| Aluminum Grade | Cost | Hardnes | Machinability | Corrosion Resistance | Aesthetic Finish |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Good (Easy to Extrude) | ★★★★★ | Excellent |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Fair (Gummy) | ★★★★★ | Moderate |
| 6061 | ★★★☆☆ | ★★★★☆ | Excellent (Stable) | ★★★☆☆ | Very Good |
| 2024 | ★★★★☆ | ★★★★★ | Good | ★★☆☆☆ | Moderate |
| 7075 | ★★★★★ | ★★★★★ | Outstanding (Precision) | ★★☆☆☆ | Good |
Precision Aluminum CNC Machining Services & Part Manufacturing
We provide custom aluminum alloy components, supporting everything from prototyping to mass production. With efficient and convenient global shipping, delivery can be completed in as fast as three days, ensuring results that meet your expectations.

100+
CNC Machines
3-7 Day
Typical Lead Time
24hr
Rapid Quoting
6k㎡
Factory Area.
Dimensional Tolerance
±0.005mm
Achieved through high-end Japanese/German machining centers and CMM verification.
Surface Roughness
Ra ≤ 0.8μm
Meets stringent requirements for optical components and high-end consumer electronics.
Quality Assurance
ISO 9001:2015
Rigorous 100% inspection protocols for critical features using automated OMM/CMM equipment.
Aluminum Machining Capabilities
Precision Aluminum CNC Machining Capabilities
High-precision, high-efficiency customized solutions for complex aluminum components
5-Axis Simultaneous Machining
Advanced multi-axis milling for complex geometries and organic shapes in a single setup.
- Integrated Complex Structures
- Superior Surface Finish
Advanced Surface Finishing
Full spectrum of post-processing including anodizing, bead blasting, and hard coating.
- Custom Color Matching
- Enhanced Wear Resistance
Rapid Prototyping
Swift 24-48 hour turnaround for functional prototypes to accelerate your R&D cycle.
- DFM Feedback Included
- Quick Iteration Support
High-Volume Production
Scalable manufacturing lines optimized for consistency and cost-efficiency in large batches.
- Automated Cell Machining
- Unit Cost Optimization
Tight Tolerance Control
Maintaining critical dimensions across large production runs with micron-level precision.
- Precision Boring & Reaming
- Stable Thermal Control
Material Versatility
Expertise in a wide range of alloys including 6061, 7075, 2024, and 5052 series.
- Aerospace Grade Alloys
- Certified Material Traceability
Sample Gallery
Custom CNC Machined Aluminum Parts
Explore our manufactured aluminum components, demonstrating our capability to deliver industry-compliant solutions across diverse sectors.
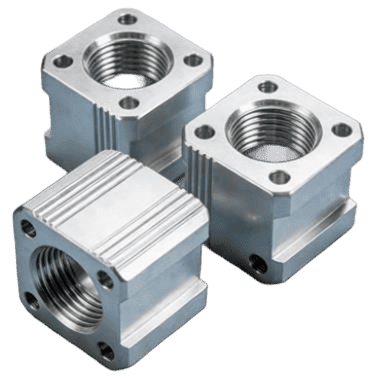
CNC Mmachined Aluminum Housing
Aluminum Mechanical Base

CNC Machined Aluminum Spur Gear
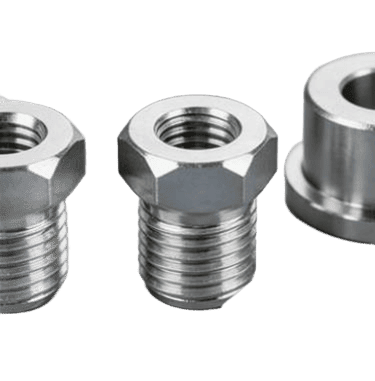
Aluminum Threaded Bolts
CNC Machined Aluminum Mounting Clocks
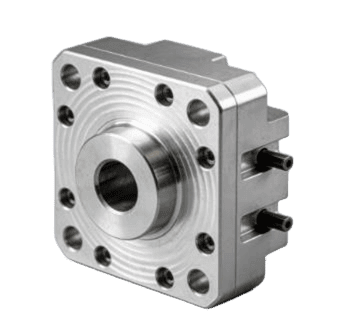
Aluminum Flange Component
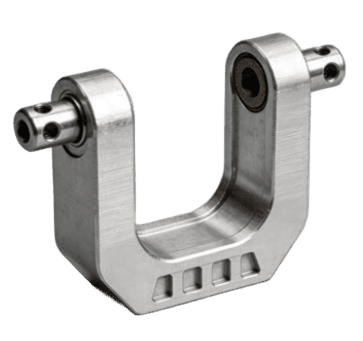
CNC Machined Aluminum Bracket

