Beyond the Surface: A Comprehensive Guide to the Meaning and Processing of Anodizing
In modern manufacturing, the lifespan and aesthetic appeal of metal components often determine the market competitiveness of an end product. When discussing how to enhance the surface properties of metals like aluminum and titanium, anodizing is undoubtedly one of the most frequently mentioned processes.
However, what does anodizing truly mean? How does it fundamentally differ from traditional painting or electroplating? This article takes you deep into the microscopic world to comprehensively analyze the core meaning, standard processing steps, and cutting-edge trends of anodizing. Whether you are a product designer, engineer, or procurement expert, this guide provides highly valuable insights.
I. The True Meaning of Anodizing
Many mistakenly believe anodizing is merely a "coloring" technique—this is an extremely one-sided view. Essentially, anodizing does not "cover" the material surface with another substance. Instead, through an electrochemical reaction, it causes a dense oxide film to spontaneously grow directly from the metal surface.
If we were to summarize the meaning of anodizing in one sentence, it would be: transforming the natural vulnerabilities of a metal surface into an indestructible shield.
1. Electrochemical Conversion from a Microscopic Perspective
In natural environments, aluminum exposed to air forms an extremely thin natural oxide layer (approximately 0.01 - 0.1 µm), which is highly prone to damage. Anodizing accelerates this reaction by applying direct current in an electrolyte. The core chemical reaction can be simplified as:
2Al+3H₂O→Al₂O₃+3H₂
This artificially generated aluminum oxide (Al₂O₃) layer can be hundreds or thousands of times thicker than the natural film (typically between 5 - 100 µm). Furthermore, it is fully integrated with the base metal and will never peel or flake off.
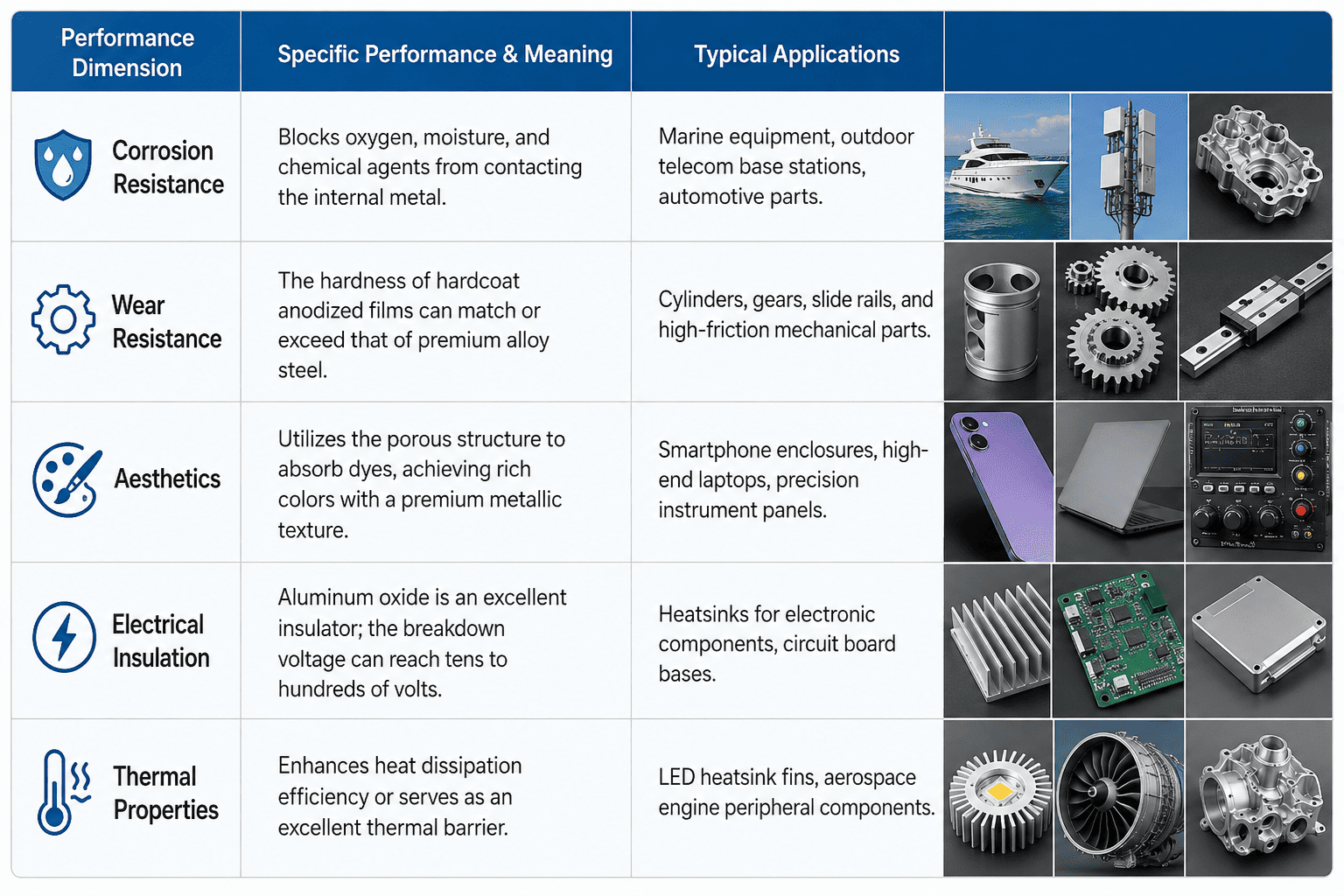
2. The Core Value Anodizing Brings to Products
In industrial design and mechanical manufacturing, the significance of choosing anodizing is primarily reflected in the following five dimensions:II.
