| Proces / Element | Specyfikacja techniczna |
|---|---|
| Maksymalny obszar cięcia laserowego | 4000 mm x 2000 mm (157 cali x 78 cali) |
| Możliwość gięcia na dowolną długość | Do 3200 mm (126 cali) - Prasa krawędziowa 150 ton |
| Grubość materiału (stal) | Laser: 0,5 mm – 25 mm; Tłoczenie: 0,5 mm – 6 mm |
| Grubość materiału (aluminium) | Laser: 0,5 mm – 16 mm; Gięcie: do 8 mm |
| Standardowa tolerancja wykonania | ±0,15 mm – ±0,3 mm (ISO 2768-m) |
| Precyzyjna tolerancja gięcia | ±0,2 mm / ±1° (w zależności od geometrii i grubości) |
| Tolerancja od otworu do krawędzi | ±0,1 mm możliwe do uzyskania w przypadku precyzyjnych profili laserowych |
| Możliwości spawania | Spawanie ręczne i robotyczne MIG/TIG, spawanie punktowe, spawanie laserowe |
| Opcje wykończenia powierzchni | Malowanie proszkowe, anodowanie, cynkowanie, śrutowanie, sitodruk |
| Integracja sprzętu | Wkładanie elementów złącznych PEM®, nitowanie, montaż Helicoil |
| Czas realizacji (standardowy) | Prototypowanie: 3–5 dni roboczych; Produkcja: 10–15 dni roboczych |
| Inspekcja i zgodność | Kontrola pierwszego artykułu (FAI), kontrola jakości w trakcie procesu, zgodność z dyrektywą RoHS i REACH |
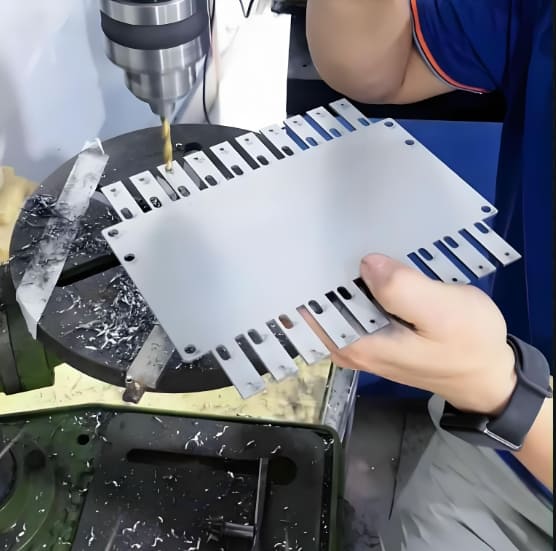
Usługi obróbki blachy na zamówienie
Oferujemy precyzyjną obróbkę blach, od szybkiego prototypowania po produkcję masową. Nasze zaawansowane urządzenia do cięcia laserowego, gięcia CNC i profesjonalne doświadczenie spawalnicze gwarantują, że każdy projekt spełnia najwyższe standardy jakości.
ISO 9001
Certyfikat jakości
5-10 dni
Typowy czas realizacji
Brak minimum
Ilość zamówienia (MOQ)
24 godziny
Szybkie wyceny
Główne możliwości produkcyjne
Kompleksowa obróbka blach
Od szybkiego prototypowania po produkcję wielkoseryjną, nasz zakład łączy zaawansowaną technologię laserową z precyzyjnym formowaniem, aby dostarczać kompleksowe rozwiązania w zakresie obróbki metalu.
Cięcie laserem światłowodowym
Szybkie cięcie bez zadziorów skomplikowanych geometrii różnych metali, w tym aluminium, stali nierdzewnej i stali węglowej.
Złożone profile
Wysoka dokładność wymiarowa
Minimalna strefa ciepła
Gięcie i formowanie CNC
Wieloosiowe prasy krawędziowe CNC zapewniają powtarzalne kąty i ścisłe tolerancje w przypadku wielogiętych elementów konstrukcyjnych.
Złożone przesunięcia
Spójność kątowa
Narzędzia niestandardowe
Tłoczenie metali
Zoptymalizowane pod kątem wydajności przy dużych wolumenach, zapewniające powtarzalne, wysoce wytrzymałe części dzięki precyzyjnym zestawom matryc i zautomatyzowanym prasom.
Progresywna praca wykrojnika
Głębokie tłoczenie
Produkcja masowa
Certyfikowany spawacz
Integralność strukturalna połączona z jakością estetyczną dzięki specjalistycznemu spawaniu MIG, TIG i punktowemu w przypadku różnorodnych montaży przemysłowych.
TIG / MIG / Spot
Ramy konstrukcyjne
Szlifowanie i polerowanie
Wykończenie powierzchni
Zwiększanie trwałości i estetyki poprzez kompleksowy zestaw wewnętrznych i zarządzanych procesów powlekania i obróbki.
Malowanie proszkowe
Anodowanie
Cynkowanie
Pasywacja
Szybkie prototypowanie
Przyspiesz cykl prac badawczo-rozwojowych dzięki szybkim próbkom, które pozwalają na sprawdzenie projektu, dopasowania i funkcjonalności przed zainwestowaniem w narzędzia robocze.
Opinie DFM
Kontrola pierwszego artykułu
Przebiegi o małej objętości
Wystawa Części Blachnych
Galeria części blaszanych
Dostarczamy wysokiej jakości części z blachy, wspierając wszystko, od funkcjonalnych prototypów po produkcję masową na dużą skalę.
Precyzyjne części CNC 1

