| Stop miedzi | Przewodność (% IACS) | Ocena obrabialności | Typowa siła | Główne zastosowania |
|---|---|---|---|---|
| C11000 (miedź ETP) | >100% | 20% (żelki) | Średni | Szyny zbiorcze, styki elektryczne, radiatory |
| C10100 (OFC) | >101% | 20% | Średni | Półprzewodniki, wysoka próżnia, akceleratory cząstek |
| C36000 (mosiądz automatowy) | ~28% | 100% (odniesienie) | Dobry | Złączki, zawory, precyzyjne części do maszyn śrubowych |
| C26000 (mosiądz 70/30) | ~28% | 30% | Średnio-wysoki | Komponenty amunicji, elementy złączne, okucia dekoracyjne |
| C93200 (Brąz łożyskowy) | ~12% | 70% | Wysoki | Łożyska, tuleje, podkładki (SAE 660) |
| C95400 (brąz aluminiowy) | ~13% | 20% (Twardy) | Bardzo wysoki | Przekładnie o dużej wytrzymałości, osprzęt morski, płyty cierne |
Usługi precyzyjnej obróbki CNC miedzi i mosiądzu | niestandardowe części miedziane
Rapid Model oferuje niestandardowe komponenty ze stopów miedzi. Usługi obejmują szybkie prototypowanie i produkcję masową. Zaawansowane techniki przetwarzania zapewniają optymalną wydajność w krytycznych zastosowaniach. Dostępna jest wysyłka na cały świat z opcją ekspresową.

10+
Maszyny dedykowane
5-10 dni
Typowy czas realizacji
12 godzin
Cytaty ekspertów
98%
Retencja przewodnictwa
Tolerancja wymiarowa
±0,01 mm
Efekt uzyskano dzięki zastosowaniu specjalistycznych narzędzi przeznaczonych do materiałów gumowatych oraz kompensacji termicznej w czasie rzeczywistym.
Wykończenie powierzchni
Ra ≤ 0,8μm
Istotne dla styków elektrycznych, ekranowania częstotliwości radiowych i powierzchni uszczelniających w warunkach wysokiej próżni.
Jakość i identyfikowalność
ISO 9001:2015
Pełna certyfikacja materiałów (C10200, C36000 itp.) i 100% badanie przewodności dla części krytycznych.
Ekspertyza w zakresie obróbki miedzi
Możliwości precyzyjnej obróbki CNC miedzi i mosiądzu
Specjalistyczne rozwiązania dla komponentów miedzianych o wysokiej przewodności, zarządzaniu ciepłem i złożonych elementach odpornych na korozję
Precyzja dla części elektrycznych
Obróbka szyn zbiorczych, złączy i zacisków z zachowaniem ścisłych tolerancji w celu utrzymania przewodności IACS na poziomie >98%.
- Obróbka niskonaprężeniowa
- Krawędzie bez zadziorów
Obróbka cieplna
Produkcja skomplikowanych radiatorów, płyt chłodzących i rozpraszaczy o zoptymalizowanej geometrii żeber i płaskości.
- Płetwy o wysokim współczynniku kształtu
- Gotowy do lutowania próżniowego
Od prototypu do produkcji
Szybkie prototypowanie CNC komponentów RF, falowodów i elektrod EDM w ciągu 2–5 dni.
- DFM dla miedzi
- Porady dotyczące gatunku materiału
Części miedziane o dużej objętości
Wydajna produkcja armatury mosiężnej, elementów instalacyjnych i okuć dekoracyjnych o stałej jakości.
- Obróbka śrub szwajcarskich
- Automatyczne gratowanie
Zaawansowana obróbka wieloosiowa
Możliwości obróbki 5-osiowej w przypadku złożonych, jednoczęściowych komponentów miedzianych, takich jak cewki indukcyjne i bloki dysz.
- Wydajność pojedynczej konfiguracji
- Gładkie wykończenia konturowe
Pełna gama stopów miedzi
- Dopasowanie właściwości stopu
- Certyfikowane raporty młynowe
Nasza praca z miedzią
Galeria części miedzianych i mosiężnych obrabianych CNC
Poznaj naszą ofertę precyzyjnie obrobionych komponentów ze stopów miedzi i zamów niestandardowe części miedziane.

