| 銅合金 | 導電率(% IACS) | 被削性評価 | 標準強度 | 主な用途 |
|---|---|---|---|---|
| C11000(ETP銅) | >100% | 20%(グミ) | 中くらい | バスバー、電気接点、ヒートシンク |
| C10100 (OFC) | >101% | 20% | 中くらい | 半導体、高真空、粒子加速器 |
| C36000(快削黄銅) | ~28% | 100%(参考値) | 良い | 継手、バルブ、精密ねじ加工部品 |
| C26000(真鍮70/30) | ~28% | 30% | 中~高 | 弾薬部品、留め具、装飾金具 |
| C93200(ベアリングブロンズ) | ~12% | 70% | 高い | ベアリング、ブッシング、ワッシャー(SAE 660) |
| C95400(アルミニウム青銅) | ~13% | 20%(厳しい) | 非常に高い | 高耐久性ギア、船舶用ハードウェア、摩耗プレート |
精密銅・真鍮CNC加工サービス|カスタム銅部品
Rapid Modelは、カスタム銅合金部品を提供しています。迅速なプロトタイピングから量産まで、幅広いサービスに対応。高度な加工技術により、重要な用途において最適な性能を発揮します。世界各国への配送に対応しており、速達オプションもご利用いただけます。

10+
専用機
5~10日
標準リードタイム
12時間
専門家による見積もり
98%
導電率保持
寸法公差
±0.01mm
粘着性のある材料専用の特殊工具とリアルタイムの温度補正機能によって実現しました。
表面仕上げ
Ra ≤ 0.8μm
電気接点、高周波シールド、高真空シール面にとって不可欠な部品です。
品質とトレーサビリティ
ISO 9001:2015
材料の完全な認証(C10200、C36000など)と、重要部品の100%導電率試験。
銅加工の専門知識
銅および真鍮の精密CNC加工能力
高導電性、熱管理、および複雑な耐腐食性銅部品向けの特殊ソリューション
電気部品の精度
98%以上のIACS導電率を維持するために、バスバー、コネクタ、端子を厳密な公差で加工する。
- 低応力加工
- バリのないエッジ
熱溶解加工
フィン形状と平面度を最適化した、複雑なヒートシンク、コールドプレート、スプレッダーを製造する。
- 高アスペクト比フィン
- 真空ろう付け対応
試作品から量産へ
RF部品、導波管、EDM電極のCNCプロトタイプを2~5日で迅速に製作します。
- 銅のDFM
- 材料グレードに関するアドバイス
大量生産の銅部品
真鍮製継手、配管部品、装飾金具を、一貫した品質で効率的に生産します。
- スイス式ねじ加工
- 自動バリ取り
高度な多軸加工
誘導コイルやノズルブロックなどの複雑な一体型銅部品に対応する5軸加工機能。
- 単一セットアップ効率
- 滑らかな輪郭仕上げ
フル銅合金シリーズ
- 合金特性のマッチング
- 認定製材所報告書
当社の銅製品
CNC加工された銅および真鍮部品ギャラリー
精密加工された銅合金部品をご覧いただき、お客様専用の銅製部品をお求めください。

バルブの銅部品

銅製ネジ部品

各種銅製試作品

バルブの銅合金部品
銅合金選定ガイド
Rapid Modelが機械加工に使用する一般的な材料。
CNC加工において最も広く使用されている銅材料の中から、導電性、加工性、強度、耐摩耗性を考慮して選定した6種類。
材料
カスタム銅部品の材料ガイド
高伝導性銅
- C11000(ETP / T2銅): 優れた電気伝導性と熱伝導性を持ち、電極やバスバーなどに広く用いられている。
- C10100(無酸素銅): 真空、航空宇宙、半導体部品向けの超高純度銅。
快削真鍮
- C36000(快削黄銅/H59): 最高の加工性を持ち、継手、シャフト、締結部品の標準材料です。
- C26000(カートリッジブラス/H70): 強度と成形性に優れ、薄肉部品や装飾部品に適しています。
青銅および高強度合金
- C93200(錫青銅/SAE 660): 優れた耐摩耗性を持ち、ブッシュやベアリングによく使用されます。
- C95400(アルミニウム青銅): 高強度と耐腐食性を備え、船舶部品やバルブ部品に最適です。
当社のプロセス
銅に特化したCNC加工プロセス
当社では、銅合金の加工における材料の粘着性や熱感受性といった課題を克服するために、特殊な技術と工具を使用し、表面品質が完璧な精密部品を提供しています。
精密銅フライス加工
特殊な鋭利で研磨された工具と高速加工技術により、材料の付着を防ぎ、電気部品や熱部品に優れた表面仕上げを実現します。
鋭利な工具
上質な仕上げ
バリ取り
真鍮と銅のCNC旋削加工
棒材やバー材をコネクタ、継手、シャフトに加工する高度な旋削加工技術。クロスドリル加工やフライス加工にはライブツーリングを使用。
