| Process Parameter | Technical Capability |
|---|---|
| Clamping Force | 160 Tons to 1,200 Tons (Cold Chamber & Hot Chamber) |
| Shot Weight (Aluminum) | 0.1 kg to 8.5 kg (Automated Ladling) |
| Standard Casting Tolerance | ISO 8062-3 (CT5 – CT7 Grade) | ±0.15 mm per 100 mm |
| Tooling Standards | H13, 1.2344, or Dievar Steel; Standard LKM or Custom Bases |
| Surface Finish Grade | Ra 0.8 to 3.2 μm (As-cast); SPI-C1 to A2 (Post-processed) |
| Available Alloys | Aluminum (ADC12, A380), Zinc (Zamak 3, 5), Magnesium (AZ91D) |
| Secondary Machining | High-speed CNC milling (4-axis), tapping, and precision boring |
| Quality Assurance | X-Ray porosity detection, Spectrometer analysis, and CMM validation |
Premium Custom Die Casting for Metal Parts
We provide custom die casting solutions for Aluminum, Zinc, and Magnesium, combining precision tooling with stable, high-volume production. Our streamlined process ensures reliable, cost-effective parts that accelerate your product development and strengthen your brand.

ISO 9001
Quality Certified
5-15 Day
Typical Lead Time
24hr
Rapid Quoting
±0.01mm
Tolerance
Die Casting Alloys
Industrial-Grade Casting Materials
We utilize premium non-ferrous alloys specifically selected for high-pressure casting, ensuring superior dimensional stability, heat dissipation, and structural integrity for mission-critical parts.
Aluminum Casting Alloys
The industry standard for lightweight, high-strength components. Excellent thermal conductivity and corrosion resistance for automotive and housing applications.
ADC12 / A380
A360 (High Corrosion)
AlSi12
Magnesium Alloys
Extremely low-density material offering the best strength-to-weight ratio. Ideal for portable electronics and aerospace parts where every gram counts.
AZ91D
AM60B
High-Damping Alloys
Zinc & Zamak Alloys
Superior fluidity allows for thinner wall thicknesses and high-precision tolerances. Exceptional plating characteristics and high impact strength.
Zamak 3 / Zamak 5
ZA-8 / ZA-27
High-Precision Zinc
Thermal Management Alloys
Specialized aluminum grades with optimized silicon content to maximize heat transfer in LED housings and power supply heat sinks.
High Thermal (AlSi9)
Low Copper Alloys
Conductive Grades
Ductile & Structural Alloys
Engineered for components requiring high elongation and energy absorption, preventing brittle failure in safety-rated automotive assemblies.
Silafont-36
Castasil-37
Heat-Treatable Grades
Surface Treatment Options
Comprehensive secondary operations to enhance aesthetic appeal, salt-spray resistance, and surface hardness of cast components.
E-Coating / Powder
Anodizing (Type II/III)
Chromate Conversion
Exhibition Of Die Cast Parts
High-Performance Die Cast Parts
Rapid Model delivers high-performance prototypes and production-grade parts using advanced die casting technology, significantly shortening your manufacturing cycles.