Części precyzyjne CNC 2

Precyzyjne części CNC 3
Precyzyjne części CNC 4
Precyzyjne części CNC 5

Precyzyjne części CNC 6

Precyzyjne części CNC 7

Precyzyjne części CNC 8
Doskonałość w inżynierii materiałowej
Specjalistyczne materiały blacharskie
Dysponujemy szeroką gamą metali przemysłowych, zapewniających optymalną podatność na formowanie, spawalność i odporność na warunki środowiskowe dla konkretnych zastosowań.
Stal nierdzewna
Standard branżowy dla komponentów o wysokiej wytrzymałości i odporności na korozję. Idealny do środowisk higienicznych i wymagających obudów konstrukcyjnych.
- Oceny:304, 316L, 430 i 17-4 PH
- Wyjątkowa odporność na utlenianie w wysokich temperaturach
- Dostępne w wykończeniu szczotkowanym, lustrzanym lub 2B
Stopy aluminium
Zoptymalizowane pod kątem doskonałego stosunku wytrzymałości do masy. Nasza obróbka aluminium koncentruje się na precyzyjnym gięciu i rozwiązaniach w zakresie zarządzania temperaturą.
- Oceny:5052, 6061-T6 i 7075
- Doskonała przewodność cieplna i elektryczna
- Gotowe do anodowania dla przemysłu lotniczego i technologii konsumenckich
Stal węglowa i miękka
Wszechstronne i ekonomiczne rozwiązanie do stosowania w ciężkich przemysłowych ramach i rozwiązaniach montażowych, w których najważniejsza jest wysoka wytrzymałość na rozciąganie.
- Typy:Walcowane na zimno (CRS) i walcowane na gorąco (HRS)
- Doskonała spawalność i integralność strukturalna
- Idealny do malowanych proszkowo podwozi przemysłowych
Stal ocynkowana
Podłoża ocynkowane zaprojektowane z myślą o długotrwałej eksploatacji na zewnątrz i ochronie przed korozją galwaniczną, bez kosztów stali nierdzewnej.
- Typy:SECC, SGCC i ocynkowane z wyżarzaniem
- Właściwości samonaprawiające dla ściętych krawędzi
- Idealny do systemów HVAC i infrastruktury zewnętrznej
Miedź i mosiądz
Materiały niemagnetyczne i wysoce przewodzące do specjalistycznych zastosowań w ekranowaniu EMI/RFI i szynach zbiorczych.
- Oceny:C101, C110 i C260 (mosiądz nabojowy)
- Doskonałe właściwości sprężyste i ciągliwa forma
- Niezbędne dla obudów dystrybucji zasilania i RF
Zaawansowane stopy
Do zastosowań o znaczeniu krytycznym, wymagających ekstremalnej odporności na ciepło lub właściwości niekorozyjnych w środowiskach chemicznych.
- Roztwory tytanu (Gr 2/5) i Inconel
- Wysoka ciągliwość do tłoczenia głębokiego
- Kovar do zastosowań uszczelniających szkło-metal
Dane techniczne
Możliwości obróbki blachy
Nasz zakład jest wyposażony w urządzenia do precyzyjnego cięcia laserowego, formowania CNC i skomplikowanego montażu. Działa zgodnie z normami ISO 9001:2015, co gwarantuje integralność strukturalną i spójność wymiarową.
Rozwiązania z zakresu blachy przemysłowej
Prototyp do serii wielkoseryjnej
- Medycyna i nauki przyrodnicze
- Motoryzacja i pojazdy elektryczne
- Automatyka przemysłowa
- Centrum danych i ICT
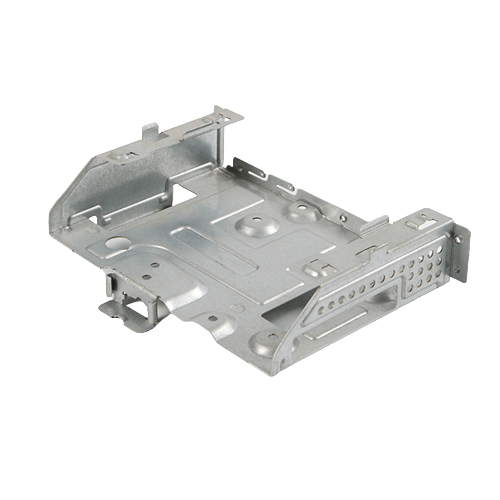
Sprzęt diagnostyczny i laboratoryjny
Obudowa automatycznego analizatora immunoenzymatycznego
Kluczowy wymóg: spoiny zapobiegające gromadzeniu się bakterii i odporność na działanie chemikaliów
TWORZYWO
Stal nierdzewna AISI 304 / 316L
SKOŃCZYĆ
#4 Szczotkowane / Elektropolerowane
ZGODNOŚĆ
ISO 13485 / FDA Klasa I Sanitarna
Wyzwanie inżynierskie
Klient potrzebował modułowej obudowy odpornej na agresywną sterylizację parą nadtlenku wodoru (VHP). Tradycyjne spoiny stwarzały ryzyko powstawania „mikrokieszeni” sprzyjających rozwojowi bakterii, a odkształcenia termiczne podczas spawania utrudniały optyczne ustawienie czujników wewnętrznych.
- Płynne przejścia między narożnikami i jednolity kierunek słojów.