Aluminum Conical Component
Choosing the Right Aluminum Material
Aluminum Alloy Material Selection
Extensive inventory of premium industrial and structural aluminum alloys, precision-matched to your custom part specifications.
Materials
High-Performance Aluminum Alloys
High-Strength Aerospace Grades
- Aluminum 6061: Versatile structural standard.
- Aluminum 2024: High-fatigue aircraft skin.
- Aluminum 6063: Precision architectural profiles.
- Aluminum 7075: Ultimate static strength.
Corrosion-Resistant & Specialty
- Aluminum 2A12: Aviation-grade high hardness.
- Aluminum 5052: Salt-safe marine plate.
- Aluminum 7050: High-toughness thick sections.
Material Selection Guide
- Strength: 7075 & 2A12 offer the highest mechanical loads.
- Durability: 5052 is the benchmark for harsh environments.
- Machinability: 6061 / 6063
Our Facility
Advanced Aluminum CNC Machining Centers
Explore our state-of-the-art facility equipped to deliver high-standard CNC aluminum components for your most demanding projects.

Rapid Model CNC Machining Workshop

Years Experienced CNC Operator at Rapid Model

CNC Operator Operating the Control Panel

CNC Machining Center of Rapid Model

CNC Workshop of Rapid Model

CNC Workshop Workers

Rapid Model Precision 5-Axis Machining Center

Engineer Programming the Control Panel of Precision 5-Axis Machining Center
Available Processes
Optional CNC Aluminum Machining Processes
We provide high-precision CNC milling and turning services tailored for aluminum alloys. Our focus is on achieving dimensional stability, tight tolerances, and superior surface finishes for industrial components.
CNC Milling
Equipped for complex geometries, cavities, and surface features. Our 3, 4, and 5-axis machines handle everything from simple plates to intricate prismatic parts.
Tolerance: ±0.0004"
Max: 110" x 70" x 20"
Ra 3.2 μm Finish
CNC Turning
High-precision turning for rotational parts like shafts, bushings, and connectors. Live tooling allows for milling features in a single operation.
Dia: 0.1" - 30"
Live Tooling
High Concentricity
5-Axis CNC Machining
Simultaneous 5-axis movement for the most complex industrial geometries. Reduces setups, increases precision, and shortens production lead times.
Impellers & Valves
Single-Setup
Complex Contouring
Swiss Screw Machining
Specialized for small-diameter, long, and slender components. High-rigidity guide bushings ensure extreme accuracy for miniature parts.
Dia: 0.03" - 1.25"
±0.0002" Tolerance
Precision Inserts
Aluminum Alloy Selection
Expertise in machining common industrial grades. We ensure optimal tool selection based on the specific temper and machinability of the alloy.
6061 / 6063
7075-T6
5052 / 2024
Finishing & Inspection
Integrated post-processing and quality control. Every batch is verified using standardized metrology to ensure compliance with specifications.
Anodizing
CMM Verification
Bead Blasting
Material Selection Guide
Aluminum Alloy Material Properties Comparison
Compare key characteristics including hardness, machinability, corrosion resistance, and aesthetic finish to select the optimal material for your CNC project.
- Performance Comparison
- Temper Selection
- Surface Treatment
- Design Expertise
| Aluminum Grade | Common Tempers | Yield Strength (MPa) | Temper Selection Advice |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Top choice for aesthetic parts and heat sinks. T5 is the most common for extrusions requiring a superior surface finish. |
| 5052 | H32 / O | ~190 | Choose H32 for general enclosures; O-temper for deep drawing or complex bending. Best for marine and salt-water environments. |
| 6061 | T6 / T651 | ~270 | CNC preferred T651: Stress-relieved to ensure dimensional stability and minimize warping after cutting. The industry "workhorse." |
| 2024 | T3 / T4 | ~325 | T3 temper offers the best balance of high strength and fracture toughness for aerospace and high-fatigue structures. |
| 7075 | T6 / T651 | ~500 | T651 is mandatory for high-precision, complex parts to prevent distortion. Hardness is comparable to steel for weight-critical components. |
| Aluminum Grade | Clear Anodizing | Color Anodizing | Hard Anodizing (Type III) | Remarks |
|---|---|---|---|---|
| 6063 | Excellent | Excellent | Moderate | Provides the finest surface texture and most vibrant colors. |
| 6061 | Great | Great | Excellent | The most reliable choice for industrial parts; very consistent results. |