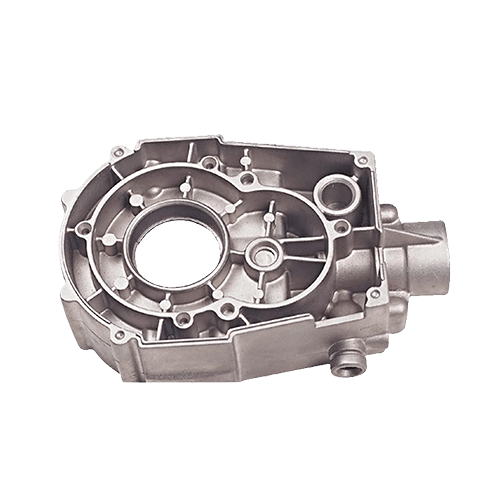
Engine Housing
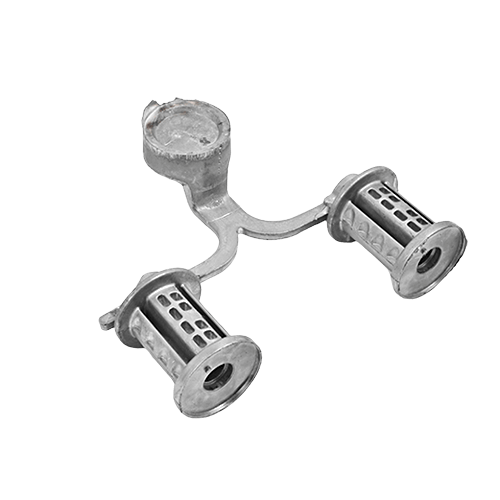
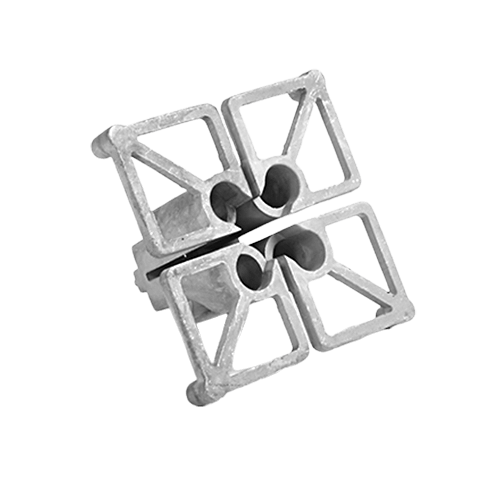
Cylindrical Parts
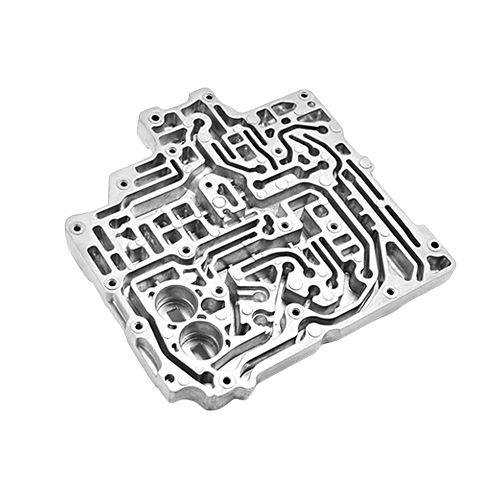
Hydraulic Control Valve Body
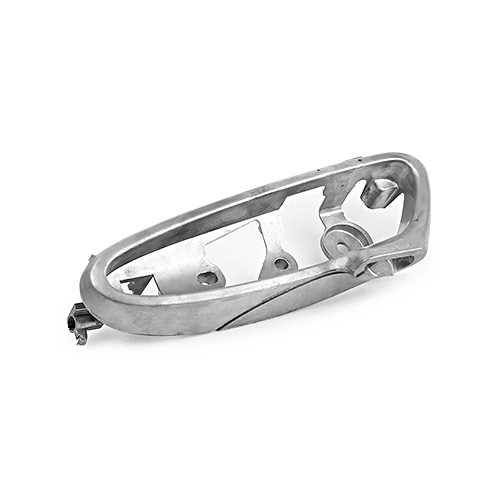
Structural Support Bracket

Piston Pump
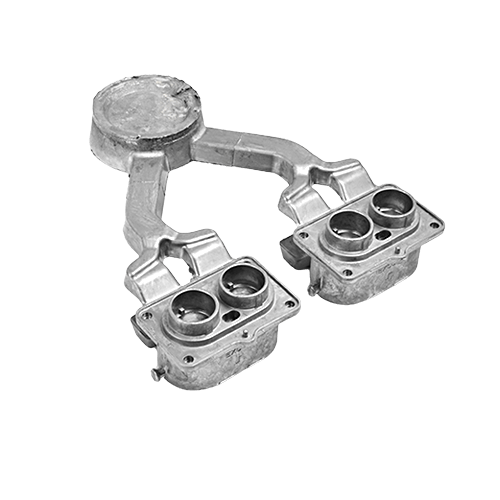
Dual Chamber Component
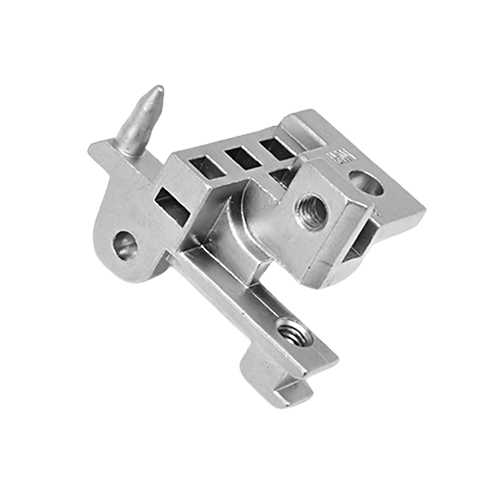
Complex Pivot Bracke
Heatsink
Manufacturing Services
Full-Service Die Casting Solutions
From rapid prototyping to high-volume production, we provide end-to-end die casting expertise with a focus on structural integrity and tight-tolerance precision.
DFM & Mold Engineering
Expert evaluation of part geometry to optimize gate placement and cooling channels, minimizing porosity and turbulence during the injection cycle.
Capabilities
Comprehensive mold-flow simulation to predict and prevent shrinkage or air entrapment before steel is cut.
- Mold-flow analysis (Magma/AnyCasting)
- Gate & runner system optimization
- Draft angle & wall thickness review
High-Pressure Die Casting (HPDC)
Utilizing automated cold-chamber and hot-chamber machines (160T to 1200T) for consistent part density and high-speed production cycles.
Production Scale
Scalable manufacturing for Aluminum, Zinc, and Magnesium alloys with real-time process monitoring.
- High-volume multi-cavity tooling
- Vacuum-assisted casting options
- Automated ladle and spray systems
Post-Cast CNC Machining