- Krytyczna tolerancja płaskości < 0,4 mm na całej powierzchni montażowej.
- Eliminacja wszystkich ostrych krawędzi (polityka braku zadziorów) w celu zapewnienia bezpieczeństwa operatora.
Rozwiązanie produkcyjne
Wdrożyliśmy spawanie metodą TIG zrobotyzowane z wykorzystaniem specjalnie zaprojektowanego radiatora, aby zminimalizować strefę wpływu ciepła (HAZ). Zastosowano 3-etapowy proces mieszania po spawaniu, aby uzyskać monolityczny wygląd.
- DFM: Przejście z 12-częściowej konstrukcji spawanej na 4-częściową konstrukcję głęboko giętą.
- Pasywacja: Pasywacja kwasem cytrynowym zgodna z normą ASTM A967 zapewnia doskonałą odporność na korozję.
- Montaż: Precyzyjny montaż osprzętu samozaciskowego PEM® z automatyczną kontrolą momentu obrotowego.
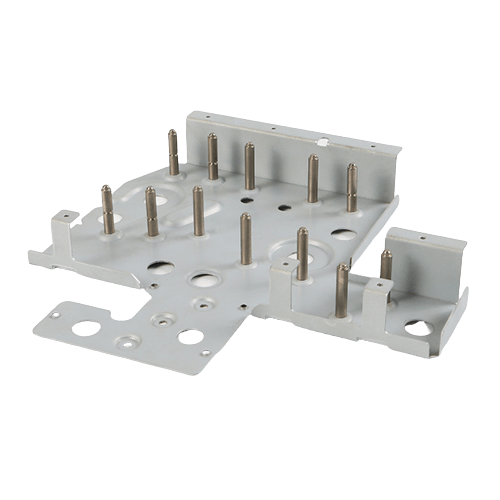
E-mobilność / Elektronika mocy
Lekka obudowa falownika EV
Skupienie: Kontrola sprężystości i powierzchnia o wysokiej przewodności
TWORZYWO
AL 5052-H32 Aluminium
PROCES
Wykrawanie NCT / Gięcie CNC / Spawanie CMT
OCENA
Wodoodporność IP67 / Ekranowanie EMI
Wyzwanie techniczne
Produkcja obudowy o wysokiej wytrzymałości i niskiej masie dla dostawców pojazdów elektrycznych Tier-1. Wysoki współczynnik sprężystości aluminium utrudniał osiągnięcie ścisłych tolerancji dla uszczelek IP67, a elementy wewnętrzne wymagały lokalnych obszarów przewodzących do uziemienia.
- Zachowanie równoległości kołnierzy w celu zapewnienia szczelnych uszczelnień układu chłodzenia cieczą.
- Złożone łuki wielopromieniowe bez pęknięć powierzchniowych.
- Stała ciągłość elektryczna na anodowanych powierzchniach.
Wykonanie techniczne
Wykorzystując prasy krawędziowe CNC z aktywnymi systemami monitorowania kąta (typu LVD/Amada), zneutralizowaliśmy sprężynowanie w czasie rzeczywistym. Zastosowaliśmy selektywną powłokę konwersyjną z chromianu trójwartościowego, aby spełnić wymagania środowiskowe i dotyczące przewodności.
- Obróbka: Specjalistyczne, niebrudzące matryce poliuretanowe pozwalające uniknąć śladów obróbki.
- Powierzchnia: Selektywne malowanie proszkowe z precyzyjnym maskowaniem dla zaczepów uziemiających.
- Jakość: Przeprowadzono test szczelności w warunkach próżniowych IP67 dla każdej seryjnej jednostki.
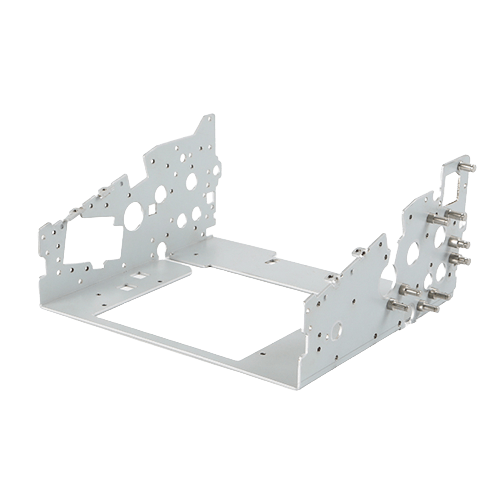
Dystrybucja energii / Inteligentna sieć
Modułowe systemy sterowania zewnętrznego NEMA 4X
Temat przewodni: Nośność konstrukcyjna i odporność na korozję C5-M
TWORZYWO
Stal ocynkowana (G90) / Stal o wysokiej wytrzymałości S355
PROCES
Wielkoformatowe lasery światłowodowe / uszczelki FIPG
STANDARDY
UL 508A / IP66 / NEMA 4X
Wyzwanie inżynierskie
Masowa produkcja wytrzymałych obudów do pracy w trudnych warunkach morskich. Szafy muszą wytrzymywać obciążenia statyczne przekraczające 600 kg, zachowując jednocześnie integralność strukturalną w przypadku drgań sejsmicznych i silnego wiatru.
- Wymagania dotyczące modułowych systemów szyn wewnętrznych z otworami co 25 mm.
- Jednolita grubość powłoki na ostrych krawędziach zapobiega przedwczesnemu powstawaniu rdzy.
- Automatyczne uszczelnianie zapewniające spójną ochronę IP dużej objętości.
Nasze rozwiązanie
Zastosowaliśmy konstrukcję ramy o profilu „9-Fold”, aby uzyskać maksymalny stosunek sztywności do masy. Zastosowaliśmy technologię pianki poliuretanowej FIPG (Formed-In-Place Gasket) w celu zapewnienia trwałego uszczelnienia środowiskowego.
- Wstępne leczenie: Wieloetapowe fosforanowanie cynkowe zapewniające doskonałą przyczepność farby.
- Spawalniczy: Spawanie impulsowe MIG zapewniające głęboką penetrację grubych ram konstrukcyjnych.
- Testowanie: 1000-godzinny test w mgle solnej, potwierdzony normą ASTM B117.