Części miedziane zaworów

Części śrub miedzianych

Różne części prototypowe z miedzi

Części zaworów ze stopu miedzi
Przewodnik po wyborze stopów miedzi
Materiały powszechnie stosowane przez Rapid Model do obróbki.
Sześć najczęściej stosowanych materiałów miedzianych w obróbce CNC, wybranych ze względu na przewodność, obrabialność, wytrzymałość i odporność na zużycie.
Przybory
Przewodnik po materiałach dla niestandardowych części miedzianych
Miedź o wysokiej przewodności
- C11000 (ETP / T2 Miedź): Doskonała przewodność elektryczna i cieplna, szeroko stosowana do elektrod i szyn zbiorczych.
- C10100 (Miedź beztlenowa): Miedź o bardzo wysokiej czystości do zastosowań w próżni, lotnictwie i półprzewodnikach.
Mosiądz obrabiany na zimno
- C36000 (mosiądz automatowy / H59): Najlepsza obrabialność, standardowy materiał na okucia, wałki i elementy złączne.
- C26000 (Mosiądz wkładkowy / H70): Dobra wytrzymałość i podatność na formowanie, nadaje się do produkcji elementów cienkościennych i dekoracyjnych.
Brąz i stopy o wysokiej wytrzymałości
- C93200 (Brąz cynowy / SAE 660): Doskonała odporność na zużycie, powszechnie stosowana w tulejach i łożyskach.
- C95400 (brąz aluminiowy): Wysoka wytrzymałość i odporność na korozję, idealne do stosowania w elementach morskich i zaworach.
Nasze procesy
Procesy obróbki CNC specyficzne dla miedzi
Stosujemy specjalistyczne techniki i narzędzia, aby sprostać wyzwaniom związanym z obróbką stopów miedzi, takim jak gumowatość materiału i wrażliwość na ciepło, dostarczając precyzyjne komponenty o nieskazitelnej jakości powierzchni.
Precyzyjne frezowanie miedzi
Specjalistyczne, ostre i polerowane narzędzia oraz strategie dużej prędkości zapobiegają przywieraniu materiałów i pozwalają uzyskać doskonałe wykończenie podzespołów elektrycznych i termicznych.
Ostre narzędzia
Wykończenia wysokiej jakości
Kontrola zadziorów
Toczenie CNC mosiądzu i miedzi
Eksperckie toczenie prętów i kształtek w złącza, kształtki i wały, z wykorzystaniem narzędzi obrotowych do wiercenia poprzecznego i frezowania.
Pręty i pręty magazynowe
Narzędzia na żywo
Doskonały łamanie wiórów
Wykańczanie i powlekanie
Usługi obróbki końcowej obejmujące polerowanie, galwanizację (niklowanie, srebrzenie, złocenie, cyna), pasywację i obróbkę antykorozyjną.
Platerowanie
Polerowanie
Pasywacja
Zastosowania przemysłowe
Obróbka CNC miedzi: wyzwania i rozwiązania branżowe
- Elektronika mocy
- Motoryzacja (EV/Hybryda)
- Półprzewodnik
- Telekomunikacja i RF
Specyfikacja projektu
- TworzywoC11000 (miedź ETP)
- Kluczowa specyfikacja>99% przewodności IACS
- Tolerancje±0,1 mm w pozycjach gniazd
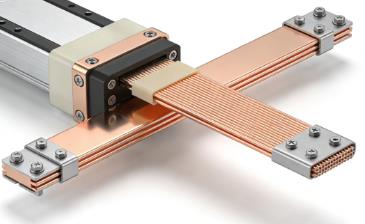
Zespół szyn zbiorczych falownika wysokoprądowego
Wyzwanie techniczne
Głównym wyzwaniem było zachowanie ekstremalnej dokładności wymiarowej na dużej, cienkiej płytce miedzianej przy jednoczesnym zachowaniu jej maksymalnej przewodności elektrycznej. Nadmierne nagrzewanie lub utwardzanie podczas obróbki mogło obniżyć przewodność. Ponadto, długie, wąskie szczeliny na moduły zasilania wymagały absolutnej precyzji i krawędzi bez zadziorów, aby zapobiec zwarciom.
Nasze rozwiązanie inżynieryjne
Zastosowaliśmy kombinację ostrych, polerowanych frezów węglikowych oraz strategię frezowania z dużą prędkością i małą głębokością skrawania, aby zminimalizować utwardzanie cieplne i zgniot. Element został zamocowany za pomocą specjalnej płyty próżniowej, aby uniknąć odkształceń mocowania. Końcowe gratowanie w maszynie za pomocą specjalistycznego narzędzia zapewniło gładkość i bezpieczeństwo wszystkich krawędzi rowków. Badania przewodności po obróbce potwierdziły utrzymanie IACS na poziomie >99%.
>99% IACSPrzewodność
Bez zadziorówKrawędzie szczelinowe
0,2 mmPłaskość
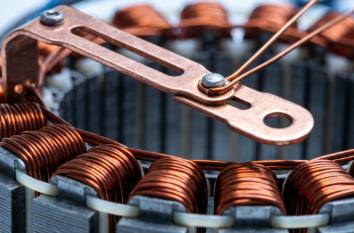
Specyfikacja projektu
- TworzywoCzysta miedź, pręt prostokątny
- GeometriaZłożona forma gięta 3D
- WymógPrecyzyjne cechy końcowe
Spinka do włosów stojana silnika elektrycznego (obróbka wstępna)
Wyzwanie techniczne
Surowe miedziane spinki do włosów są po obróbce mechanicznej gięte w złożone kształty 3D. Wyzwaniem było precyzyjne wykonanie połączeń (faz, rowków, profili) na końcach miękkiego, prostokątnego pręta miedzianego. zanim Proces gięcia. Obrobione elementy musiały być idealnie rozmieszczone, aby po gięciu wszystkie czopy sterownicze były prawidłowo ustawione w stosie stojana.
Nasze rozwiązanie inżynieryjne
Opracowaliśmy dedykowany, wieloetapowy uchwyt, który pewnie utrzymywał pręt prostokątny dokładnie w punktach odniesienia wykorzystywanych przez giętarkę. Dzięki zsynchronizowanej obróbce 3+2 osi, obrobiliśmy oba końce w jednym ustawieniu, zapewniając idealną symetrię i dokładność pozycjonowania. Szczególną uwagę zwrócono na geometrię narzędzia, aby zapobiec powstawaniu zadziorów, które mogłyby zakłócić późniejszy proces izolacji.
±0,03 mmLokalizacja
LustroSymetria
ZeroZakłócenie zginania
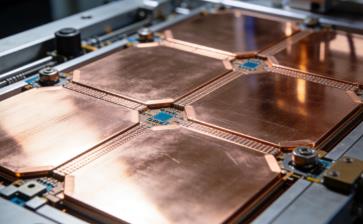
Specyfikacja projektu
- TworzywoC10100 (Miedź beztlenowa)
- PowierzchniaSuper-lustrzane wykończenie
- CzystośćKompatybilny z wysokim podciśnieniem
Komponent do obsługi płytek półprzewodnikowych
Wyzwanie techniczne
Część wymagała wykończenia powierzchni Ra < 0,05 μm (superlustro) na dużych, płaskich powierzchniach, co jest niezwykle trudne w przypadku miękkiej, ciągliwej miedzi, która łatwo ulega zarysowaniu i pozostawia ślady po narzędziach. Ponadto część musiała być całkowicie wolna od olejów, odcisków palców i osadzonych cząstek, aby zapobiec zanieczyszczeniu w środowisku narzędzi półprzewodnikowych o wysokiej próżni.
Nasze rozwiązanie inżynieryjne
Obróbka skrawaniem odbywała się w kontrolowanej, czystej strefie. Użyliśmy diamentowych narzędzi tokarskich z monokryształem na ultraprecyzyjnej tokarce/frezarce, aby uzyskać lustrzane wykończenie bezpośrednio po obróbce, minimalizując obróbkę końcową. W całym procesie stosowano wyłącznie wysokiej czystości, półwodne chłodziwa, które zostały całkowicie usunięte w końcowym, wieloetapowym procesie czyszczenia ultradźwiękowego z użyciem specjalistycznych rozpuszczalników, a następnie poddano je wypalaniu próżniowemu i pakowaniu w pomieszczeniu czystym klasy 100.
Ra < 0,05μmSkończyć
Klasa 100Opakowanie
ZeroCząsteczki