棒材・丸棒
ライブツーリング
優れたチップブレイク
仕上げとメッキ
研磨、メッキ(ニッケル、銀、金、錫)、不動態化処理、変色防止処理などの加工後サービス。
メッキ
研磨
不動態化
産業用途
銅のCNC加工:業界の課題と解決策
- パワーエレクトロニクス
- 自動車(電気自動車/ハイブリッド車)
- 半導体
- 通信およびRF
プロジェクト仕様
- 材料C11000(ETP銅)
- 主な仕様99%以上のIACS導電率
- 許容誤差スロット位置の誤差は±0.1mmです。
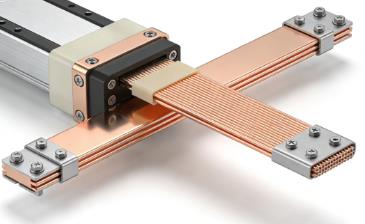
高電流インバータバスバーアセンブリ
技術的な課題
最大の課題は、大型で薄い銅板全体にわたって極めて高い寸法精度を維持しながら、電気伝導率を最大限に保つことでした。加工中に過剰な熱が加わったり、加工硬化が生じたりすると、伝導率が低下する可能性があります。さらに、電源モジュール用の細長いスロットは、短絡を防ぐために絶対的な精度とバリのないエッジが求められました。
当社のエンジニアリングソリューション
熱と加工硬化を最小限に抑えるため、切れ味の良い研磨済み超硬エンドミルと高速・低切削深さのフライス加工法を組み合わせました。クランプによる歪みを避けるため、特注の真空プレートを用いて部品を固定しました。特殊工具を用いた最終的な機械内バリ取り工程により、すべてのスロットエッジが滑らかで安全であることを確認しました。加工後の導電率試験により、99%以上のIACS保持率が確認されました。
99%以上のIACS導電率
バリなしスロットエッジ
0.2mm平坦性
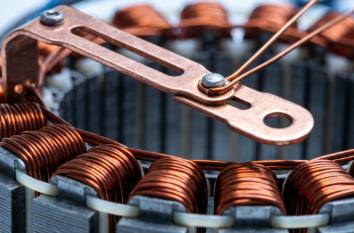
プロジェクト仕様
- 材料純銅製、長方形棒
- 幾何学複雑な3D曲げ形状
- 要件精密な端部形状
EVモーターステーターヘアピン(成形前加工)
技術的な課題
加工後の銅製のヘアピンは、複雑な3D形状に曲げられます。課題は、柔らかい長方形の銅棒の両端に、正確な嵌合形状(面取り、溝、プロファイル)を加工することでした。 前に 曲げ加工工程。加工された形状は、曲げ加工後にすべてのヘアピンがステータスタック内で正しく整列するように、完璧な位置に配置される必要があった。
当社のエンジニアリングソリューション
曲げ加工機で使用される正確な基準点に長方形の棒材を確実に保持する専用の多段式治具を開発しました。同期した3軸+2軸加工により、両端を一度の段取りで加工し、完全な対称性と位置精度を確保しました。後続の絶縁工程に支障をきたす可能性のあるバリを防ぐため、工具形状には特に注意を払いました。
±0.03 mm位置
鏡対称
ゼロ曲げ干渉
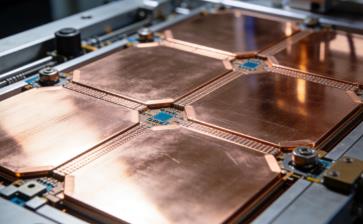
プロジェクト仕様
- 材料C10100(無酸素銅)
- 表面スーパーミラー仕上げ
- 清潔さ高真空対応
半導体ウェハハンドリング部品
技術的な課題
この部品には、広い平面部分にRa < 0.05 μm(超鏡面)の表面仕上げが求められたが、軟質で延性のある銅は傷がつきやすく、工具痕も目立ちやすいため、これは非常に困難である。さらに、高真空の半導体製造装置環境での汚染を防ぐため、部品には油分、指紋、および埋め込まれた粒子が一切付着していない必要があった。
当社のエンジニアリングソリューション
加工は管理されたクリーンルーム内で行われました。超精密旋盤/フライス盤に単結晶ダイヤモンド旋削工具を使用し、機械加工直後から鏡面仕上げを実現することで、後処理を最小限に抑えました。全工程において、高純度の半水系クーラントのみを使用し、特殊溶剤を用いた多段階超音波洗浄工程で完全に除去した後、真空ベーキングとクラス100クリーンルームでの包装を行いました。
Ra < 0.05μm仕上げる
クラス100パッケージ
ゼロ微粒子

プロジェクト仕様
- 材料C36000 真鍮、ニッケルメッキ
- 特徴深くて直径の小さい穴
- 要件インピーダンス制御
高周波RFコネクタ本体
技術的な課題
この部品は、特定の特性インピーダンス(例えば50オーム)を維持するために、極めて精密な内径と表面仕上げが求められました。長さ対直径比の高い真鍮に深く小径の穴を開ける作業は、工具のたわみや表面仕上げの不良のリスクを伴いました。内部に傷や直径のばらつきが生じると、信号の反射や損失が発生し、GHz周波数帯での性能が低下します。
当社のエンジニアリングソリューション
深穴の真直度を確保するためにガンドリル加工を行い、その後、精密ボーリングとホーニング加工を組み合わせて最終的な直径と表面仕上げを実現しました。工程内ゲージを用いて厳密に管理しました。内部表面はニッケルめっき前にマイクロポリッシュ加工を施し、欠陥のない低損失の導電経路を確保しました。サンプル部品のインピーダンス試験により、性能を確認しました。
