形状を専門家が評価し、ゲート位置と冷却チャネルを最適化することで、射出成形サイクル中の多孔性と乱流を最小限に抑えます。
機能
鋼材切断前に収縮や空気混入を予測・防止するための包括的な金型流動シミュレーション。
- モールドフロー解析(Magma/AnyCasting)
- ゲートおよびランナーシステムの最適化
- ドラフト角度と壁厚の見直し
高圧ダイカスト(HPDC)
部品密度の均一性と高速生産サイクルを実現するため、自動化された冷室式および温室式成形機(160トン~1200トン)を活用します。
生産規模
アルミニウム、亜鉛、マグネシウム合金向けの拡張可能な製造プロセスと、リアルタイムのプロセス監視機能。
- 大量生産用多キャビティ金型
- 真空補助鋳造オプション
- 自動取鍋・噴霧システム
鋳造後のCNC加工
鋳造工程だけでは実現できない、厳しい公差や平面度を達成するために、二次的なCNCフライス加工と旋削加工を行う。
精度
高速二次加工専用の治具により、各部の位置合わせと密着性を確保します。
- 穴あけ加工と精密リーマ加工
- 重要な接合面の対向面
- 高精度な穴径(±0.01mmまで)
表面処理およびコーティング
最終部品の耐食性、表面硬度、および美観を向上させるための総合的な仕上げサービス。
仕上げ範囲
屋外環境や高摩耗性産業用途に適したプロ仕様の処理剤。
- 粉体塗装および電着塗装
- 陽極酸化処理およびクロメート処理
- ショットブラストおよび振動バリ取り
品質保証および計測
厳格な検証手順により、すべての製造バッチにおいて構造的な健全性と寸法精度を確保します。
検証
高度な試験装置を用いた材料トレーサビリティと内部欠陥検出。
- X線による多孔性検査
- CMMによる寸法検証
- 分光計による合金分析
組み立てとキット化
ハードウェアの挿入、部品の組み立て、カスタム保護パッケージングなどの付加価値のある二次加工。
統合
すぐに設置できるサブアセンブリを提供することで、サプライチェーンの複雑さを軽減します。
- ヘリコイルとねじ込みインサートの取り付け
- ガスケットとシールの統合
- カスタム小売用キットまたは保護キット
当施設
工場直送カスタムダイカスト
当社は、効率的なワークフローによるプロフェッショナルな鋳造サービスを提供し、最短5~10日で完成品をお届けします。

ダイカスト生産ライン
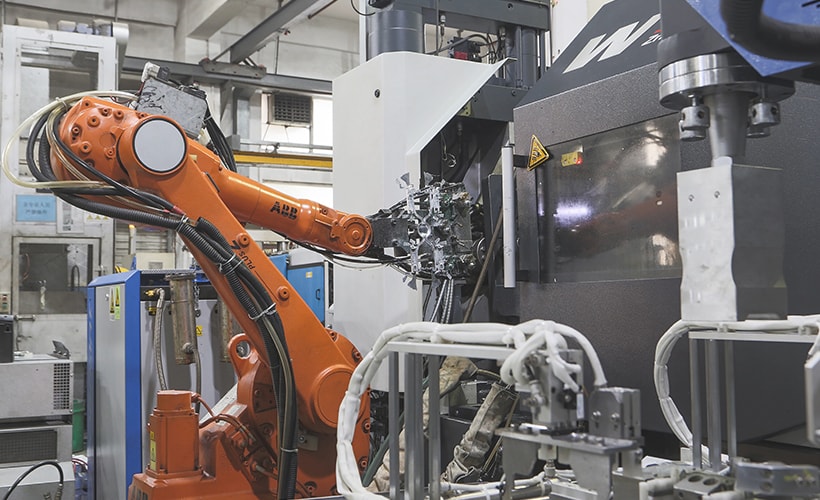
精密ダイカスト工場
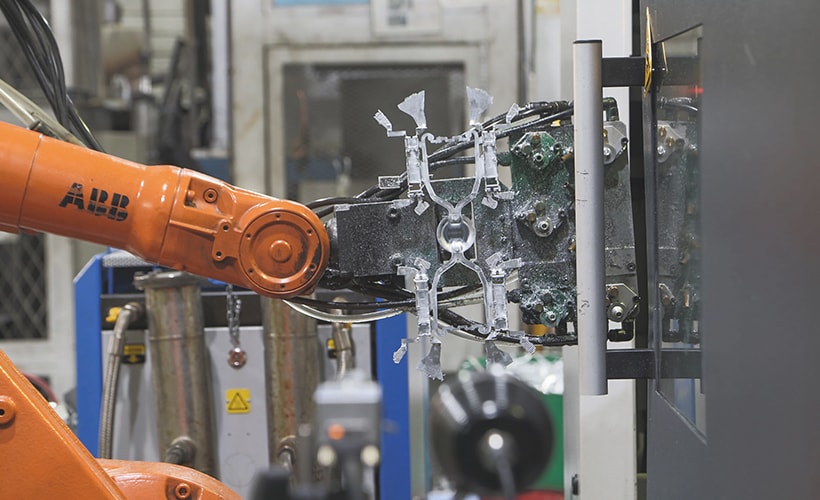
精密ダイカストマシン

製造工場
技術仕様
ダイカスト機能
当社施設では、非鉄合金に最適化された各種の冷間加工機および温間加工機を使用しており、構造密度、高速サイクル、および二次CNC加工精度とのバランスを実現しています。
ダイカストの事例研究
複雑な金属部品のためのエンジニアリングソリューション
- 自動車用パワートレイン
- LED照明
- 産業用ハードウェア
- 携帯型電子機器

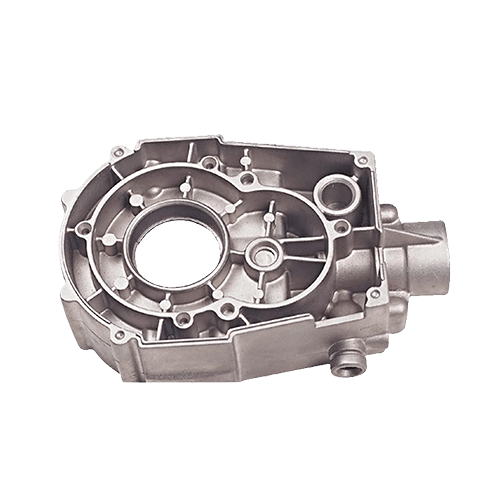
自動車セクター
構造トランスミッションハウジング
プロジェクトの焦点:多孔性制御と軽量化
合金
アルミニウムADC12
機械
800トン冷却室
数量
年間25,000個
エンジニアリングの課題