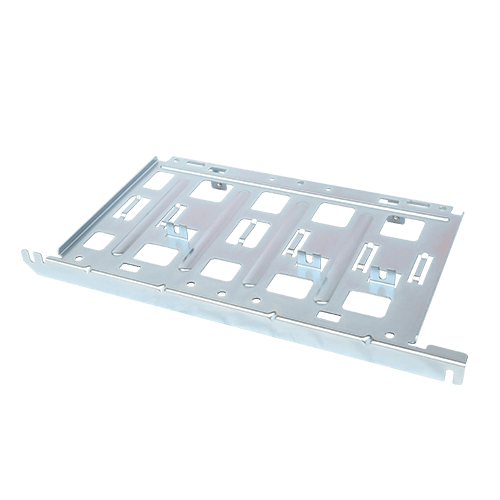
Infrastruktura informatyczna / obliczenia AI
Obudowa serwerowa GPU o wysokiej gęstości 4U
Skupienie: 70% przepływu powietrza w otwartej przestrzeni i ograniczenie EMI
TWORZYWO
SECC (ocynkowana) / stal wstępnie platerowana
PROCES
Szybkie NCT / Gwintowanie mostkowe / Sitodruk
CZAS REALIZACJI
5-dniowe szybkie prototypowanie
Wyzwanie techniczne
Węzły serwerowe AI wymagają ekstremalnej wentylacji. Wykrawanie otworów o dużej gęstości (ponad 65% powierzchni otwartej) wywołuje naprężenia wewnętrzne, powodując odkształcanie się paneli. Ponadto uszczelki EMI wymagają spójnych powierzchni styku i braku utleniania.
- Utrzymywanie pozycjonowania ±0,1 mm dla ponad 400 otworów złączy I/O.
- Wykrawanie bez odkształceń paneli SECC o grubości 1,2 mm z wzorami o dużej gęstości.
- Zapewnienie połączenia elektrycznego na wszystkich zdejmowanych panelach.
Inżynieria precyzyjna
Dzięki optymalizacji sekwencji wykrawania i wykorzystaniu aktywnych narzędzi poziomujących w naszych maszynach NCT, uzyskaliśmy idealnie płaskie panele. Zastosowaliśmy przewodzące cynkowanie i specjalistyczne maskownice w strefach uziemienia.
- Obróbka: Matryce klastrowe do szybkiego wykrawania kanałów wentylacyjnych.
- Weryfikacja: Testowanie 100% zgodności gniazd PCIe ze wskaźnikiem Go/No-Go.
- Estetyka: Drobnoziarnista, odporna na promieniowanie UV powłoka proszkowa z sitodrukiem o wysokiej rozdzielczości.
Zastosowania blachy w kluczowych branżach
Rozwiązania w zakresie precyzyjnej produkcji zaprojektowane tak, aby spełniać wymagania konstrukcyjne
i funkcjonalne wymagania światowych liderów przemysłowych.
Główne komponenty
- Stojaki i szafy serwerowe
- Uchwyty antenowe
- Skrzynki ekranujące sygnał
- Zewnętrzne stacje bazowe
Główne komponenty
- Panele skanera MRI/CT
- Ramy wózków chirurgicznych
- Instrumenty laboratoryjne
- Monitory montowane na ścianie