50Ω ±1インピーダンス
Ra 0.4 μm内部仕上げ
< -30 dBリターンロス
材料特性ガイド
CNC加工における銅合金の比較
導電率、加工性、強度、耐食性などの主要な特性を比較して、用途に最適な銅合金を選択してください。
- パフォーマンス比較
- 気質とコンディション
- 表面処理とメッキ
- 銅のデザイン
| 合金 | 一般的な気質/状態 | 降伏強度(MPa)代表値 | 機械加工に関するアドバイス |
|---|---|---|---|
| C11000 / C10100 | H02(1/2ハード)、H04(ハード) | 250-350 | 高速回転、切れ味の良い工具。切りくずをよりきれいに処理するにはH04を使用してください。 |
| C36000 | H02(1/2ハード) | 200-310 | 業界標準の加工性。優れた表面仕上げ。 |
| C26000 | H02(1/2ハード)、焼きなまし済み | 110-380 | 糸状の切り屑が出やすいため、切り屑破砕機が必要です。冷間成形に最適です。 |
| C93200 | キャスト通り / M07 | 125-170 | 自己潤滑のために鉛を含んでおり、非常に優れた加工性を発揮します。 |
| C95400 | 鋳造状態、熱処理済み(TQ50) | 300-500 | 非常に硬く、研磨性が高い。超硬工具と剛性の高い加工装置が必要。 |
| 銅合金 | 研磨性 | ニッケルメッキ | 銀メッキ/金メッキ | 注記 |
|---|---|---|---|---|
| C11000 / C10100 | 素晴らしい | 素晴らしい | 素晴らしい | 高純度により、優れた電気めっき密着性が得られます。 |
| C36000 / C26000 | 素晴らしい | 素晴らしい | 素晴らしい | 装飾仕上げによく使用されます。C26000はより延性に優れています。 |
| C93200(ブロンズ) | 良い | 公平 | 公平 | 多孔質であるためメッキに影響を与える可能性があり、油を塗布した状態でそのまま使用されることが多い。 |
| C95400(アルミニウム青銅) | 公平 | 貧しい | 貧しい | 自然に保護層となるアルミナ層を形成するため、めっきが難しい。 |
| デザイン要素 | 一般的なガイドライン | 高精度ガイドライン | 理由と推奨事項 |
|---|---|---|---|
| 最小壁厚 | 0.5 mm | 0.8 mm | 純銅は柔らかい。C95400は丈夫だが、剛性が必要だ。 |
| 内部の鋭角 | R ≥ 0.5 mm | R ≥ 1.0 mm | C11000やC26000などの延性合金におけるバリの発生を低減します。 |
| ねじの深さ | 1.5日 | 2.5 x 1日 | C36000は簡単にねじ切りが可能ですが、C95400は頑丈なタップが必要です。 |
| 穴公差 | ±0.05 mm | H7 / G6 | C93200ベアリングの圧入において、適切なクリアランスを確保するために不可欠です。 |
材料選びのヒント:
選ぶ C11000/C10100 電気伝導率と熱伝導率を最大化するため。伝導率が二次的な複雑な機械加工部品の場合、 C36000 真鍮 高速加工能力により、最低コストを実現しています。
耐摩耗性:
C93200 摩擦抵抗特性により、標準ブッシングの定番となっています。高負荷、高衝撃環境では、 C95400 アルミニウム青銅 優れた機械的強度と耐腐食性を備えています。
製造に関する注意事項:
純銅(C11000/C10100)はCNCフライス加工中に粘着性を持つため、C36000に比べてバリ取りコストが高くなることが予想されます。
合理化されたプロセス
銅部品のことなら、お見積もりから納品までお任せください。
当社独自の銅部品製造プロセスは、初期設計レビューから最終検査まで専門家による取り扱いを保証し、お客様の厳密な電気的、熱的、機械的仕様を満たす部品をお届けします。
01
相談と見積もり
CADデータをご提供ください。合金に関する推奨事項やDFM(製造性設計)に関する知見を含む詳細な見積もりを数時間以内にご提供いたします。
02
デザインの最終決定
私たちは、製造性と機能性を重視し、銅加工のための設計を最適化するために協力しています。
03
精密生産
お客様の部品は、銅加工に最適化されたパラメータと工具を用いて、専門家によって加工されます。
04
厳格な品質チェック
寸法検査、導電率試験(必要に応じて)、および表面仕上げの確認。
05
仕上げと出荷
指定されたメッキまたは仕上げを施し、完全な書類を添えて梱包・発送する。
よくある質問
銅のCNC加工に関するよくある質問への回答
-
銅部品をCNC加工する主な利点は何ですか?
