ねじ切り加工のメリットとデメリットは何ですか?
現代では CNC加工ねじ切り加工は、従来のタッピング加工に代わる方法としてますます人気が高まっています。メーカーがより高い精度、より優れた表面品質、そしてより柔軟な加工を求めるようになるにつれ、ねじ切り加工は高品質な製品を製造する上で大きな利点をもたらします。 内部スレッドと外部スレッド.
しかし、多くの利点があるにもかかわらず、ねじ切り加工は必ずしもあらゆる用途に最適なソリューションとは限りません。生産量、穴のサイズ、材料の種類、加工コストなどの要素をすべて考慮した上で、適切なねじ切り方法を選択する必要があります。
この記事では、ねじ切り加工の主な利点と欠点を探り、CNC加工においてねじ切り加工をいつ使用すべきかを説明します。
 ねじ切り加工とは?
ねじ切り加工とは?
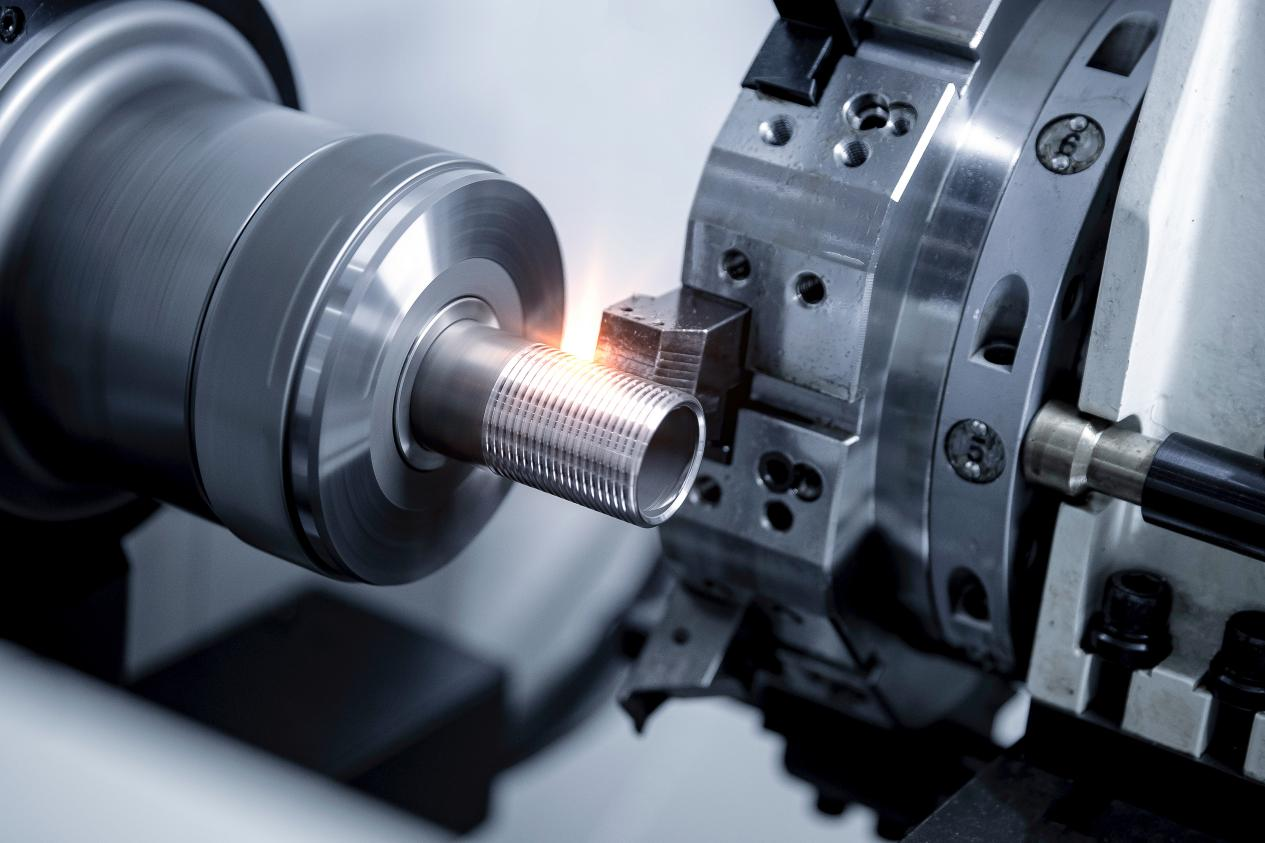
ねじ切り加工は、回転する切削工具を用いて螺旋状の補間運動によってねじ山を形成する機械加工プロセスです。タッピングでは工具サイズがねじ径と一致するのに対し、ねじ切りフライスは通常、穴のサイズよりも小さく、螺旋状の工具経路に沿って徐々にねじ山の形状を切削していきます。
ねじ切り加工は、以下の用途に使用できます。
- 内ねじ
- 外部スレッド
- 右ねじと左ねじ
- 大径ねじ
- カスタムスレッドフォーム
ねじ切り加工は、プロセス全体がCNCプログラミングによって制御されるため、特に複雑な加工用途において、優れた精度と柔軟性を提供します。
 ねじ切り加工の利点
ねじ切り加工の利点
1. 優れた柔軟性
ねじ切り加工の最大の利点の1つは、その汎用性の高さです。1台のねじ切りフライスで、ピッチが同じであれば、複数のねじ径を加工できる場合が多くあります。これにより、必要な工具の数を減らし、工具在庫コストを削減できます。
さらに、ねじ切り加工を用いることで、従来のタップでは実現が難しいカスタムねじ形状、特大ねじ、または非標準ねじを容易に製造することが可能になります。
多種多様なプロジェクトを扱う機械加工工場にとって、この柔軟性は大きな利点となる。
2. 硬質材料に対する性能向上
ねじ切り加工は、以下のような加工が難しい材料に対して非常に優れた性能を発揮します。
- ステンレス鋼
- チタン
- 硬化鋼
- インコネル
- ニッケル合金
ねじ切り加工は、タッピング加工に比べて切削抵抗が低いため、工具破損のリスクを大幅に低減できます。これは、高価な航空宇宙部品や医療機器部品の加工において特に重要です。これらの部品が破損すると、生産損失が大きくなる可能性があるためです。
切削圧力が低いと、加工の安定性が向上し、工具寿命の延長にもつながります。
