| アルミニウムグレード | 料金 | 硬度 | 被削性 | 耐腐食性 | 美的仕上げ |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | 良好(押し出しやすい) | ★★★★★ | 素晴らしい |
| 5052 | ★★☆☆☆ | ★★★☆☆ | フェア(グミ) | ★★★★★ | 適度 |
| 6061 | ★★★☆☆ | ★★★★☆ | 非常に良い(安定) | ★★★☆☆ | とても良い |
| 2024 | ★★★★☆ | ★★★★★ | 良い | ★★☆☆☆ | 適度 |
| 7075 | ★★★★★ | ★★★★★ | 卓越した(精度) | ★★☆☆☆ | 良い |
精密アルミニウムCNC加工サービスおよび部品製造
当社は、試作品製作から量産まで、あらゆるニーズに対応するカスタムアルミニウム合金部品を提供しています。効率的で便利なグローバル配送により、最短3日での納品が可能となり、お客様のご期待に沿う結果をお約束します。

100+
CNCマシン
3~7日
標準リードタイム
24時間
迅速な見積もり
6平方キロメートル
工場エリア。
寸法公差
±0.005mm
高性能な日本製/ドイツ製マシニングセンターとCMM(三次元測定機)による検証によって実現しました。
表面粗さ
Ra ≤ 0.8μm
光学部品およびハイエンド家電製品に対する厳しい要件を満たしています。
品質保証
ISO 9001:2015
自動化されたOMM/CMM装置を用いた、重要箇所に対する厳格な100%検査プロトコル。
アルミニウム加工能力
精密アルミニウムCNC加工能力
複雑なアルミニウム部品向けの高精度・高効率なカスタマイズソリューション
5軸同時加工
複雑な形状や有機的な形状を、一度の段取りで加工できる高度な多軸フライス加工。
- 統合された複合構造
- 優れた表面仕上げ
高度な表面処理
陽極酸化処理、ビーズブラスト処理、硬質コーティングなど、あらゆる後処理に対応可能です。
- カスタムカラーマッチング
- 耐摩耗性の向上
ラピッドプロトタイピング
機能プロトタイプを24~48時間以内に迅速に作成し、研究開発サイクルを加速させます。
- DFMフィードバックが含まれています
- 迅速な反復サポート
大量生産
大量生産における一貫性とコスト効率を最適化するために設計された、拡張性の高い製造ライン。
- 自動セル加工
- 単位コスト最適化
厳密な公差管理
大規模生産においても、ミクロンレベルの精度で重要な寸法を維持する。
- 精密ボーリングおよびリーマ加工
- 安定した温度制御
素材の多様性
6061、7075、2024、5052シリーズを含む幅広い合金に関する専門知識。
- 航空宇宙グレード合金
- 認証済み材料トレーサビリティ
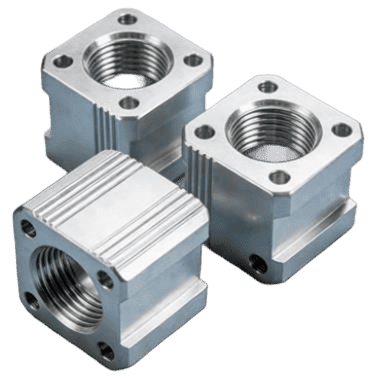
サンプルギャラリー
カスタムCNC加工アルミニウム部品
当社が製造するアルミニウム部品をご覧ください。多様な分野において、業界基準に準拠したソリューションを提供する当社の能力をご覧いただけます。
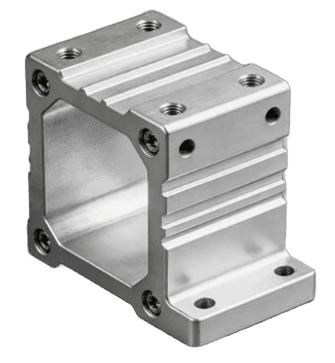
CNC加工アルミニウムハウジング
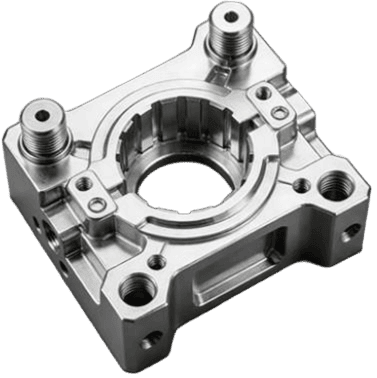
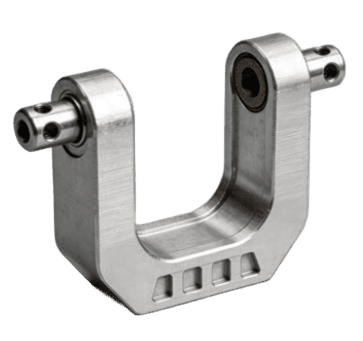
アルミニウム製メカニカルベース

