Principles and Processes of Wire Electrical Discharge Machining

Wire Electrical Discharge Machining, commonly known as Wire EDM or WEDM, is a high-precision process used to cut electrically conductive materials. Unlike milling or turning, Wire EDM does not rely on mechanical cutting force. It removes material through controlled electrical sparks generated between a thin moving wire and the workpiece. GF Machining Solutions describes Wire EDM as a process where an electrical spark is created between two conductive parts: the cutting wire and the material being removed.
This makes Wire EDM valuable for hard metals, thin features, sharp internal corners, and complex profiles that are difficult to machine with standard cutting tools. Makino notes that EDM is suitable for conductive materials of any hardness and is useful when conventional milling reaches its limits. For aerospace, medical devices, automotive, robotics, tooling, and industrial equipment, Wire EDM is often selected when accuracy, material hardness, and geometry matter more than high material removal speed.
At Rapid-Model, a precision manufacturing factory based in Shenzhen, China, Wire EDM is used together with CNC machining, CNC turning, CNC milling, grinding, sheet metal fabrication, 3D printing, and surface finishing to support prototype and low-volume production projects. Rapid-Model’s CNC machining service highlights tolerance capability down to ±0.005 mm and ISO 9001 quality management.
How Wire EDM Works
The basic principle of Wire EDM is spark erosion. A thin wire electrode, usually brass or coated brass, moves continuously along a programmed CNC path. The wire and workpiece are separated by a very small gap and flushed with dielectric fluid, usually deionized water. When voltage is applied, an electrical discharge occurs across the gap. The spark generates intense localized heat, melting or vaporizing a microscopic amount of material.
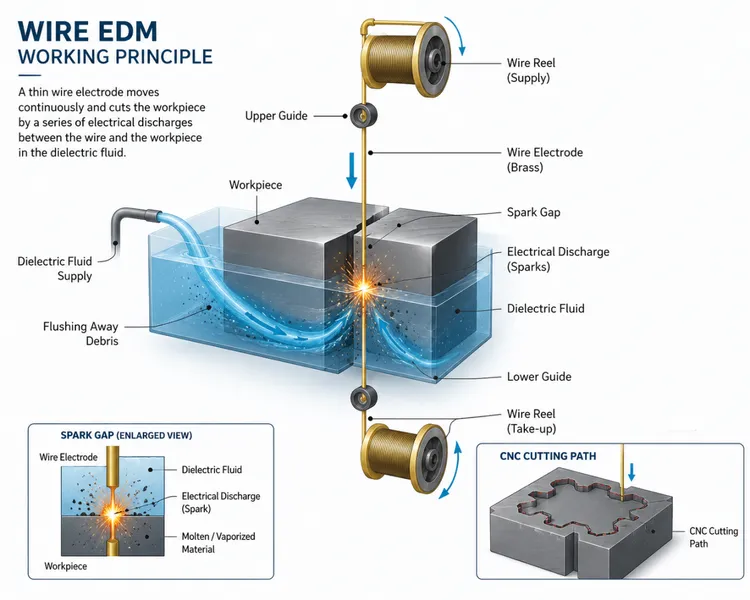
The wire never physically touches the part. After each discharge, the dielectric fluid cools the cutting area and flushes away eroded particles. This cycle repeats thousands of times per second, gradually creating the required shape. Because there is no direct cutting pressure, Wire EDM can produce delicate features with minimal mechanical stress or distortion.
Main Steps in the Wire EDM Process
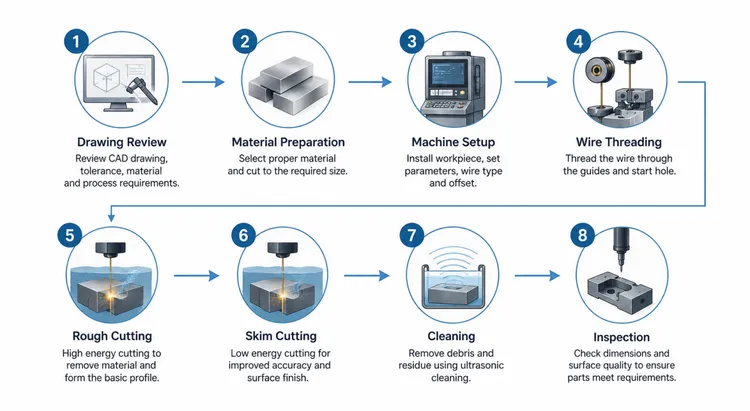
Design Review
Every Wire EDM project begins with a review of the drawing, CAD model, material, thickness, tolerance, surface finish, and functional requirements. Engineers confirm whether the part is suitable for EDM or whether CNC machining or grinding should be combined with it.