ティア2サプライヤーは、オイル通路が一体化されたトランスミッションカバーを必要としていた。主な課題は、高圧下でのオイル漏れを防ぐために構造密度を維持しつつ、車両重量目標を達成するために全体の壁厚を薄くすることだった。
- 厚層から薄層への移行帯におけるガス多孔性を除去する。
- 加工後の接合面において、±0.05mmの公差を維持する。
- シャーシ下部の塩水噴霧に対する耐性を確保する。
当社のソリューション
層流を確保するため、Magmaシミュレーションを用いてランナーシステムを最適化しました。キャビティ内の空気を除去するために真空補助鋳造プロセスを導入し、部品密度を大幅に向上させました。
- ツーリング: 焼入れH13鋼にコンフォーマル冷却を施した製品。
- 二次: 高精度な穴位置合わせを実現する4軸CNCフライス加工。
- 品質管理: 100%漏洩検査とX線による抜き取り検査を実施。

屋外照明
高効率街路灯用ヒートシンク
焦点:薄型フィン形状と放熱
合金
高耐熱アルミニウム
仕上げる
UV耐性粉体塗装
FIN COUNT
42枚の冷却フィン
技術的な課題
顧客は、先端部の厚さがわずか1.5mmの高密度フィンを備えた大型ヒートシンクを必要としていた。従来の鋳造方法では、金属が狭いフィンの空洞を完全に満たさない「コールドシャット」が発生することが多かった。
- 42個の垂直フィンすべてに充填材が完全に行き渡るようにする。
- 500mm以上の長さにおける部品の反りを防止する。
- 住宅外装にA級の美観仕上げを実現する。
技術的な実行
射出圧力を上げ、マルチゲート式供給システムを採用しました。精密な金型温度制御装置を用いて金型表面を最適な温度に保ち、薄肉部への安定した樹脂供給を実現しました。
- プロセス: リアルタイムモニタリングによる高速注入。
- 仕上げ: 表面均一性を実現するための自動ショットブラスト処理。
- テスト: 合金バッチの熱伝導率検証。

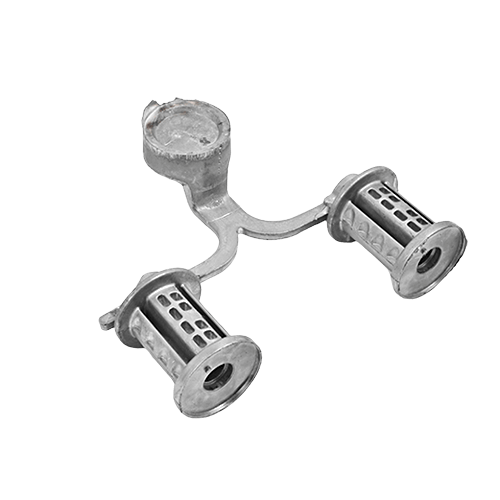
産業システム
精密亜鉛製ロックハウジング
重点:高サイクル耐久性とめっき品質
合金
ロード3
プロセス
ホットチャンバー鋳造
許容範囲
±0.03mm
エンジニアリングの課題
ある産業用セキュリティ会社は、内部にスライドレールを備えた複雑な錠前本体を必要としていた。亜鉛合金は高い耐衝撃性と、機械的な動きのために完全に滑らかな内径を備えている必要があった。
- 二次的なCNC加工を行わずに、複雑な内部形状を維持する。
- 装飾用クロムメッキに適した下地表面を提供する。
- 内部可動部品にはフラッシュメモリの要件は一切ありません。
当社のソリューション
ホットチャンバー式成形機を採用することで、極めて短いサイクルタイムと高い精度を実現しました。金型は油圧式コアプル機構を備え、内部チャネルを一度の工程で成形できるように設計しました。
- 型: スループットを最大化するマルチキャビティツール。
- 仕上げ: 振動バリ取りと無電解ニッケルめっき。
- 組み立て: 圧入式ベアリングの取り付けが含まれています。
モバイルエレクトロニクス
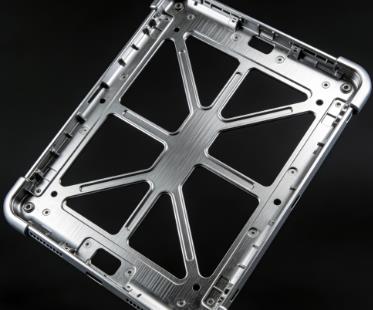
マグネシウム合金製タブレットシャーシ
焦点:超薄型壁とEMIシールド
合金
マグネシウムAZ91D
壁の厚さ
0.8mm - 1.2mm
機械
250トン冷却室
技術的な課題
