20 Years of Titanium Experience
We machine titanium every day. Our team controls heat and tool wear to keep parts stable and accurate.
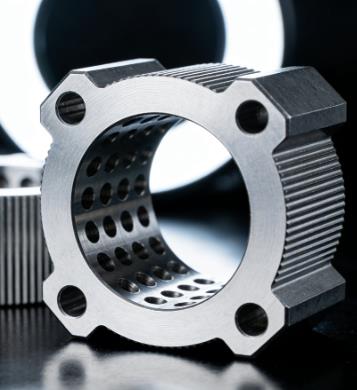
We provide precision CNC machining for titanium components. High accuracy, stable quality, and repeatable results for prototypes and production parts. Upload your drawing and receive a quotation within two working hours.
Titanium alloys generate high cutting heat and strong tool wear. Poor parameter control can cause chatter, surface tearing, and dimensional drift.
We use rigid fixturing, coated carbide tools, and controlled feed rates. Coolant flow and cutting paths are optimized to reduce heat and maintain tool life.
You receive titanium parts with clean surfaces and reliable tolerances. Suitable for aerospace brackets, medical fixtures, and structural components.
We machine Ti-6Al-4V and commercial pure titanium. Capable of thin walls, deep cavities, and multi-surface positioning in one setup.
CNC turning for shafts, pins, and threaded parts. We control roundness and surface finish for critical rotating and mating features.
Available bead blasting, polishing, anodizing, and passivation. Improve corrosion resistance and appearance without changing dimensions.
From single prototypes to batch production. Process planning is adjusted for stable quality and repeatable delivery.
We machine titanium parts for demanding industries. Controlled processes deliver strength, accuracy, and consistent surface quality.
Biocompatible materials with clean surfaces. Suitable for implants, surgical tools, and precision fixtures.
Wear-resistant parts for high-load environments. Stable performance under heat and corrosion conditions.
Dimensional stability for optical and semiconductor equipment. Controlled flatness and parallelism.
| Grade Classification | Mechanical Properties | Machining Characteristics | Typical Applications |
|---|---|---|---|
| Grade 2 (CP Titanium) | Excellent corrosion resistance. Moderate strength. High ductility. | Gummy behavior. Requires sharp tools. Low cutting speeds. | Chemical processing. Marine hardware. Heat exchangers. |
| Grade 5 (Ti-6Al-4V) | Superior strength-to-weight ratio. Heat treatable. High hardness. | Poor thermal conductivity. High cutting forces. Stable chips. | Aerospace structural parts. Turbine blades. High-performance racing. |
| Grade 23 (Ti-6Al-4V ELI) | Extra low interstitials. Enhanced toughness. High biocompatibility. | Similar to Grade 5. Requires precise coolant delivery. Tight tolerances. | Medical implants. Orthopedic screws. Surgical instruments. |
| Grade 7 (Ti-Pd Alloy) | Palladium enhanced. Maximum corrosion resistance in reducing acids. | High ductility. Rapid work hardening. Requires rigid setups. | Salt production. Pressure vessels. Specialized chemical valves. |
| Compliance Standards | ASTM B348 / F136 | AMS 4911 / 4928 | ISO 5832-3 |

Titanium alloys are essential for critical components due to their high strength-to-weight ratio. They are as strong as steel but 40% lighter. A natural oxide layer provides excellent corrosion resistance in seawater and chemicals. These alloys remain stable in extreme heat and sub-zero temperatures. In medical fields, titanium is biocompatible and safe for human implants. Although the material is difficult to machine, it ensures long-term reliability and safety.
Titanium alloys maintain excellent mechanical strength at high temperatures up to 500°C. Their low coefficient of thermal expansion minimizes dimensional changes during the CNC process. These properties ensure high precision and tight tolerances for critical components like engine blades. This thermal stability makes titanium ideal for demanding aerospace and industrial applications.


We machine titanium every day. Our team controls heat and tool wear to keep parts stable and accurate.
We use 5-axis machining centers for complex titanium parts. This reduces setups and improves precision.
Each batch is inspected by CMM and gauges. Key dimensions are recorded and fully traceable.
Our engineers review every drawing. We optimize radii, wall thickness, and tool paths to reduce risk.