II. The Standard Processing Steps of Anodizing
High-quality anodizing results depend on the precise control of every process parameter (temperature, voltage, current density, time). A complete and professional anodizing production line typically consists of four core stages:
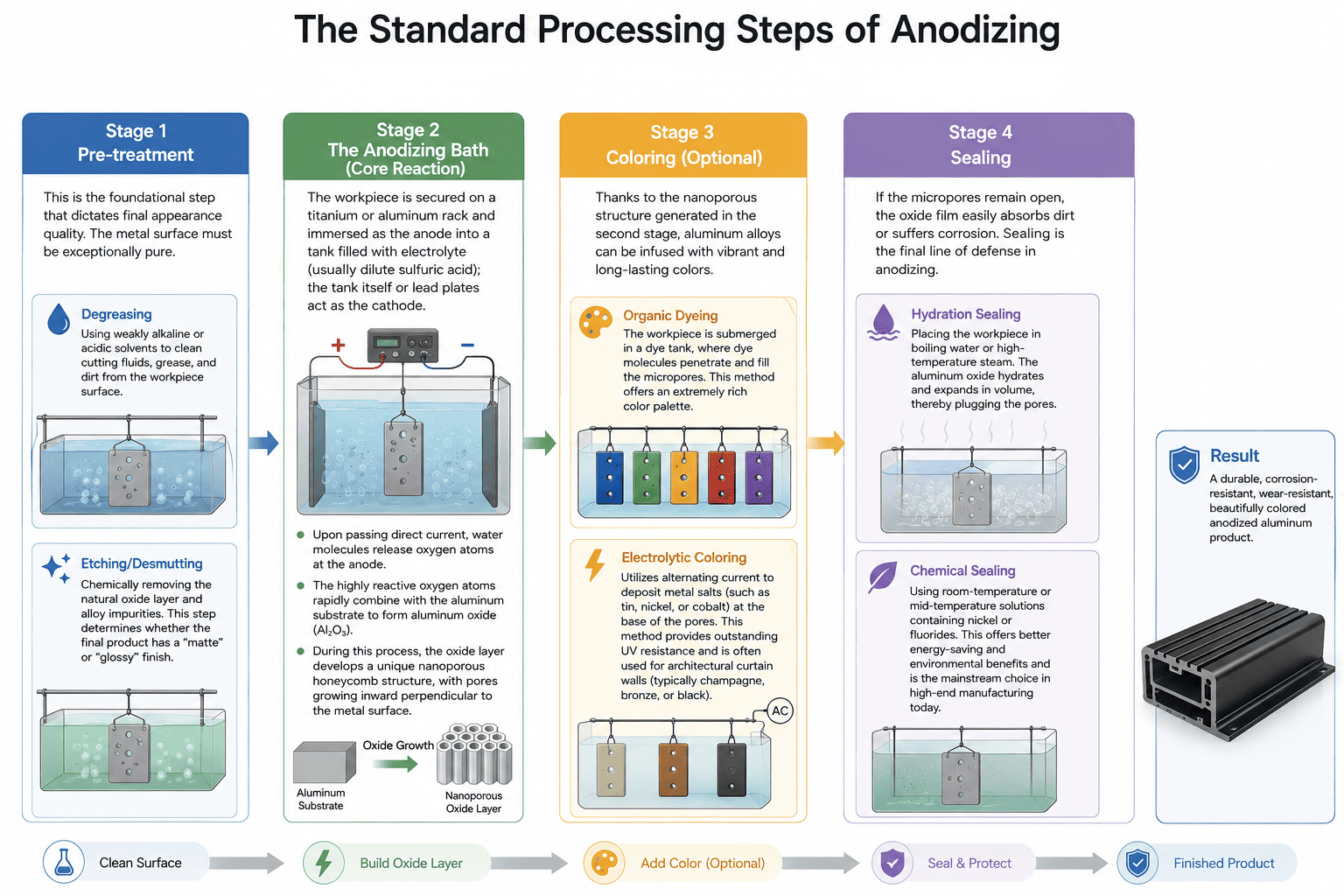
Stage 1: Pre-treatment
This is the foundational step that dictates final appearance quality. The metal surface must be exceptionally pure.