ある高級電子機器メーカーは、EMIシールドと構造的な剛性を確保するためにマグネシウム製のフレームを必要としていた。この部品は非常に大きく薄かったため、「ショートショット」や熱収縮による反りが発生しやすいという問題があった。
- 広い面積にわたって壁厚を1.0mm未満に抑える。
- マグネシウムの高い可燃性と急速な冷却を制御する。
- 高級ソフトタッチ塗装のための表面処理。
精密工学
当社では、特殊な「チクソモールディング」と呼ばれる、不活性ガスを封入した高速射出成形法を採用しました。これにより、合金が凝固する前に金型の隅々まで行き渡ることが保証されました。
- 材料: AZ91Dは、流量と強度の最適なバランスを実現します。
- 後処理: 腐食性基材に対するマイクロアーク酸化(MAO)。
- 安定性: 内部応力を緩和するための真空熱処理。
お客様の声
グローバルパートナーからの率直なフィードバック
自動車、産業機器、消費者向け製品など、幅広い分野における高圧ダイカストの実例。
★★★★★
ADC12部品の内部密度は非常に良好です。ランダムX線断面検査を実施したところ、ボス部分に重大な気孔は認められませんでした。ランナー設計により充填効率が最適化されていることが明確に分かりました。T1サンプルには大変満足しています。
★★★★☆
彼らのDFMレポートは非常に詳細で、フィン設計における潜在的なコールドシャット問題を指摘してくれました。彼らの提案に従って抜き勾配を調整しました。部品は完璧でしたが、最初の金型製作リードタイムは見積もりよりも若干長くなりました。
★★★★★
低温チャンバー加工プロジェクトとしては、驚くほど迅速な対応でした。金型承認から30日以内にカリフォルニアで部品を受け取ることができました。表面仕上げは均一で、最小限の下地処理で陽極酸化処理が可能です。終始、信頼できるコミュニケーションが取れました。
★★★★★
ザマック3鋳物は非常に滑らかな表面を持ち、これは当社のクロムメッキ工程において非常に重要です。以前の仕入先と比較して、メッキ不良率が大幅に低下しました。装飾金具への使用に強くお勧めします。
★★★★★
ロットごとの再現性の高さが最大の強みです。1万個ずつ3回に分けて発注しましたが、寸法にずれは一切ありませんでした。海上輸送用の梱包もしっかりしており、到着時に酸化や損傷は一切見られませんでした。
★★★★☆
軽量フレームの製作にマグネシウム鋳造サービスを利用しました。重量削減効果は設計図通りでした。一部の部品にパーティングライン周辺にわずかなバリがありましたが、組み立てには影響ありませんでした。技術サポートも良好でした。
★★★★★
鋳造とCNC加工をワンストップで提供してくれる会社です。同じ工場で鋳造からベアリングシートの精密フライス加工まで全てを任せられるので、組み立て時の嵌合に関する問題が解消されました。このサービス全体の価格も非常に良心的です。
★★★★☆
高品質な薄肉鋳造品です。最初の1週間は合金証明書に関して若干の誤解がありましたが、担当チームが迅速に書類を修正してくれました。最終製品の品質は素晴らしいです。
効率的なコラボレーションプロセス
カスタムダイキャスト部品を簡単に
合理化された高効率な生産プロセスにより、部品をより迅速に市場に投入できます。複雑な工程はすべて当社にお任せください。お客様はブランドの拡大に専念していただけます。
01
見積もりとDFM