CNC加工アルミニウム平歯車
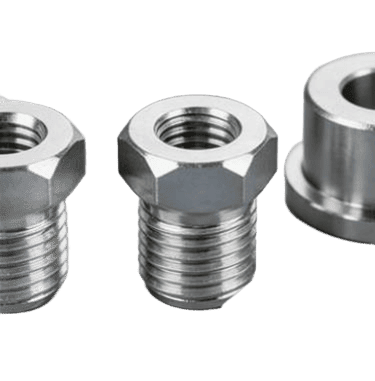
アルミ製ねじ付きボルト
CNC加工アルミニウム製取り付け式時計
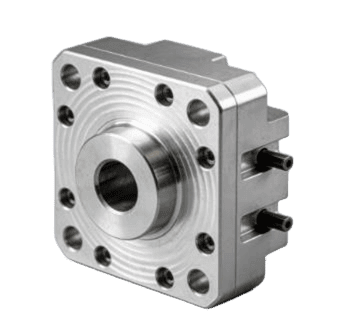
アルミニウムフランジ部品
CNC加工アルミニウム製ブラケット

アルミニウム製円錐形部品
適切なアルミニウム材料の選択
アルミニウム合金材料の選定
高品質な工業用および構造用アルミニウム合金を豊富に取り揃えており、お客様の特注部品仕様に合わせて精密に選定いたします。
材料
高性能アルミニウム合金
高強度航空宇宙グレード
- アルミニウム6061: 汎用性の高い構造規格。
- アルミニウム2024: 高疲労耐性航空機外板。
- アルミニウム6063: 精密な建築用プロファイル。
- アルミニウム7075: 究極の静的強度。
耐腐食性および特殊
- アルミニウム2A12: 航空機グレードの高硬度。
- アルミニウム5052: 耐塩性マリンプレート。
- アルミニウム7050: 高靭性厚肉部。
材料選定ガイド
- 強さ:7075と2A12は、最も高い機械的負荷に対応できます。
- 耐久性: 5052は過酷な環境におけるベンチマーク規格です。
- 被削性: 6061 / 6063
当施設
先進的なアルミニウムCNC加工センター
最先端の設備を備えた当社の施設をご覧ください。お客様の最も要求の厳しいプロジェクトにも対応できる、高品質なCNC加工アルミニウム部品をご提供いたします。