Degreasing: Using weakly alkaline or acidic solvents to clean cutting fluids, grease, and dirt from the workpiece surface.
Etching/Desmutting: Chemically removing the natural oxide layer and alloy impurities. This step determines whether the final product has a "matte" or "glossy" finish.
Stage 2: The Anodizing Bath (Core Reaction)
The workpiece is secured on a titanium or aluminum rack and immersed as the anode into a tank filled with electrolyte (usually dilute sulfuric acid); the tank itself or lead plates act as the cathode.
Upon passing direct current, water molecules release oxygen atoms at the anode.
The highly reactive oxygen atoms rapidly combine with the aluminum substrate to form aluminum oxide (Al₂O₃).
During this process, the oxide layer develops a unique nanoporous honeycomb structure, with pores growing inward perpendicular to the metal surface.
Stage 3: Coloring [Optional]
Thanks to the nanoporous structure generated in the second stage, aluminum alloys can be infused with vibrant and long-lasting colors.
Organic Dyeing: The workpiece is submerged in a dye tank, where dye molecules penetrate and fill the micropores. This method offers an extremely rich color palette.
Electrolytic Coloring: Utilizes alternating current to deposit metal salts (such as tin, nickel, or cobalt) at the base of the pores. This method provides outstanding UV resistance and is often used for architectural curtain walls (typically champagne, bronze, or black).
Stage 4: Sealing
If the micropores remain open, the oxide film easily absorbs dirt or suffers corrosion. Sealing is the final line of defense in anodizing.
Hydration Sealing: Placing the workpiece in boiling water or high-temperature steam. The aluminum oxide hydrates and expands in volume, thereby plugging the pores.
Chemical Sealing: Using room-temperature or mid-temperature solutions containing nickel or fluorides. This offers better energy-saving and environmental benefits and is the mainstream choice in high-end manufacturing today.
III. Types of Anodizing in Modern Industry
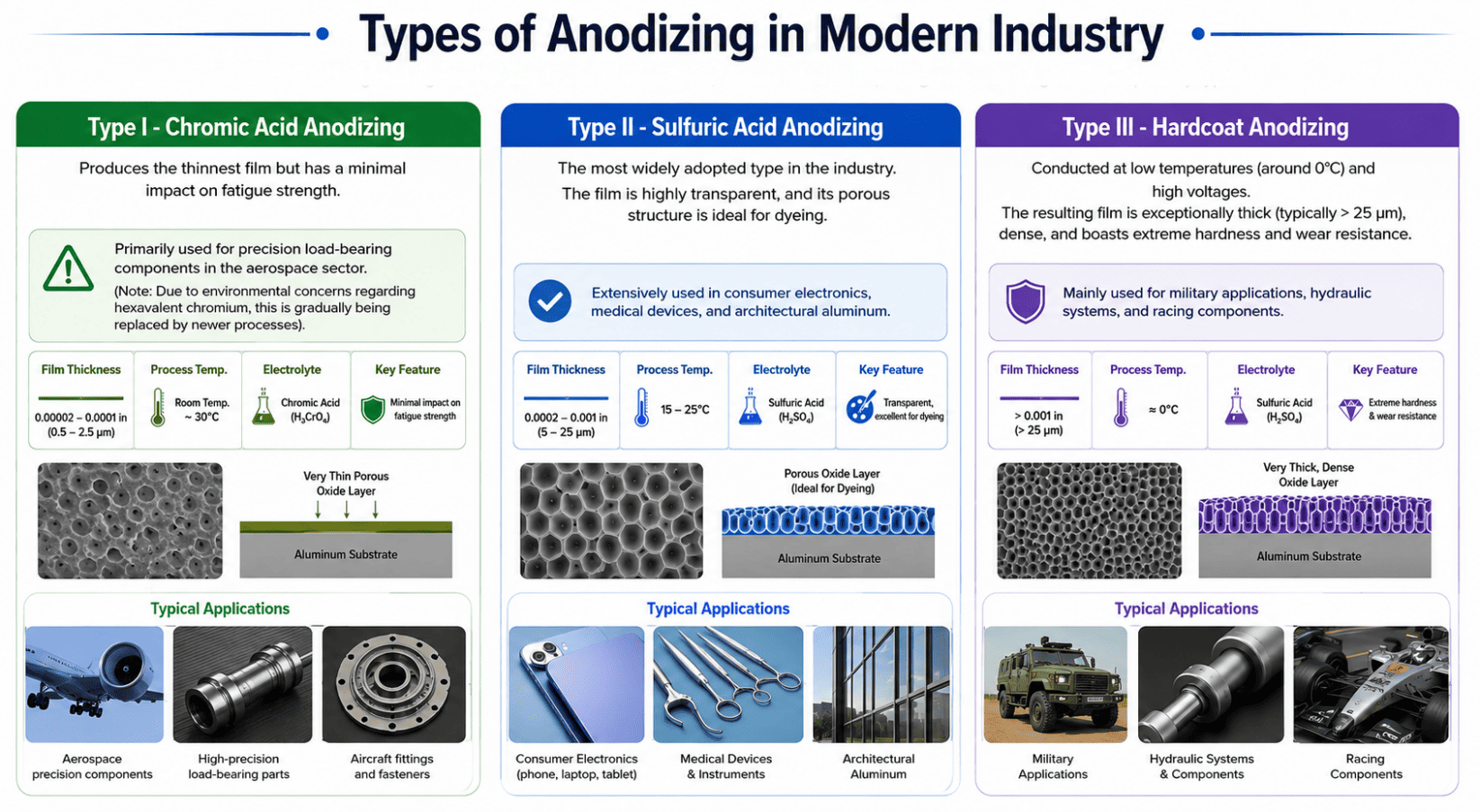
To meet diverse engineering demands, international standards (such as MIL-A-8625) categorize anodizing into three primary types:
Type I - Chromic Acid Anodizing: Produces the thinnest film but has a minimal impact on fatigue strength. Primarily used for precision load-bearing components in the aerospace sector. (Note: Due to environmental concerns regarding hexavalent chromium, this is gradually being replaced by newer processes).
