| Copper Alloy | Conductivity (% IACS) | Machinability Rating | Typical Strength | Primary Applications |
|---|---|---|---|---|
| C11000 (ETP Copper) | >100% | 20% (Gummy) | Medium | Busbars, Electrical Contacts, Heat Sinks |
| C10100 (OFC) | >101% | 20% | Medium | Semiconductors, High-Vacuum, Particle Accelerators |
| C36000 (Free-Cutting Brass) | ~28% | 100% (Reference) | Good | Fittings, Valves, Precision Screw Machine Parts |
| C26000 (70/30 Brass) | ~28% | 30% | Medium-High | Ammunition Components, Fasteners, Decorative Hardware |
| C93200 (Bearing Bronze) | ~12% | 70% | High | Bearings, Bushings, Washers (SAE 660) |
| C95400 (Aluminum Bronze) | ~13% | 20% (Tough) | Very High | Heavy-duty Gears, Marine Hardware, Wear Plates |
Precision Copper & Brass CNC Machining Services | custom Copper Parts
Rapid Model offers custom copper alloy components. Services cover rapid prototyping and mass production. Expert processing techniques ensure optimal performance for critical applications. Global shipping is available with express options.

10+
Dedicated Machines
5-10 Day
Typical Lead Time
12hr
Expert Quoting
98%
Conductivity Retention
Dimensional Tolerance
±0.01mm
Achieved with specialized tooling for gummy materials and real-time thermal compensation.
Surface Finish
Ra ≤ 0.8μm
Critical for electrical contacts, RF shielding, and high-vacuum sealing surfaces.
Quality & Traceability
ISO 9001:2015
Full material certification (C10200, C36000, etc.) and 100% conductivity testing for critical parts.
Copper Machining Expertise
Precision Copper & Brass CNC Machining Capabilities
Specialized solutions for high-conductivity, thermal management, and complex corrosion-resistant copper components
Precision for Electrical Parts
Machining busbars, connectors, and terminals with strict tolerances to maintain >98% IACS conductivity.
- Low-Stress Machining
- Burr-Free Edges
Thermal Solution Machining
Producing complex heat sinks, cold plates, and spreaders with optimized fin geometry and flatness.
- High Aspect Ratio Fins
- Vacuum Brazing Ready
Prototype to Production
Fast-turn CNC prototyping for RF components, waveguides, and EDM electrodes in 2-5 days.
- DFM for Copper
- Material Grade Advice
High-Volume Copper Parts
Efficient production of brass fittings, plumbing components, and decorative hardware with consistent quality.
- Swiss Screw Machining
- Automated Deburring
Advanced Multi-Axis Machining
5-axis capabilities for complex, one-piece copper components like induction coils and nozzle blocks.
- Single Setup Efficiency
- Smooth Contour Finishes
Full Copper Alloy Range
- Alloy Property Matching
- Certified Mill Reports
Our Copper Work
CNC Machined Copper & Brass Parts Gallery
Explore our precision-machined copper alloy components and get your custom copper parts.

Valve copper parts

Copper screw parts

Various copper prototype parts

Valve copper alloy parts
Copper Alloy Selection Guide
Common materials used by Rapid Model for machining.
Six of the most widely used copper materials in CNC machining, selected for conductivity, machinability, strength, and wear resistance.
Materials
Material Guide for Custom Copper Parts
High Conductivity Copper
- C11000 (ETP / T2 Copper): Excellent electrical and thermal conductivity, widely used for electrodes and bus bars.
- C10100 (Oxygen-Free Copper): Ultra-high purity copper for vacuum, aerospace, and semiconductor components.
Free-Machining Brass
- C36000 (Free-Cutting Brass / H59): Best machinability, standard material for fittings, shafts, and fasteners.
- C26000 (Cartridge Brass / H70): Good strength and formability, suitable for thin-wall and decorative parts.
Bronze & High-Strength Alloys
- C93200 (Tin Bronze / SAE 660): Excellent wear resistance, commonly used for bushings and bearings.