ラピッドモデルCNC加工ワークショップ

Rapid Model社で長年の経験を持つCNCオペレーター

CNCオペレーターがコントロールパネルを操作する

高速モデルCNCマシニングセンター

CNCラピッドモデリングワークショップ

CNC加工工場の作業員

ラピッドモデル高精度5軸マシニングセンター

エンジニアが精密5軸加工センターの制御盤をプログラミングする
利用可能なプロセス
オプションのCNCアルミニウム加工プロセス
当社は、アルミニウム合金に特化した高精度CNCフライス加工および旋削加工サービスを提供しています。工業部品において、寸法安定性、厳密な公差、そして優れた表面仕上げを実現することに重点を置いています。
CNCフライス加工
複雑な形状、空洞、表面形状に対応可能です。当社の3軸、4軸、5軸加工機は、シンプルな板材から複雑な角柱状部品まで、あらゆる形状の加工に対応します。
許容誤差:±0.0004インチ
最大寸法:110インチ x 70インチ x 20インチ
Ra 3.2 μm仕上げ
CNC旋盤加工
シャフト、ブッシュ、コネクタなどの回転部品の高精度旋削加工。ライブツーリングにより、1回の加工で複数の形状をフライス加工することが可能です。
直径:0.1インチ~30インチ
ライブツーリング
高い同心度
5軸CNC加工
最も複雑な工業用形状に対応する同時5軸動作。段取り時間の短縮、精度の向上、生産リードタイムの短縮を実現します。
インペラとバルブ
シングルセットアップ
複雑な輪郭を描く
スイス式ねじ加工
小径、長尺、細身の部品加工に特化。高剛性ガイドブッシュにより、小型部品の極めて高い精度を実現します。
直径:0.03インチ~1.25インチ
±0.0002インチの公差
精密インサート
アルミニウム合金の選択
一般的な工業用グレードの金属加工に関する専門知識を有しています。合金の特定の焼き戻し状態と被削性に基づいて、最適な工具を選定いたします。
6061 / 6063
7075-T6
5052 / 2024
仕上げと検査
統合された後処理と品質管理。すべてのバッチは、標準化された計測方法を用いて検証され、仕様への適合性が確認されます。
陽極酸化処理
CMM検証
ビーズブラスト
材料選定ガイド
アルミニウム合金材料の特性比較
硬度、加工性、耐食性、外観仕上げなどの主要な特性を比較して、CNCプロジェクトに最適な材料を選択してください。
- パフォーマンス比較
- 焼き戻しの選択
- 表面処理
- デザインの専門知識
| アルミニウムグレード | 一般的な気質 | 降伏強度(MPa) | 気質選択に関するアドバイス |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | 美観部品やヒートシンクに最適な選択肢です。T5は、優れた表面仕上げが求められる押出成形品に最もよく用いられます。 |
| 5052 | H32 / O | ~190 | 一般的な筐体にはH32を、深絞り加工や複雑な曲げ加工にはO-テンパーをお選びください。海洋環境や塩水環境に最適です。 |
| 6061 | T6 / T651 | ~270 | CNC加工推奨T651:寸法安定性を確保し、切断後の反りを最小限に抑えるため、応力除去処理済み。業界の「主力製品」です。 |
| 2024 | T3 / T4 | ~325 | T3熱処理は、航空宇宙構造物や高疲労構造物において、高強度と破壊靭性の最適なバランスを提供する。 |
| 7075 | T6 / T651 | ~500 | T651は必須です 高精度かつ複雑な部品の歪みを防止するために使用されます。硬度は鋼鉄に匹敵し、重量が重要な部品にも適しています。 |
| アルミニウムグレード | 透明アルマイト処理 | カラーアルマイト処理 | 硬質アルマイト処理(タイプIII) | 備考 |
|---|---|---|---|---|
| 6063 | 素晴らしい | 素晴らしい | 適度 | 最高の表面質感と最も鮮やかな色彩を実現します。 |
| 6061 | 素晴らしい | 素晴らしい | 素晴らしい | 工業部品にとって最も信頼できる選択肢であり、非常に安定した結果が得られます。 |
| 5052 | 良い | 公平 | 良い | 6xxxシリーズと比較すると、色がややくすんで見えたり、マットな質感に見える場合があります。 |
| 7075 | 劣悪(ムラあり) | 貧しい | 素晴らしい | 亜鉛含有量が高いと、色ムラが生じます。濃い色のハードコートに最適です。 |
| 2XXXシリーズ | お勧めしません | お勧めしません | 公平 | 銅含有量が高いと酸化が不十分になり、「黒ずんだ」外観になる。 |
| デザイン要素 | 標準仕様 | ハイエンド最適化 | エンジニアリング推奨事項 |
|---|---|---|---|
| 壁厚 | 0.8 mm | 0.5 mm(精密) | 振動を防ぎ、鏡面のような仕上がりを確保するため、アスペクト比(高さ:幅)を10:1以下に維持してください。 |
| 空洞の深さ | L:D比 3:1 | L:D比 5:1(制限) | 標準的な切削深さは、工具直径の3倍以内とする必要があります。6倍を超える深さの場合は、特殊な長首工具が必要となり、コストが増加します。 |
| 内側の角 | R ≥ 1.0 mm | R = (深さ / 6) + 0.5 mm | 送り速度をスムーズにし、工具痕をなくすために、コーナー部分は工具半径よりもわずかに大きめに設計してください(例:6mmカッターの場合はR3.2)。 |
| 盲穴ねじ | 深さ=直径の1.5倍 | 深さ=直径の2.0倍(最大) | 底部には3~5ピッチのドリルクリアランスを確保してください。直径の2倍を超えるクリアランスは強度には影響せず、タップ破損のリスクを高めます。 |
| 表面粗さ | Ra 3.2 μm | Ra 0.8 μm(プレミアム) | 標準的な高品質仕上げはRa 1.6 μmです。Ra 0.8 μmは、重要なシール面または高級光学部品にのみ使用してください。 |
| 精密公差 | ±0.05 mm | ±0.01 mm | 重要な機能寸法(CTQ)にのみ±0.01mmの公差を適用してください。非嵌合部にはISO 2768-m(中程度)を使用してください。 |
| エッジ処理 | 鋭利なエッジ | 0.1~0.3mmの面取り | 陽極酸化皮膜の均一性を向上させ、脆性による欠けを防ぐために、鋭利なエッジには必ず小さな面取りを施してください。 |
ストレス解消:
7075のような高強度材料の場合、薄くて複雑な形状の部品は、機械加工後に歪みが生じやすい。
T651焼き戻し鋼材は、延伸による応力除去処理が施されているため、指定することをお勧めします。
溶接性に関する警告:
2024と7075は、割れのリスクが高いため、基本的に溶接不可能である。
溶接が必要な場合は、5052または6061をお勧めします。
熱伝導率:
ヒートシンク用途には、6061よりも熱伝導率が優れている6063をお勧めします。
一方、7075はこれらの合金の中で最も熱伝導率が低い。
技術的専門知識
アルミニウムCNC加工技術:課題と解決策
- 産業用工具
- 自動車(EV)
- ロボット工学
- コミュニケーション
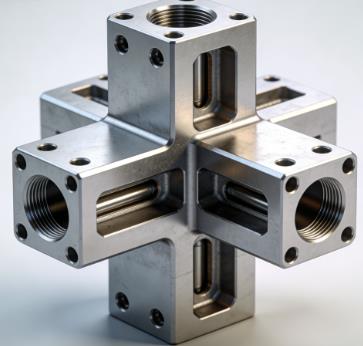
プロジェクト仕様
- 材料Al 6061-T6(応力除去処理済み)
- クリティカルディム同心度と垂直度
- 許容誤差重要ボアにおける±0.01mm
空気圧バルブ本体の精密フライス加工
技術的な課題
主な難点は、多方向深穴加工とキャビティ内フライス加工にあった。軟質アルミニウムでは、長いドリルビットがずれやすく、深いポケットでの高速フライス加工は「切りくずの再切削」を引き起こしやすく、その結果、表面仕上げが悪化し、熱の蓄積によって寸法安定性が損なわれる。
当社のエンジニアリングソリューション
高圧スピンドル冷却(70バール)を採用することで、深い空洞から切りくずを瞬時に排出し、熱の蓄積を防ぎました。精密穴加工においては、まず粗加工を行い、その後熱安定化のための休止期間を設け、最後にPCD(多結晶ダイヤモンド)リーマを用いて仕上げ加工を行うことで、全長150mmにわたって±0.01mmの同心度を確保しました。
Ra 0.4 μm内部仕上げ
0.01 mm同心
99.8%合格率