3. 優れたチップ制御
切りくずの排出は、ねじ切り加工、特に止まり穴加工において最もよく発生する問題の一つです。タッピング加工では、長い切りくずが発生しやすく、それが穴の中に詰まることで、ねじの品質低下や工具破損のリスクが高まります。
ねじ切り加工は、より小さな切りくずを生成し、らせん状の切削動作中にそれらを徐々に除去することで、この問題を解決します。
チップ制御の向上には、いくつかの重要な利点があります。
- 工具の摩耗が軽減される
- 表面仕上げの改善
- スクラップ率の低下
- より安定した加工性能
深い穴を掘る場合や、加工が難しい材料を扱う場合、この利点は非常に大きな価値を持つ。
 4. 高精度と表面品質の向上
4. 高精度と表面品質の向上
ねじ切り加工は完全なCNC制御で行われるため、優れた寸法精度と再現性を実現します。オペレーターは、切削工具自体を交換することなく、工具オフセットを調整するだけでねじサイズを微調整できます。
タッピングと比較して、ねじ切り加工は通常、以下の利点があります。
- より正確なねじ寸法
- 糸の一貫性が向上しました
- より滑らかな表面仕上げ
- ねじ山のかみ合いが改善されました
このため、ねじ切り加工は、航空宇宙、自動車、ロボット工学、医療機器製造など、厳しい公差と高い精度が求められる産業にとって理想的な加工方法となる。
5. スクラップのリスク低減
加工物内部のタップが破損すると、高価な部品が完全に台無しになってしまうことがよくあります。破損したタップを取り外すのは、時間と労力がかかり、場合によっては不可能なこともあります。
ねじ切り加工では、切削工具はねじ径よりも小さいため、工具が破損した場合でも、部品を損傷することなく容易に取り外すことができます。
これにより、高価な加工部品を廃棄するリスクが大幅に低減され、生産全体の信頼性が向上します。
6. 大径ねじに最適
ねじのサイズが大きくなるにつれて、タップ加工は難しくなります。なぜなら、大きなタップは非常に高いトルクを必要とし、交換費用も高額になるからです。
ねじ切り加工は、スピンドル負荷が低く、加工安定性が高いため、大きなねじ山を加工する際には、より経済的で実用的な解決策となることが多い。
大型の工業部品の場合、ねじ切り加工には通常、ねじ切りフライス加工が好ましい方法とされる。
ねじ切り加工の欠点
1. タップよりも遅い
ねじ切り加工には多くの利点があるものの、標準的なねじ切り加工や大量生産においては、一般的にタッピング加工よりも時間がかかる。
タッピングは1回の加工でねじ山を完成させることができるが、ねじ切りフライス加工は通常、らせん状の工具経路と、場合によっては複数回の切削工程を必要とする。