Wire EDM is ideal for through-cuts, narrow slots, precision profiles, hardened materials, and complex internal geometry. However, the material must be conductive, and internal profiles usually require a start hole for wire threading.
Machine Setup
The workpiece is fixed securely on the machine table. Although Wire EDM creates very little cutting force, stable clamping is still important for accuracy. The operator selects the wire type, wire diameter, dielectric condition, flushing pressure, cutting strategy, and discharge parameters.
The machine also applies wire offset compensation because the actual cutting path is wider than the wire diameter.
Cutting and Finishing
The first pass is normally a rough cut, which removes the main material and forms the basic profile. Rough cutting uses stronger discharge energy and faster feed rates, so it is efficient but may leave a rougher surface and a small heat-affected layer.
Stable flushing is critical because poor debris removal can reduce accuracy or cause wire breakage.
After rough cutting, one or more skim cuts improve dimensional accuracy and surface quality. Skim cuts remove only a small amount of material with lower discharge energy. They help reduce surface roughness, remove the recast layer, and bring the part closer to final tolerance.
After machining, parts are cleaned and inspected using micrometers, height gauges, CMM equipment, and surface roughness testers.
Advantages of Wire EDM
Wire EDM can cut hard conductive materials such as hardened tool steel, stainless steel, titanium alloys, carbide, copper alloys, and nickel alloys. This is useful when parts need to be heat-treated before final machining.
Because the process is non-contact, there is almost no mechanical cutting force. This helps protect thin walls, delicate features, and parts that may deform during conventional machining.
Wire EDM can also produce sharp internal corners, narrow slots, small radii, complex contours, and high-accuracy through-profiles. This makes it suitable for tooling, molds, fixtures, gauges, and precision production parts.
Limitations of Wire EDM
Wire EDM is powerful, but it is not always the most economical option. It only works on electrically conductive materials. Non-conductive plastics, ceramics, and composites cannot be machined by standard Wire EDM.
It is also generally slower than CNC milling for simple shapes in soft materials such as aluminum. If a part has simple geometry and does not require sharp internal profiles or extremely tight tolerances, CNC milling may be faster and more cost-effective.
Another limitation is geometry. Wire EDM is mainly used for through-cut features, not blind pockets or 3D cavities. If a part requires deep pockets, threads, large material removal, or complex freeform surfaces, CNC milling or sinker EDM may be more suitable.
Common Applications
Wire EDM is widely used for precision parts that require tight tolerances and complex profiles. Common applications include mold inserts, stamping dies, extrusion dies, gears, splines, keyways, medical components, aerospace parts, automotive components, inspection gauges, jigs, fixtures, and thin metal parts.

In many projects, Wire EDM and CNC machining work together. CNC milling may remove bulk material and create general features, while Wire EDM is used for critical profiles, sharp corners, and high-precision cuts.
This combined approach can improve accuracy, reduce risk, and control total manufacturing cost.
Why Work with Rapid-Model?
Rapid-Model provides one-stop manufacturing support for global customers, from prototyping to low-volume production. Our capabilities include CNC machining, Wire EDM, precision grinding, sheet metal fabrication, 3D printing, injection molding, die casting, surface finishing, and quality inspection.
For Wire EDM projects, our engineering team can review your drawings and recommend a practical process route based on material, tolerance, geometry, lead time, and cost.
Conclusion
Wire Electrical Discharge Machining is a precise, non-contact process that removes conductive material through controlled electrical spark erosion. It is especially valuable for hard materials, complex profiles, sharp internal features, and parts that cannot tolerate mechanical cutting stress.
When applied correctly, Wire EDM helps engineers produce reliable, high-quality components for demanding industrial applications. For projects involving hard metals, narrow slots, thin walls, or tight tolerances, Rapid-Model can help evaluate the right process and provide precision manufacturing support from engineering review to final delivery.