Type II - Sulfuric Acid Anodizing: The most widely adopted type in the industry. The film is highly transparent, and its porous structure is ideal for dyeing. Extensively used in consumer electronics, medical devices, and architectural aluminum.
Type III - Hardcoat Anodizing: Conducted at low temperatures (around 0°C) and high voltages. The resulting film is exceptionally thick (typically > 25 µm), dense, and boasts extreme hardness and wear resistance. Mainly used for military applications, hydraulic systems, and racing components.
IV. Industry Perspectives: Future Trends in Anodizing
In an era of rapid technological iteration, the anodizing process is continuously evolving to meet stricter industrial and environmental requirements:
Micro-Arc Oxidation (MAO): Also known as Plasma Electrolytic Oxidation (PEO). This is an advanced technique where extreme voltages cause micro-arc discharges on the in-situ growing oxide film. It generates a ceramic composite coating, granting light metals like magnesium and titanium unprecedented corrosion resistance and insulating properties.
Green Processing: As RoHS and REACH regulations tighten, traditional heavy-metal treatments (like hexavalent chromium) and high-energy-consumption hot sealing processes are being phased out. They are being replaced by chromium-free passivation, low-voltage anodizing, and eco-friendly cold sealing solutions.
Functional Nanopore Utilization: Scientists and cutting-edge engineers are leveraging the nanoscale pores of anodized surfaces to infuse lubricants (like PTFE/Teflon) for self-lubricating surfaces, or even antimicrobial agents for high-end medical equipment.
Conclusion
From the stunning finishes of consumer electronics to the rugged enclosures of deep-sea explorers, the significance of anodizing has long surpassed a simple "surface treatment." It is the perfect marriage of materials science and electrochemistry, granting metals the ability to withstand time and environmental degradation.
In your next manufacturing project, if you need a surface treatment solution that balances aesthetics, precision, and ultimate durability, anodizing is undoubtedly your premier choice.
Looking for a reliable precision manufacturing and anodizing service partner? We boast an industry-leading supply chain for CNC machining and surface finishing. With strict tolerance control and a deep understanding of various anodizing standards (Type II / Type III), we are ready to turn your design blueprints into flawless physical products. Contact our engineering team today for a free project evaluation and quote!