Główne komponenty
- Uchwyty śledzące słońce
- Obudowy falowników
- Części wewnętrzne turbiny wiatrowej
- Systemy magazynowania energii w bateriach

Główne komponenty
- Podwozie awioniki
- Wewnętrzne ramy konstrukcyjne
- Ekranowanie EMI
- Elementy zbiornika paliwa

Główne komponenty
- Konsole sterujące
- Części systemu przenośnikowego
- Osłony ramion robota
- Panele pneumatyczne

Główne komponenty
- Stacje ładowania pojazdów elektrycznych
- Tacki na baterie
- Osłony termiczne
- Wzmocnienia podwozia
Efektywny proces współpracy
Jak dostosować części z blachy
Nasz usprawniony i efektywny przepływ pracy eliminuje niepotrzebne koszty czasu i pozwala na szybką i płynną realizację Twojego projektu.
01
Cytat i DFM
Prześlij pliki STP/DXF w celu natychmiastowej analizy cen i możliwości produkcji.
02
Optymalizacja projektu
Nasi inżynierowie udoskonalają projekt pod kątem opłacalności i szybkości produkcji.
03
Precyzyjna produkcja
Zaawansowane cięcie laserowe CNC, gięcie i spawanie robotyczne.
04
Walidacja jakości
Weryfikacja CMM i protokoły kontroli zgodne z normą ISO 9001.
05
Wykończenie i dostawa
Ostateczne wykończenie powierzchni, montaż i globalna wysyłka logistyczna.