Secondary CNC milling and turning to achieve critical tolerances and flat surfaces that cannot be held by the casting process alone.
Precision
Dedicated fixtures for high-speed secondary machining to ensure feature-to-feature alignment and tight fits.
- Hole tapping & precision reaming
- Facing for critical mating surfaces
- Tight tolerance bores (up to ±0.01mm)
Surface Treatment & Coating
Integrated finishing services to improve corrosion resistance, surface hardness, and aesthetic quality of the final component.
Finishing Range
Professional grade treatments suitable for outdoor environments and high-wear industrial applications.
- Powder coating & E-coating
- Anodizing & Chromate conversion
- Shot blasting & Vibratory deburring
Quality Assurance & Metrology
Rigorous validation protocols to ensure structural soundness and dimensional compliance across every production batch.
Verification
Material traceability and internal defect detection using advanced testing equipment.
- X-Ray porosity inspection
- CMM dimensional verification
- Spectrometer alloy analysis
Assembly & Kitting
Value-added secondary operations including hardware insertion, component assembly, and custom protective packaging.
Integration
Reduction of supply chain complexity by delivering ready-to-install sub-assemblies.
- Helicoil & threaded insert installation
- Gasket & seal integration
- Custom retail or protective kitting
Our Facility
Factory-Direct Custom Die Casting
We provide professional casting services with a streamlined workflow, delivering your finished parts in as little as 5–10 days.