プロジェクト仕様
- 材料アルミニウム6063(高耐熱性)
- サイズ600mm x 450mm x 12mm
- 要件反りのない平面性
EVバッテリー熱管理プレート
技術的な課題
大型で薄いアルミニウム板の機械加工は、材料の反りが発生しやすいことで知られています。表面の材料が除去されるにつれて、内部の残留応力が解放され、板が「湾曲」したりねじれたりします。従来のクランプ方式では、加工中は反りが目立たなくなりますが、クランプを解除すると部品が公差から外れてしまうことがよくあります。
当社のエンジニアリングソリューション
当社は「応力解放サイクル」戦略を採用しました。まず、プレートの両面を粗加工して初期応力を解放しました。次に、真空吸引治具を用いて圧力を制御し、機械的な歪みを起こさずに部品を保持しました。最終仕上げは、送り速度の高い「フライカッター」を用いて行い、工具と部品の接触時間を最小限に抑え、熱膨張を効果的に抑制しました。
< 0.05 mm平坦性
12%体重を減らす。
最適化済みサイクルタイム

プロジェクト仕様
- 材料Al 7075-T6(航空機グレード)
- 幾何学アンダーカットと複合角度
- 精度H7ベアリング適合
5軸ロボット関節ハウジング
技術的な課題
7075-T6アルミニウムは6061に比べて摩耗性が非常に高いため、工具の摩耗が速く、穴径も変動しやすい。さらに、有機的で非角柱状の形状のため、軸間の遷移点に「滞留痕」を残さずに5軸連続動作を行う必要があった。これは、高トルク下で構造的完全性が損なわれるためである。
当社のエンジニアリングソリューション
工具負荷を一定に保つため、同時5軸トロコイドミーリングを用いてツールパスをプログラミングしました。H7穴の精度を確保するため、荒加工後に穴径を測定するインマシン赤外線プロービングシステム(レニショー社製)を使用し、最終仕上げ加工時の工具オフセットをリアルタイムで自動調整することで、工具摩耗を補正しました。
H7ボアフィット
ゼロ表面の段差
高いトルク抵抗