Źródło wysokiej jakości części z blachy
Jako profesjonalista Dostawca wyrobów z blachy Od 2009 roku z sukcesem uzyskaliśmy cztery certyfikaty ISO. Naszym celem jest dostarczanie naszym klientom wysokiej jakości, precyzyjnych elementów z blachy.
-
Sprzęt inspekcyjnyCMM (współrzędnościowa maszyna pomiarowa), system pomiaru konturu, cyfrowy wysokościomierz.
-
RaportyZobowiązujemy się do dostarczania Pełnego Raportu z Inspekcji (FAI) i Certyfikacji Materiałów (MTR).
-
CertyfikatyNasz zakład posiada certyfikaty ISO 9001, ISO 13485, ISO 14001 i IATF 16949.
-
Wsparcie DFM (projektowanie z myślą o możliwości produkcji)Jesteśmy czymś więcej niż producentem kontraktowym — jesteśmy Twoim partnerem inżynieryjnym.
Bezpłatna informacja zwrotna DFM na temat każdej wyceny. Pomagamy Państwu optymalizować projekty i redukować koszty.
Nasz obiekt
Zakład produkcji blach
Oferujemy profesjonalną, kompleksową obróbkę blachy, gwarantując terminową dostawę w ciągu 5–10 dni roboczych.