Die Casting Production Line
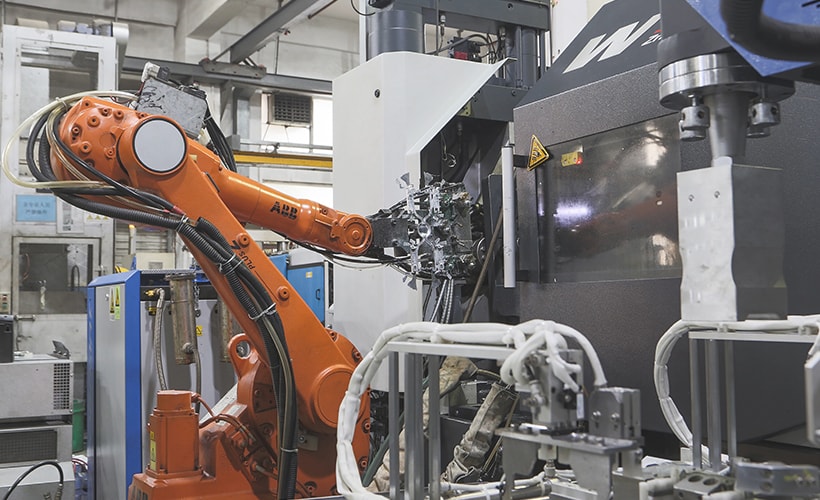
Precision Die Casting Factory
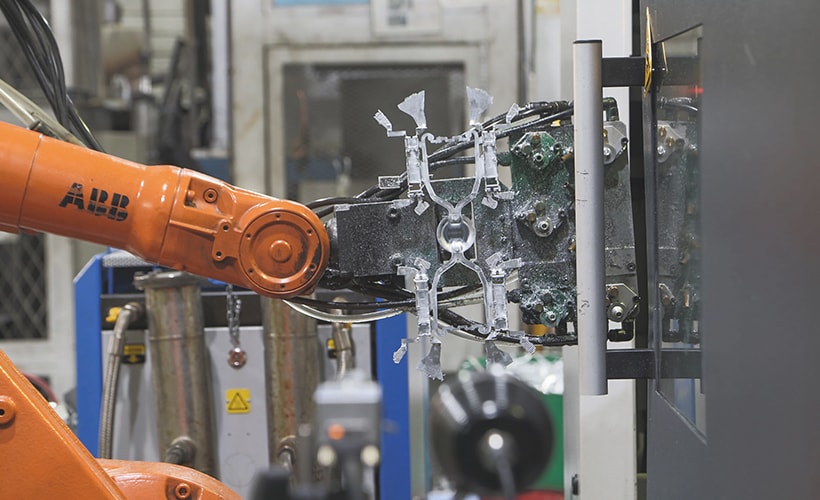
Precision die casting machines

manufacturing factory
Technical Specifications
Die Casting Capabilities
Our facility utilizes a range of cold-chamber and hot-chamber machines optimized for non-ferrous alloys, providing a balance of structural density, high-speed cycling, and secondary CNC precision.
Die Casting Case Studies
Engineered Solutions for Complex Metal Components
- Automotive Powertrain
- LED Lighting
- Industrial Hardware
- Handheld Electronics

Automotive Sector
Structural Transmission Housing
Project Focus: Porosity Control & Weight Reduction
ALLOY
Aluminum ADC12
MACHINE
800T Cold Chamber
QTY
25,000 Pcs/Year
The Engineering Challenge
A Tier-2 supplier required a transmission cover with integrated oil channels. The primary challenge was maintaining structural density to prevent oil leakage under high pressure while reducing the overall wall thickness to meet vehicle weight targets.
- Eliminating gas porosity in thick-to-thin transition zones.
- Maintaining ±0.05mm tolerance on mating surfaces post-machining.
- Ensuring salt-spray resistance for under-chassis exposure.
Our Solution
We optimized the runner system using Magma simulation to ensure laminar flow. A vacuum-assisted casting process was implemented to evacuate air from the cavity, significantly increasing part density.
- Tooling: Hardened H13 steel with conformal cooling.
- Secondary: 4-axis CNC milling for precision bore alignment.
- QC: 100% Leak testing and X-ray spot checks.