単純なねじ穴を大量生産する場合、タッピングの方が効率が良く、サイクルタイムも短縮できる可能性がある。
2. 高度なCNCマシンが必要
ねじ切り加工には、ヘリカル補間機能と高精度な多軸制御機能を備えたCNC工作機械が必要です。旧型機や性能の劣る機械では、この加工を効果的にサポートできない場合があります。
さらに、ねじ切り加工の成功は多くの場合、以下の点に左右されます。
- 高いスピンドル精度
- 安定した機械剛性
- 高度なCAMプログラミング
- 経験豊富なCNCオペレーター
これにより、設備投資額と設置の複雑さが増加する可能性がある。
3. より複雑なプログラミング
標準的なタッピングサイクルと比較して、ねじ切り加工のツールパスはプログラミングがより複雑です。
機械工は以下を注意深く制御しなければならない。
- ねじピッチ
- らせん運動
- 給餌速度
- カッター補正
- 出入口
プログラミングが不適切だと、ねじ寸法の誤り、仕上がり不良、工具破損などの結果を招く可能性があります。
経験豊富なCNCプログラマーがいない工場では、ねじ切り加工には追加のトレーニングとセットアップ時間が必要になる場合があります。
4. 極小ねじの制限事項
ねじ切り加工は、極めて小さな穴の加工には必ずしも適しているとは限りません。特に深穴加工においては、小型のねじ切りフライスは破損しやすく、制御が難しくなる場合があります。
極細のねじ山の場合、タッピングの方がよりシンプルで実用的な解決策となることが多い。
ねじ切り加工とタッピング加工の比較
ねじ切り加工とタッピング加工にはそれぞれ利点があり、最適な選択は用途によって異なります。
ねじ切り加工は、一般的に次のような場合に好まれます。
- 硬質材料の機械加工
- 太い糸を作る
- カスタムスレッドプロファイルの作成
- スクラップリスクの低減
- 高い精度が求められる
タッピングは通常、次のような場合に適しています。
- 大量生産
- 標準ねじサイズ
- 加工サイクルの高速化
- プログラミングの複雑さが低い
適切なねじ切り方法を選択することで、加工効率、製品品質、製造コストを大幅に改善できます。
結論
ねじ切り加工は、現代のCNC加工において、卓越した柔軟性、精度、信頼性を提供します。硬質材料への加工性、切りくず制御、ねじの品質、スクラップ削減といった利点から、多くの高精度製造業にとって不可欠な加工プロセスとなっています。
ねじ切り加工はタッピング加工に比べてより高度な設備とプログラミングを必要とするが、特に複雑な部品や高価な部品の場合、長期的なメリットはデメリットを上回ることが多い。
CNC技術が進化し続けるにつれて、ねじ切り加工は、 精密製造 そして高度な工学応用。