We support prototypes, small batches, and long-term production. Delivery is stable and on time.
| Capability Factor | Grade 2 (Commercially Pure) | Grade 5 (Ti-6Al-4V) | Precision Tolerance | Surface Finish (Ra) | Max Dimensions | Axis Control |
|---|---|---|---|---|---|---|
| Milling & Turning | Excellent | High Strength | ± 0.01 mm | 0.8 μm | 800 x 600 mm | 3 / 4 / 5-Axis |
| Drilling & Tapping | Standard | Advanced | ± 0.02 mm | 1.6 μm | Depth 5xD | Rigid Tapping |
| Thin Wall Machining | 0.8 mm min | 0.5 mm min | ± 0.05 mm | 0.4 μm | Complex Geometry | High Speed |
| Thermal Stability | Stable | Superior | ± 0.005 mm | N/A | Up to 500°C | Precision Comp |
| Verified Standards | ISO 9001 | AS9100D | ISO 2768-f | ISO 4287 | Certified | SGS/TUV |
Project Focus: Strength, Weight Control, Stable Tolerances
5-Axis CNC Milling
Ti-6Al-4V
3,000 Units
The customer required a lightweight bracket for an aircraft interior system. The part had thin ribs, deep pockets, and several positional holes that had to remain within tight flatness limits after machining.
We selected low-feed carbide tools and applied step-down roughing to reduce cutting stress. Final finishing was completed in a single setup to keep all datum surfaces aligned.
Focus: Biocompatibility, Dimensional Control
Precision CNC Turning & Milling
Grade 2 Titanium
±0.02mm
The housing contained several coaxial bores used to guide surgical tools. Any deviation would affect smooth movement and sterilization performance.
We combined rough turning with finish boring in the same spindle cycle. Deburring was done by hand under magnification before final ultrasonic cleaning.
Focus: Rigidity, Wear Resistance
CNC Milling + Drilling
Ti-6Al-4V
120 Sets
The base plate supported heavy test components and required a stable reference surface with threaded holes positioned over a large area.
We rough-machined both sides first, then finished the working face in the final step. Threading was done with forming taps under controlled speed.
Focus: Heat Resistance, Sealing Accuracy
CNC Milling + Surface Grinding
Ground Sealing Face
Grade 5 Titanium
The flange had to seal reliably under high temperature cycles. Warping after machining would cause exhaust leakage during engine testing.
We applied staged machining with stress relief between operations. Final grinding was done after full cooling to lock in flatness.
Our streamlined and efficient workflow eliminates unnecessary time costs and enables your project to move forward quickly and smoothly.
Upload STP/DXF files for instant pricing and manufacturability analysis.
Our engineers refine the design for cost-efficiency and production speed.
Advanced equipment and process optimization.
CMM verification and ISO 9001 standardized inspection protocols.
Final surface finishing, assembly, and global logistical dispatch.
We ensure high consistency between the first article and batch production through process control, data management, and on-site expertise, rather than relying solely on final inspections.
First Article Inspection (FAI): Once the first piece is processed, we perform a full dimensional inspection to verify critical dimensions, tolerances, and surface finish. Mass production only begins after FAI approval.
In-Process Sampling: During mass production, we conduct periodic dimensional checks according to the production beat, focusing on critical features and geometric tolerances (GD&T).
Precision Instrumentation: We utilize calibrated calipers, micrometers, and CMMs (Coordinate Measuring Machines) to ensure all measurement data is reliable.
Material Uniformity: For batch orders, we unify the material source and can provide material certifications to ensure consistent performance across all units.
Yes. Depending on your requirements, we can provide the following material documentation:
Mill Test Certificate (MTC) / Material Certificate: Detailing the material grade, chemical composition, and mechanical properties.
Material Standards Compliance: Documentation showing adherence to ASTM, EN, JIS, or GB standards.
Batch Consistency Statements: Ensuring all parts in a large order originate from the same material lot.
Note: If your project requires third-party testing or specialized material certifications, please specify this before the quotation stage so we can confirm the lead time and costs.
Yes. We fully support NDA execution and treat customer intellectual property protection as a fundamental engineering principle.
Our specific measures include:
Support for unilateral or mutual NDAs
NDAs can be signed before drawing review or quotation.
Controlled access to technical data
Customer drawings are accessible only to project-related engineering personnel.
No outsourcing or public display
Parts are not used for marketing, sample displays, or third-party demonstrations.
No part retention or replication
Finished parts are not retained or reproduced without written customer authorization.
We understand that for engineering-driven customers, the design itself is the core asset.
We take full responsibility for our machining quality and maintain a transparent, actionable after-sales policy:
Immediate Response: Upon receiving feedback, we respond immediately. If the product is found to be non-conforming due to our error, we will provide a free remake or a full refund.
Corrective Action: We log the issue into our internal process records and perform a root-cause analysis to prevent the recurrence of the issue in future orders.
Solution-Oriented: Our goal is not to deflect responsibility, but to resolve the problem quickly to keep your project on schedule.
Surface Treatment:
If the treatment methods and requirements are clearly defined, they will be listed as a separate line item or integrated into the unit price.
If requirements are unconfirmed, these are not included by default to avoid misunderstandings later.
Logistics Costs:
We offer various Incoterms including EXW, FOB, CIF, and DDP based on your needs.
Shipping costs are typically listed separately to allow for easier cost comparison and accounting.