Outdoor Lighting
High-Efficiency Streetlight Heatsink
Focus: Thin-Fin Geometry & Thermal Dissipation
ALLOY
High-Thermal Aluminum
FINISH
UV-Stable Powder Coat
FIN COUNT
42 Cooling Fins
Technical Challenge
The client needed a large-scale heatsink with high-density fins only 1.5mm thick at the tips. Traditional casting often resulted in "cold shuts" where the metal failed to fill the narrow fin cavities completely.
- Ensuring complete fill of 42 separate vertical fins.
- Preventing part warpage over a 500mm length.
- Achieving a Class-A cosmetic finish for the housing exterior.
Technical Execution
We increased the injection pressure and utilized a multi-gate feed system. Precise mold temperature controllers were used to keep the die faces at optimal heat for consistent flow into the thin-wall sections.
- Process: High-speed injection with real-time monitoring.
- Finishing: Automated shot blasting for surface uniformity.
- Testing: Thermal conductivity validation of alloy batch.

Industrial Systems
Precision Zinc Lock Housing
Focus: High-Cycle Durability & Plating Quality
ALLOY
Zamak 3
PROCESS
Hot Chamber Casting
TOLERANCE
±0.03mm
Engineering Challenge
An industrial security firm needed a complex lock body with internal sliding tracks. The zinc alloy had to provide high impact resistance and a perfectly smooth internal bore for mechanical movement.
- Maintaining intricate internal geometries without secondary CNC.
- Providing a base surface suitable for decorative chrome plating.
- Zero flash requirements for internal moving parts.
Our Solution
Utilizing a hot-chamber machine allowed for extremely fast cycle times and high precision. We designed the mold with hydraulic core pulls to form the internal channels in a single operation.
- Mold: Multi-cavity tool to maximize throughput.
- Finishing: Vibratory deburring and Electroless Nickel plating.
- Assembly: Press-fit bearing installation included.
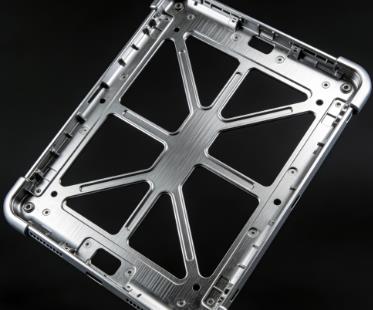
Mobile Electronics
Magnesium Alloy Tablet Chassis
Focus: Ultra-Thin Wall & EMI Shielding
ALLOY
Magnesium AZ91D
WALL THK
0.8mm - 1.2mm
MACHINE
250T Cold Chamber
Technical Challenge
A high-end electronics brand required a Magnesium frame to provide EMI shielding and structural stiffness. The part was extremely large and thin, making it prone to "short shots" and thermal contraction warping.
- Achieving wall thicknesses below 1.0mm over large areas.
- Controlling the high flammability and rapid cooling of Magnesium.
- Surface preparation for high-end soft-touch paint.
Precision Engineering
We implemented a specialized "Thixomolding" approach or high-velocity injection with an inert gas cover. This ensured the alloy reached all extremities of the mold before solidifying.
- Material: AZ91D for the best balance of flow and strength.
- Post-Process: Micro-arc oxidation (MAO) for corrosion base.
- Stability: Vacuum heat treatment to relieve internal stresses.
Client Testimonials
Honest Feedback from Our Global Partners
Real-world results in high-pressure die casting across automotive, industrial, and consumer sectors.
★★★★★
Internal density on the ADC12 parts is excellent. We performed random X-ray sectioning and found zero critical porosity in the boss areas. The runner design clearly optimized the fill. Very satisfied with the T1 samples.
★★★★☆
Their DFM report was very thorough and identified a potential cold-shut issue in our fin design. We adjusted the draft angles per their suggestion. Parts are perfect, though the initial tooling lead time was slightly longer than quoted.
★★★★★
Impressive turnaround for a cold-chamber project. We had parts in hand in California within 30 days of mold approval. Surface finish is consistent and ready for anodizing with minimal prep. Reliable communication throughout.