| 5052 | Good | Fair | Good | Colors may appear slightly dull or matte compared to 6xxx series. |
| 7075 | Poor (Patchy) | Poor | Excellent | High zinc content causes uneven color. Best suited for dark Hard Coat. |
| 2XXX Series | Not Recommended | Not Recommended | Fair | High copper content leads to poor oxidation and a "blackened" look. |
| Design Factor | Standard Specs | High-End Optimization | Engineering Recommendation |
|---|---|---|---|
| Wall Thickness | 0.8 mm | 0.5 mm (Precise) | Maintain an aspect ratio (Height:Width) below 10:1 to prevent vibration and ensure a mirror-like finish. |
| Cavity Depth | L:D Ratio 3:1 | L:D Ratio 5:1 (Limit) | Standard depth should be within 3x tool diameter. Depths over 6x require specialized long-neck tools and add cost. |
| Internal Corners | R ≥ 1.0 mm | R = (Depth / 6) + 0.5 mm | Design corners slightly larger than the tool radius (e.g., R3.2 for a 6mm cutter) to allow smooth feed rates and eliminate tool marks. |
| Blind Hole Threads | Depth = 1.5x Dia | Depth = 2.0x Dia (Max) | Ensure a drill clearance of 3-5 pitches at the bottom. Exceeding 2x diameter adds no strength but increases tap breakage risk. |
| Surface Roughness | Ra 3.2 μm | Ra 0.8 μm (Premium) | Standard high-quality finish is Ra 1.6 μm. Use Ra 0.8 μm only for critical sealing surfaces or premium optical components. |
| Precision Tolerances | ±0.05 mm | ±0.01 mm | Apply ±0.01mm only to critical functional dimensions (CTQ). Use ISO 2768-m (Medium) for non-mating features. |
| Edge Treatment | Sharp Edges | 0.1 - 0.3 mm Chamfer | Always add a small chamfer to sharp edges to improve anodizing coating consistency and prevent brittle chipping. |
Stress Relieving:
For high-strength materials such as 7075, thin and complex parts are prone to distortion after machining.
We recommend specifying the T651 temper, as it has undergone stress relief by stretching.
Weldability Warning:
2024 and 7075 are essentially non-weldable due to a high risk of cracking.
If welding is required, we recommend 5052 or 6061 instead.
Thermal Conductivity:
For heat-sink applications, we recommend 6063, as its thermal conductivity is better than 6061,
while 7075 has the poorest thermal conductivity among these alloys.
Technical Expertise
aluminum CNC machining skills: Challenges & Solutions
- Industrial Tools
- Automotive (EV)
- Robotics
- Communication
Project Specs
- MaterialAl 6061-T6 (Stress Relieved)
- Critical DimConcentricity & Perpendicularity
- Tolerances±0.01mm on Critical Bores
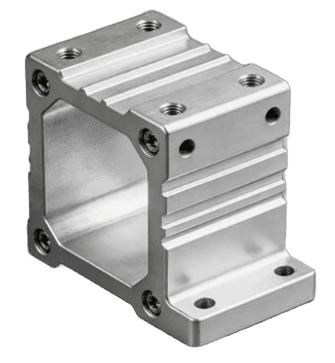
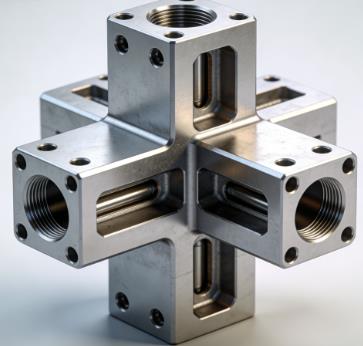
Pneumatic Valve Body Precision Milling
The Technical Challenge
The primary difficulty lay in the multi-directional deep-hole drilling and cross-cavity milling. In soft aluminum, long drill bits tend to drift, and high-speed milling in deep pockets often causes "chip recutting," which degrades the surface finish and leads to dimensional instability due to heat accumulation.
Our Engineering Solution
We utilized High-Pressure Through-Spindle Cooling (70 Bar) to force chips out of deep cavities instantly, preventing heat build-up. For the precision bores, we implemented a two-step process: initial roughing followed by a thermal stabilization rest period, then final finishing with PCD (Polycrystalline Diamond) reamers to ensure ±0.01mm concentricity across the entire 150mm length.
Ra 0.4 μmInternal Finish
0.01 mmConcentricity
99.8%Pass Rate

Project Specs
- MaterialAluminum 6063 (High Thermal)
- Size600mm x 450mm x 12mm
- RequirementWarp-free Flatness
EV Battery Thermal Management Plate
The Technical Challenge
Machining large, thin aluminum plates is notorious for material warping. As surface material is removed, internal residual stresses are released, causing the plate to "bow" or twist. Traditional clamping often masks the warp during machining, only for the part to spring out of tolerance once released.
Our Engineering Solution
We adopted a "Stress-Release Cycle" strategy. The plates were first rough-milled on both sides to release primary stresses. We then used a Vacuum Suction Fixture with controlled pressure to hold the part without mechanical distortion. Final finishing was performed using a "Fly-Cutter" with a high-feed rate to minimize tool-to-part contact time, effectively managing the heat-induced expansion.
< 0.05 mmFlatness
12%Weight Reduct.
OptimizedCycle Time