- C95400 (Aluminum Bronze): High strength and corrosion resistance, ideal for marine and valve components.
Our Processes
Copper-Specific CNC Machining Processes
We employ specialized techniques and tooling to overcome the challenges of machining copper alloys, such as material gumminess and heat sensitivity, to deliver precision components with impeccable surface quality.
Precision Copper Milling
Specialized sharp, polished tooling and high-speed strategies to prevent material adhesion and achieve fine finishes on electrical and thermal components.
Sharp Tooling
Fine Finishes
Burr Control
CNC Turning of Brass & Copper
Expert turning of rods and bars into connectors, fittings, and shafts, with live tooling for cross-drilling and milling features.
Rod & Bar Stock
Live Tooling
Excellent Chip Break
Finishing & Plating
Post-machining services including polishing, plating (nickel, silver, gold, tin), passivation, and anti-tarnish treatments.
Plating
Polishing
Passivation
Industry Applications
Copper CNC Machining: Industry Challenges & Solutions
- Power Electronics
- Automotive (EV/Hybrid)
- Semiconductor
- Telecom & RF
Project Specs
- MaterialC11000 (ETP Copper)
- Key Spec>99% IACS Conductivity
- Tolerances±0.1mm on Slot Positions
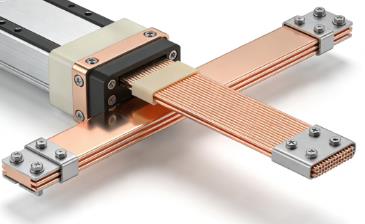
High-Current Inverter Busbar Assembly
The Technical Challenge
The primary challenge was maintaining extreme dimensional accuracy across a large, thin copper plate while preserving its maximum electrical conductivity. Any excessive heat input or work hardening during machining could degrade conductivity. Additionally, the long, narrow slots for power modules required absolute precision and burr-free edges to prevent short circuits.
Our Engineering Solution
We used a combination of sharp, polished carbide end mills and a high-speed, low-depth-of-cut milling strategy to minimize heat and work hardening. The part was fixtured using a custom vacuum plate to avoid clamping distortion. A final in-machine deburring pass with a specialized tool ensured all slot edges were smooth and safe. Post-machining conductivity testing confirmed >99% IACS retention.
>99% IACSConductivity
Burr-FreeSlot Edges
0.2mmFlatness
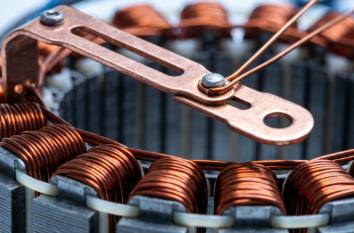
Project Specs
- MaterialPure Copper, Rectangular Bar
- GeometryComplex 3D Bent Form
- RequirementPrecision End Features
EV Motor Stator Hairpin (Pre-Form Machining)
The Technical Challenge
The raw copper hairpins are bent into complex 3D shapes after machining. The challenge was to machine the precise mating features (chamfers, slots, profiles) on the ends of the soft, rectangular copper bar before the bending process. The machined features had to be perfectly located so that after bending, all hairpins would align correctly in the stator stack.
Our Engineering Solution
We developed a dedicated multi-stage fixture that securely held the rectangular bar at the exact datum points used by the bending machine. Using synchronized 3+2 axis machining, we machined both ends in one setup, ensuring perfect symmetry and positional accuracy. Special attention was paid to tool geometry to prevent burrs that could interfere with the subsequent insulation process.
±0.03 mmLocation
MirrorSymmetry
ZeroBending Interference
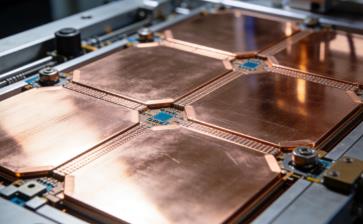
Project Specs
- MaterialC10100 (Oxygen-Free Copper)
- SurfaceSuper-Mirror Finish
- CleanlinessHigh-Vacuum Compatible
Semiconductor Wafer Handling Component
The Technical Challenge
The part required a surface finish of Ra < 0.05 μm (super-mirror) on large, flat areas, which is extremely difficult on soft, ductile copper as it easily scratches and shows tool marks. Furthermore, the part had to be completely free of oils, fingerprints, and embedded particles to prevent contamination in the high-vacuum semiconductor tool environment.