★★★★★
The Zamak 3 castings have a very smooth surface, which is critical for our chrome plating process. We’ve seen a significant reduction in our plating reject rate compared to our previous vendor. Highly recommended for decorative hardware.
★★★★★
Batch-to-batch repeatability is the strongest point. We’ve ordered three separate runs of 10,000 units and the dimensions haven't drifted. Packaging for sea freight was robust—no oxidation or damage on arrival.
★★★★☆
Used their Magnesium casting service for a lightweight frame. The weight savings were exactly as modeled. A few parts had minor flash around the parting line, but nothing that affected the assembly. Good technical support.
★★★★★
One-stop shop for casting and CNC. Having the same factory handle the raw casting and the precision milling on the bearing seats eliminated our assembly fitment issues. Their pricing for the combined service is very fair.
★★★★☆
High-quality thin-wall casting. We had a slight misunderstanding about the specific alloy certificate during the first week, but their team corrected the documentation quickly. The final product quality is excellent.
Efficient Collaboration Process
Custom Die Cast Parts Made Simple
Get your parts to market faster with our streamlined, high-efficiency production process. We handle the complexity so you can focus on scaling your brand.
01
Quote & DFM
Upload STP/DXF files for instant pricing and manufacturability analysis.
02
Design Optimization
Our engineers refine the design for cost-efficiency and production speed.
03
Precision Fabrication
Advanced Equipment & Expert Engineering.
04
Quality Validation
CMM verification and ISO 9001 standardized inspection protocols.
05
Finish & Delivery
Final surface finishing, assembly, and global logistical dispatch.
FAQ
Addressing Your Concerns
-
Cold Chamber vs. Hot Chamber: What’s the difference?
The choice depends on the metal's melting point.
Hot Chamber: Used for low-melting metals like Zinc. The mechanism is submerged in molten metal, allowing for very fast cycles.
Cold Chamber: Used for high-melting metals like Aluminum. Metal is melted separately and ladled into the machine to prevent heat damage to the equipment.
-
Die Casting or CNC Machining for small batches?
CNC Machining: Best for 1–50 units. It avoids mold costs but has a high cost per part.
Die Casting: Best for 500+ units. High initial mold cost is offset by very low unit prices and faster production.
-
What tolerances can die casting achieve?
Standard casting holds ±0.05mm to ±0.1mm. For critical fits (like bearing seats), we cast the part and then use secondary CNC machining to reach ±0.01mm.
-
Why is A380 the most popular aluminum alloy?
A380 is the "all-rounder." it offers the best balance of fluid flow (for complex shapes), structural strength, and cost-effectiveness. It is the standard for automotive and electronic housings.
-
How do you control porosity?
We minimize internal air bubbles through:
Vacuum casting: Removing air from the mold before injection.
Venting: Designing overflow channels for gas to escape.
Simulation: Using software to optimize the mold design before production begins.
-
What are the best surface finishes?
Powder Coating: Durable and available in many colors.
Anodizing: Best for corrosion resistance (usually results in a matte finish).
Chem-Film: Provides corrosion protection while maintaining electrical conductivity.
E-Coating: Ideal for high-volume automotive parts needing uniform coverage.
-
Will 3D Printing replace Die Casting?
No. Die casting produces a part every 30–60 seconds, while 3D printing takes hours. 3D printing is for prototypes; die casting is for scale. They work together: print the prototype, then cast the mass-produced version.
-
What Is Die Casting and What Is It Used For?
What is die casting?
Die casting is a high-efficiency metal manufacturing process in which molten metal is injected under high pressure into a precision steel mold (die). After solidification, the part is ejected with high dimensional accuracy, smooth surface finish, and excellent repeatability. The process is most commonly used with non-ferrous metals such as aluminum, zinc, and magnesium.
What is die casting used for?
Die casting is primarily used to produce high-volume, dimensionally consistent metal parts with complex geometries. It is widely applied in industries that require strength, precision, and cost efficiency at scale.