Project Specs
- MaterialAl 7075-T6 (Aviation Grade)
- GeometryUndercuts & Compound Angles
- PrecisionH7 Bearing Fits
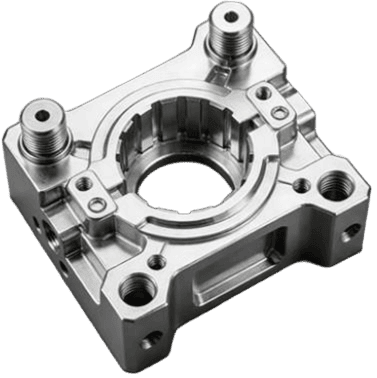
5-Axis Robotic Articulation Housing
The Technical Challenge
7075-T6 aluminum is highly abrasive compared to 6061, leading to rapid tool wear and fluctuating bore sizes. Additionally, the organic, non-prismatic shape required continuous 5-axis motion with zero "dwell marks" at the transition points between axes, as these would compromise the structural integrity under high torque.
Our Engineering Solution
We programmed the toolpaths using Simultaneous 5-Axis Trochoidal Milling to maintain a constant tool load. To ensure the H7 bore accuracy, we utilized an In-machine Infrared Probing System (Renishaw) to measure the bore after roughing and automatically adjust the tool offset for the final finish pass, compensating for any tool wear in real-time.
H7Bore Fit
ZeroSurface Steps
HighTorque Res.

Project Specs
- MaterialAl 5052-H32 (Sheet/Plate)
- RequirementIP67 Sealing & Conductive Finish
- FeatureEMI Gasket Grooves
Outdoor RF Signal Transceiver Enclosure
The Technical Challenge
Outdoor electronic enclosures require a perfect seal. The narrow gasket grooves (1.5mm wide) had to be machined with high consistency across a large surface area. Any burrs or roughness in the groove would compromise the IP67 waterproof rating. Furthermore, the surface needed to remain conductive for EMI shielding while resisting 300+ hours of salt spray.
Our Engineering Solution
We used specialized diamond-coated micro end mills to achieve a burr-free groove finish directly from the machine, eliminating manual deburring which could damage the edges. Post-machining, we applied a Yellow Chromate Conversion Coating (Alodine) which provides a salt-spray resistant barrier while maintaining the surface's electrical conductivity for grounding and RFI shielding.
IP67Rating
300+ hrsSalt Spray
Burr-FreeGrooves
Efficient Collaboration Process
Custom CNC Aluminum Parts Made Simple
Get your parts to market faster with our streamlined, high-efficiency production process. We handle the complexity so you can focus on scaling your brand.
01
Quote & DFM
Upload STP/DXF files for instant pricing and manufacturability analysis.
02
Design Optimization
Our engineers refine the design for cost-efficiency and production speed.
03
Precision Fabrication
Advanced Equipment & Expert Engineering.
04
Quality Validation
CMM verification and ISO 9001 standardized inspection protocols.
05
Finish & Delivery
Final surface finishing, assembly, and global logistical dispatch.
FAQ
Addressing Your Concerns
-
What surface finishes are available after aluminum CNC machining?
Available finishes include anodizing (clear, black, color), hard anodizing (Type III), bead blasting, brushing, powder coating, painting, and electroplating. Selection depends on corrosion resistance, wear resistance, appearance, and functional requirements.
-
Which industries use aluminum CNC machining?
Aluminum CNC machining is widely used in aerospace, medical devices, electronics, telecommunications, robotics, optical and laser systems, automotive, and new energy industries.
-
Does anodizing affect dimensional accuracy?
Yes. Anodizing adds an oxide layer typically 5–25 μm thick, with about 50% growing inward and 50% outward. Dimensional compensation or masking is applied to critical features to maintain tight tolerances.
-
Does aluminum CNC machining comply with ISO 2768 or ASME standards?
Yes. Aluminum CNC machining commonly follows ISO 2768-m/f for general tolerances and ASME Y14.5 for GD&T, unless otherwise specified on the drawing.
-
Which aluminum alloy is best for CNC machining?
6061 is the most commonly used alloy due to its excellent machinability and cost-performance. Other options include 7075 for high strength, 2024 for fatigue resistance, 5052 for corrosion resistance, and 6063 for better surface finish and thermal conductivity.
-
What aluminum machining services and milling solutions are available?
Services include 3-axis to 5-axis CNC milling, CNC turning, mill-turn machining, rapid prototyping, low-volume and batch production, DFM optimization, and surface finishing.
-
Can sheet metal fabrication be combined with aluminum CNC machining?
Yes. Sheet metal fabrication and aluminum CNC machining can be combined to produce complete assemblies such as enclosures, frames, and structural modules, improving consistency and reducing lead time.