Our Engineering Solution
Machining was performed in a controlled clean area. We used single-crystal diamond turning tools on a ultra-precision lathe/mill to achieve the mirror finish directly from the machine, minimizing post-processing. The entire process used only high-purity, semi-aqueous coolants that were completely removed in a final multi-stage ultrasonic cleaning process with specialized solvents, followed by vacuum baking and class-100 cleanroom packaging.
Ra < 0.05μmFinish
Class 100Packaging
ZeroParticulate

Project Specs
- MaterialC36000 Brass, Nickel Plated
- FeaturesDeep, Small-Diameter Holes
- RequirementImpedance Control
High-Frequency RF Connector Body
The Technical Challenge
The part required extremely precise internal diameters and surface finishes to maintain a specific characteristic impedance (e.g., 50 ohms). Drilling deep, small-diameter holes in brass with a high length-to-diameter ratio risked tool deflection and poor surface finish. Any internal scratches or diameter variations would cause signal reflection and loss, degrading performance at GHz frequencies.
Our Engineering Solution
We used a combination of gun drilling for straightness in the deep holes, followed by precision boring and honing to achieve the final diameter and surface finish. The process was tightly controlled with in-process gauging. The internal surfaces were then micro-polished before nickel plating to ensure a flawless, low-loss conductive path. Impedance testing on sample parts verified performance.
50 Ω ±1Impedance
Ra 0.4 μmInternal Finish
< -30 dBReturn Loss
Material Properties Guide
Copper Alloy Comparison for CNC Machining
Compare key properties like conductivity, machinability, strength, and corrosion resistance to select the best copper alloy for your application.
- Performance Comparison
- Temper & Condition
- Surface & Plating
- Design for Copper
| Alloy | Common Tempers/Conditions | Yield Strength (MPa) Typical | Machining Advice |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 Hard), H04 (Hard) | 250-350 | High speeds, sharp tools. Use H04 for cleaner chip breaking. |
| C36000 | H02 (1/2 Hard) | 200-310 | Industry standard for machinability. Excellent surface finish. |
| C26000 | H02 (1/2 Hard), Annealed | 110-380 | Prone to stringy chips; requires chip breakers. Great for cold forming. |
| C93200 | As Cast / M07 | 125-170 | Contains lead for self-lubrication; machines very well. |
| C95400 | As Cast, Heat Treated (TQ50) | 300-500 | Very tough/abrasive. Requires carbide tooling and rigid setups. |
| Copper Alloy | Polishability | Nickel Plating | Silver/Gold Plating | Notes |
|---|---|---|---|---|
| C11000 / C10100 | Excellent | Excellent | Excellent | High purity allows for superior electroplating adhesion. |
| C36000 / C26000 | Excellent | Excellent | Excellent | Commonly used for decorative finishes. C26000 is more ductile. |
| C93200 (Bronze) | Good | Fair | Fair | Porous nature can affect plating; often used bare with oil. |
| C95400 (Al-Bronze) | Fair | Poor | Poor | Naturally forms a protective alumina layer; hard to plate. |
| Design Factor | General Guideline | High-Precision Guideline | Reasoning & Recommendation |
|---|---|---|---|
| Minimum Wall Thickness | 0.5 mm | 0.8 mm | Pure copper is soft; C95400 is tough but needs rigidity. |
| Internal Sharp Corners | R ≥ 0.5 mm | R ≥ 1.0 mm | Reduces burr formation in ductile alloys like C11000 and C26000. |
| Thread Depth | 1.5 x Dia | 2.5 x Dia | C36000 allows for easy tapping; C95400 requires heavy-duty taps. |
| Hole Tolerance | ±0.05 mm | H7 / G6 | Essential for C93200 bearing press-fits to ensure proper clearance. |
Material Selection Tip:
Choose C11000/C10100 for maximum electrical/thermal conductivity. For complex machined components where conductivity is secondary, C36000 Brass offers the lowest cost due to high-speed machining capabilities.