CNC加工された銅部品は、比類のない電気伝導性と熱伝導性、優れた耐食性、固有の抗菌性、そして真鍮などの特定の合金における良好な加工性を備えています。これらは、配電、熱管理、RF部品、装飾用途に不可欠です。
-
どの銅合金が最も加工しやすいですか?
C36000(快削黄銅)は、加工性に関する業界標準であり、加工性評価は100%です。鉛を含有しており、切りくずの形成を促進します。加工性に優れた鉛フリーの選択肢としては、C46400(海軍用黄銅)またはC48500(鉛入り快削黄銅)をご検討ください。
-
軟銅を加工する際に、バリの発生を防ぐにはどうすればよいですか?
当社では、特定の形状を持つ鋭利で研磨された工具、高速・低送り加工条件、加工中のバリ取り工具、そして熱エネルギー法(TEM)、振動研磨、化学バリ取りなどの二次加工といった複数の手法を用いて、仕様どおりのバリのないエッジを実現しています。
-
純銅(C11000)を高精度に加工することは可能ですか?
はい。純銅は粘り気がありますが、特殊な鋭利な工具、剛性の高いセットアップ、制御された冷却液、そして熱と材料の引き抜きを最小限に抑える加工方法を用いることで、厳しい公差(重要な部分では±0.01mmが一般的)を実現しています。焼きなまし銅よりも、硬度の高い銅(H04など)の方が公差を維持しやすい場合が多いです。
-
銅部品にはどのような表面処理やメッキが可能ですか?
仕上げには、研磨、ブラッシング、バフ研磨などがあります。メッキの種類も豊富で、ニッケル(硬度とバリア性)、銀(最高の導電性)、金(接点の耐腐食性)、錫(はんだ付け性)、不動態化処理(透明な変色防止)などがあります。用途に応じて最適なメッキをご提案いたします。
-
銅合金の材料証明書は発行していますか?
はい。当社では、すべての銅合金について、組成、熱処理状態、物理的特性を証明する完全なトレーサビリティと材料試験報告書(MTR/CofC)を提供しています。電気グレードについては、ご要望に応じて導電率試験報告書も提供可能です。
-
CNC加工された銅部品を最も一般的に使用している業界は何ですか?
主な産業分野としては、電気・電力(バスバー、コネクタ)、自動車・EV(バッテリー部品、ヘアピン)、通信(RFコネクタ、導波管)、半導体(チャック部品、ヒーター)、配管・船舶(継手、バルブ)、航空宇宙(導電性部品)などが挙げられる。
-
銅合金の加工は、純銅よりも難しいのでしょうか?
はい、銅合金の加工は一般的に純銅よりも難しいです。銅合金には硬度と強度を高めるための添加元素が含まれていることが多く、そのため切削や成形がより困難になります。
-
銅合金の機械加工の難易度に影響を与える要因は何ですか?
加工の難易度は、次のような要因によって左右されます。
合金組成:合金含有量が多いほど、硬度と靭性が向上します。
材料の硬度:硬い合金ほど工具の摩耗が速くなる。
熱伝導率:熱伝導率が低いと、熱がこもりやすくなります。
延性と靭性:これらは切りくずの形成と工具の摩耗に影響を与える。
表面仕上げ要件:より厳しい公差には、より精密な機械加工が求められます。