STP/DXFファイルをアップロードすると、即座に価格と製造可能性の分析ができます。
02
設計最適化
当社のエンジニアは、コスト効率と生産速度を考慮して設計を改良します。
03
精密加工
高度な設備と専門的な技術。
04
品質検証
CMMによる検証およびISO 9001規格に準拠した検査手順。
05
仕上げと配送
最終的な表面仕上げ、組み立て、および世界規模の物流配送。
よくある質問
お客様のご懸念事項への対応
-
冷室と温室:違いは何ですか?
選択は金属の融点によって決まります。
高温チャンバー:亜鉛などの低融点金属に使用されます。機構部が溶融金属に浸漬されるため、非常に高速なサイクルが可能です。
低温溶解室:アルミニウムなどの高融点金属に使用されます。金属は個別に溶解され、装置への熱損傷を防ぐために注ぎ込まれます。
-
小ロット生産の場合、ダイカスト加工とCNC加工のどちらが良いでしょうか?
CNC加工:1~50個の製造に最適。金型費用は不要だが、部品1個あたりのコストは高くなる。
ダイカスト:500個以上の生産に最適。金型の初期費用は高額だが、単価が非常に低く、生産速度が速いため、その分コストを抑えることができる。
-
ダイカストではどの程度の公差を実現できるのか?
標準鋳造では、±0.05mm~±0.1mmの精度が確保されます。ベアリングシートなどの精密な嵌め合いが必要な場合は、部品を鋳造した後、二次的なCNC加工によって±0.01mmの精度を実現します。
-
A380が最も人気のあるアルミニウム合金である理由は?
A380は「万能型」です。複雑な形状における流体流動性、構造強度、コスト効率の最適なバランスを実現しています。自動車や電子機器の筐体における標準規格となっています。
-
多孔性をどのように制御するのですか?
内部の気泡を最小限に抑えるには、以下の方法を用います。
真空鋳造:射出成形前に金型から空気を除去する工程。
換気:ガスを逃がすためのオーバーフロー経路を設計する。
シミュレーション:生産開始前にソフトウェアを使用して金型設計を最適化すること。
-
最適な表面仕上げは何ですか?
粉体塗装:耐久性に優れ、豊富なカラーバリエーションをご用意しています。
陽極酸化処理:耐腐食性に最も効果的(通常はマットな仕上がりになります)。
ケムフィルム:電気伝導性を維持しながら腐食防止効果を発揮します。
電着塗装:均一な被覆が必要な大量生産の自動車部品に最適です。
-
3Dプリンティングはダイカストに取って代わるのか?
いいえ。ダイカストは30~60秒ごとに部品を製造できますが、3Dプリンティングでは数時間かかります。3Dプリンティングは試作品用、ダイカストは量産用です。両者は連携して機能します。まず試作品を印刷し、次に量産品を鋳造します。
-
ダイカストとは何か、そしてどのような用途に使われるのか?
ダイカストとは何ですか?
ダイカストは、溶融金属を高圧で精密な鋼製金型(ダイ)に注入する高効率な金属製造プロセスです。凝固後、部品は高い寸法精度、滑らかな表面仕上げ、優れた再現性で取り出されます。このプロセスは、アルミニウム、亜鉛、マグネシウムなどの非鉄金属に最も一般的に使用されています。
ダイカストは何に使われるのですか?
ダイカストは、複雑な形状を持つ寸法精度の高い金属部品を大量生産するために主に用いられる。強度、精度、そしてコスト効率が求められる産業分野で幅広く活用されている。