Wear Resistance:
C93200 is the go-to for standard bushings due to its anti-friction properties. For high-load, high-impact environments, C95400 Aluminum Bronze provides superior mechanical strength and corrosion resistance.
Manufacturing Note:
Pure coppers (C11000/C10100) are "gummy" during CNC milling; expect higher deburring costs compared to C36000.
Streamlined Process
Your Copper Parts, From Quote to Delivery
Our dedicated process for copper components ensures expert handling from initial design review through final inspection, guaranteeing parts that meet your precise electrical, thermal, and mechanical specifications.
01
Consultation & Quote
Share your CAD. We provide a detailed quote with alloy recommendations and DFM insights in hours.
02
Design Finalization
We collaborate to optimize the design for copper machining, focusing on manufacturability and function.
03
Precision Production
Your parts are machined by specialists using copper-optimized parameters and tooling.
04
Stringent Quality Check
Dimensional inspection, conductivity testing (if required), and surface finish verification.
05
Finishing & Shipment
Apply specified plating or finishes, then pack and ship with full documentation.
FAQ
Copper CNC Machining Questions Answered
-
What are the main benefits of CNC machining copper parts?
CNC machined copper parts offer unmatched electrical and thermal conductivity, excellent corrosion resistance, inherent antimicrobial properties, and good machinability for certain alloys like brass. They are essential for power distribution, heat management, RF components, and decorative applications.
-
Which copper alloy is easiest to machine?
C36000 (Free-Cutting Brass) is the industry standard for machinability, rated at 100%. It contains lead, which improves chip formation. For lead-free options with good machinability, consider C46400 (Naval Brass) or C48500 (Leaded Free-Machining Brass).
-
How do you prevent burrs when machining soft copper?
We use multiple strategies: sharp, polished tooling with specific geometries; high-speed, low-feed machining parameters; in-process deburring tools; and secondary processes like thermal energy method (TEM), vibratory finishing, or chemical deburring to achieve burr-free edges as specified.
-
Can you machine pure copper (C11000) to tight tolerances?
Yes. While pure copper is gummy, we achieve tight tolerances (±0.01mm is typical for critical features) using specialized sharp tooling, rigid setups, controlled coolants, and machining strategies that minimize heat and material pull. Harder tempers (like H04) are often easier to hold tolerance than annealed copper.
-
What surface finishes and platings are available for copper parts?
Finishes include polishing, brushing, and buffing. Plating options are extensive: nickel (for hardness and barrier), silver (highest conductivity), gold (corrosion resistance for contacts), tin (solderability), and passivation (clear anti-tarnish). We provide recommendations based on application.
-
Do you provide material certifications for copper alloys?
Yes. We supply full traceability and material test reports (MTRs/CofC) for all copper alloys, certifying composition, temper, and physical properties. For electrical grades, we can also provide conductivity test reports upon request.
-
What industries most commonly use CNC machined copper components?
Key industries include: Electrical & Power (busbars, connectors), Automotive & EV (battery components, hairpins), Telecommunications (RF connectors, waveguides), Semiconductor (chuck components, heaters), Plumbing & Marine (fittings, valves), and Aerospace (conductive components).
-
Is machining copper alloy more difficult than pure copper?
Yes, machining copper alloys is generally more challenging than pure copper. Copper alloys often have added elements that increase hardness and strength, making cutting and shaping more demanding.
-
What factors affect the machining difficulty of copper alloys?
The machining difficulty depends on factors such as:
Alloy composition: Higher alloying content increases hardness and toughness.
Material hardness: Harder alloys wear tools faster.
Thermal conductivity: Lower conductivity can cause heat buildup.
Ductility and toughness: These affect chip formation and tool wear.
Surface finish requirements: Tighter tolerances require more precise machining.