プロジェクト仕様
- 材料Al 5052-H32(シート/プレート)
- 要件IP67の防水性能と導電性仕上げ
- 特徴EMIガスケット溝
屋外用RF信号送受信機筐体
技術的な課題
屋外用電子機器筐体には、完璧な密閉性が求められます。幅1.5mmの狭いガスケット溝は、広い表面積にわたって高い精度で加工する必要がありました。溝にバリや粗さがあると、IP67の防水性能が損なわれてしまうからです。さらに、表面はEMIシールドのために導電性を維持しながら、300時間以上の塩水噴霧試験にも耐える必要がありました。
当社のエンジニアリングソリューション
当社では、特殊なダイヤモンドコーティングされたマイクロエンドミルを使用することで、機械加工直後からバリのない溝仕上げを実現し、エッジを損傷する可能性のある手作業によるバリ取り作業を不要にしました。加工後には、耐塩水噴霧性バリアを形成しつつ、接地およびRFIシールドのための表面の導電性を維持する黄色のクロメート化成処理(アロダイン処理)を施しました。
IP67評価
300時間以上塩水噴霧
バリなし溝
効率的なコラボレーションプロセス
カスタムCNCアルミニウム部品を簡単に
合理化された高効率な生産プロセスにより、部品をより迅速に市場に投入できます。複雑な工程はすべて当社にお任せください。お客様はブランドの拡大に専念していただけます。
01
見積もりとDFM
STP/DXFファイルをアップロードすると、即座に価格と製造可能性の分析ができます。
02
設計最適化
当社のエンジニアは、コスト効率と生産速度を考慮して設計を改良します。
03
精密加工
高度な設備と専門的な技術。
04
品質検証
CMMによる検証およびISO 9001規格に準拠した検査手順。
05
仕上げと配送
最終的な表面仕上げ、組み立て、および世界規模の物流配送。
よくある質問
お客様のご懸念事項への対応
-
アルミニウムのCNC加工後には、どのような表面仕上げが可能ですか?
表面処理の種類としては、陽極酸化処理(透明、黒色、カラー)、硬質陽極酸化処理(タイプIII)、ビーズブラスト、ブラッシング、粉体塗装、塗装、電気めっきなどがあります。選択は、耐食性、耐摩耗性、外観、および機能要件によって異なります。
-
アルミニウムのCNC加工は、どのような業界で利用されていますか?
アルミニウムのCNC加工は、航空宇宙、医療機器、電子機器、通信、ロボット工学、光学・レーザーシステム、自動車、新エネルギー産業など、幅広い分野で利用されている。
-
陽極酸化処理は寸法精度に影響しますか?
はい。陽極酸化処理によって、通常5~25μmの厚さの酸化層が形成され、その約50%が内側に、約50%が外側に成長します。寸法補正またはマスキングは、厳しい公差を維持するために、重要な部分に適用されます。
-
アルミニウムのCNC加工は、ISO 2768またはASME規格に準拠していますか?
はい。アルミニウムのCNC加工は、図面に別途指定がない限り、一般公差についてはISO 2768-m/f、幾何公差(GD&T)についてはASME Y14.5に準拠するのが一般的です。
-
CNC加工に最適なアルミニウム合金はどれですか?
6061は、優れた被削性とコストパフォーマンスの高さから、最も一般的に使用されている合金です。その他の選択肢としては、高強度を重視する7075、耐疲労性を重視する2024、耐食性を重視する5052、そして表面仕上げと熱伝導性を向上させる6063などがあります。
-
どのようなアルミニウム加工サービスやフライス加工ソリューションが利用できますか?
サービス内容には、3軸から5軸までのCNCフライス加工、CNC旋削加工、複合加工、ラピッドプロトタイピング、少量生産およびバッチ生産、DFM最適化、表面仕上げが含まれます。
-
板金加工とアルミニウムのCNC加工を組み合わせることは可能ですか?
はい。板金加工とアルミニウムCNC加工を組み合わせることで、筐体、フレーム、構造モジュールなどの完成品を製造することができ、品質の一貫性を向上させ、リードタイムを短縮できます。