Precyzyjne części CNC 1

Części precyzyjne CNC 2

Precyzyjne części CNC 3

Precyzyjne części CNC 4
Często zadawane pytania
Rozwiązywanie Twoich obaw
-
Jak zapewnić spójną jakość w produkcji blach?
Stałą jakość w produkcji blach osiąga się dzięki kompleksowemu podejściu, które integruje proaktywną prewencję, kontrolę procesu w czasie rzeczywistym oraz pełną identyfikowalność. System ten jest zgodny z normami branżowymi, takimi jak IATF 16949 i AS9100D, i opiera się na pięciu kluczowych wymiarach: normach, sprzęcie, procesach, personelu i kontroli. Precyzyjne tolerancje wymiarowe i szczegółowa dokumentacja procesu są ustalane z góry, a jednocześnie egzekwowana jest ścisła kontrola jakości surowców. Cyfrowe parametry procesu są blokowane, aby zapobiec nieautoryzowanym zmianom, a krytyczne operacje są stale monitorowane. Szkolenia operatorów i zarządzanie środowiskiem 5S minimalizują błędy ludzkie. Precyzyjne narzędzia kontrolne, takie jak współrzędnościowe maszyny pomiarowe, w połączeniu z systemami MES (Manufacturing Execution Systems), zapewniają pełną przejrzystość i identyfikowalność procesu. Do ciągłej optymalizacji stosowana jest statystyczna kontrola procesu (SPC), utrzymująca odchylenia wymiarowe w granicach ±0,05 mm i wskaźnik defektów poniżej 1%, co w pełni spełnia rygorystyczne wymagania branżowe.
-
Czym jest obróbka blach?
Produkcja blach to proces obejmujący szereg operacji, takich jak wykrawanie (cięcie, cięcie laserowe itp.), formowanie (gięcie, tłoczenie), łączenie (spawanie, nitowanie, skręcanie) oraz obróbka powierzchni (powlekanie, galwanizacja, anodowanie). Umożliwia on przetwarzanie blach w różnorodne części lub gotowe produkty o określonych kształtach i funkcjach. Technologia ta, szeroko stosowana w elektronice, motoryzacji, maszynach i innych gałęziach przemysłu, charakteryzuje się elastycznością, wysoką wydajnością i opłacalnością.
-
Cięcie laserem światłowodowym a cięcie strumieniem wody i cięcie plazmowe: jak wybrać?
Cięcie laserem światłowodowym, cięcie strumieniem wody i cięcie plazmowe to trzy podstawowe metody cięcia stosowane w produkcji blach. Wybór odpowiedniego procesu zależy przede wszystkim od rodzaju materiału i grubości blachy: W przypadku cienkich blach preferowaną opcją jest cięcie laserem światłowodowym. Cięcie strumieniem wody jest odpowiednie dla materiałów specjalnych i grubszych blach. Cięcie plazmowe sprawdza się dobrze w przypadku blach o średniej grubości, gdzie wymagania dotyczące precyzji są niższe. Istotną rolę odgrywają również kwestie precyzji i odkształceń cieplnych: jeśli kluczowe są wąskie tolerancje i minimalne odkształcenia cieplne, należy wybrać cięcie laserem światłowodowym lub strumieniem wody. Jeśli akceptowalne są węższe tolerancje i pewne strefy wpływu ciepła, cięcie plazmowe jest realnym wyborem. Wreszcie, koszty i wielkość produkcji mają wpływ na decyzję: w przypadku dużych serii wymagających niskich kosztów, idealne jest cięcie laserem światłowodowym lub plazmą. W przypadku małych partii lub specjalistycznych części cięcie strumieniem wody oferuje elastyczność. Podsumowując, należy wziąć pod uwagę rodzaj materiału, grubość i precyzję jako główne kryteria, a następnie zoptymalizować je w oparciu o koszty i wielkość produkcji, aby uzyskać wydajne, dokładne i ekonomiczne rozwiązanie do cięcia.
-
Jaki jest typowy czas realizacji zamówienia na produkcję blachy?
Czas realizacji zamówienia różni się w zależności od złożoności produktu i wielkości zamówienia. Szybkie prototypy zazwyczaj dostarczane są w ciągu 1-3 dni, produkcja małych partii trwa zazwyczaj około 5-10 dni, natomiast terminy produkcji na dużą skalę są ustalane indywidualnie.
-
Co powstaje w procesie obróbki blachy?
Produkcja blachy obejmuje produkcję obudów, wsporników, paneli, podwozi, podzespołów samochodowych, części HVAC i części maszyn przemysłowych.
-
Jakiego rodzaju niestandardowe projekty z zakresu blachy możesz podjąć się?
Realizujemy szeroki zakres niestandardowych projektów z zakresu obróbki blach, w tym między innymi obudowy urządzeń elektronicznych, panele sterowania, części samochodowe, obudowy urządzeń przemysłowych, komponenty HVAC oraz elementy metalowe dla architektury. Nasze usługi są skierowane do różnych branż, zapewniając rozwiązania dostosowane do indywidualnych potrzeb projektowych i funkcjonalnych.
-
Jak wygląda typowy proces po złożeniu zamówienia na produkcję blachy na zamówienie?
Po złożeniu zamówienia, typowy proces obejmuje: przegląd i zatwierdzenie projektu → zaopatrzenie w materiały → cięcie i wykrawanie → formowanie (gięcie, tłoczenie) → łączenie (spawanie, nitowanie, skręcanie) → obróbkę powierzchni (powlekanie, galwanizacja, anodowanie) → kontrolę jakości → pakowanie i dostawę. Utrzymujemy ścisły kontakt z klientami, aby zapewnić dotrzymanie specyfikacji i terminów.
-
Czy druk 3D zastąpi małoseryjną produkcję blachy?
Chociaż druk 3D doskonale sprawdza się w produkcji złożonych prototypów i części o skomplikowanej geometrii, produkcja z blachy pozostaje bardziej opłacalna i skuteczniejsza w przypadku wielu potrzeb produkcji małoseryjnej. Dlatego jest mało prawdopodobne, aby druk 3D całkowicie zastąpił produkcję z blachy małoseryjnej w najbliższej przyszłości.
-
Czy oferujecie usługi obróbki powierzchni i powlekania części blaszanych?
Tak, oferujemy szeroki zakres usług obróbki powierzchni i powlekania, w tym malowanie proszkowe, malowanie cieczowe, galwanizację, anodowanie i pasywację. Zabiegi te zwiększają odporność na korozję, trwałość i walory estetyczne elementów blaszanych.