Specyfikacja projektu
- TworzywoMosiądz C36000, niklowany
- CechyGłębokie otwory o małej średnicy
- WymógKontrola impedancji
Korpus złącza RF wysokiej częstotliwości
Wyzwanie techniczne
Część wymagała niezwykle precyzyjnych średnic wewnętrznych i wykończenia powierzchni, aby zachować określoną impedancję charakterystyczną (np. 50 omów). Wiercenie głębokich otworów o małej średnicy w mosiądzu, charakteryzujących się wysokim stosunkiem długości do średnicy, wiązało się z ryzykiem ugięcia narzędzia i pogorszenia jakości powierzchni. Wszelkie wewnętrzne zarysowania lub zmiany średnicy powodowałyby odbicie i utratę sygnału, co pogarszałoby wydajność w paśmie GHz.
Nasze rozwiązanie inżynieryjne
Zastosowaliśmy kombinację wiercenia lufowego w celu uzyskania prostoliniowości w głębokich otworach, a następnie precyzyjnego rozwiercania i honowania w celu uzyskania ostatecznej średnicy i wykończenia powierzchni. Proces był ściśle kontrolowany za pomocą pomiarów w trakcie procesu. Powierzchnie wewnętrzne zostały następnie mikropolerowane przed niklowaniem, aby zapewnić idealną ścieżkę przewodzącą o niskich stratach. Testy impedancji na próbkach potwierdziły wydajność.
50Ω ±1Impedancja
Ra 0,4 μmWykończenie wewnętrzne
< -30 dBStrata powrotu
Przewodnik po właściwościach materiałów
Porównanie stopów miedzi do obróbki CNC
Porównaj kluczowe właściwości, takie jak przewodność, obrabialność, wytrzymałość i odporność na korozję, aby wybrać najlepszy stop miedzi do swojego zastosowania.
- Porównanie wydajności
- Temperament i kondycja
- Powierzchnia i powlekanie
- Projektowanie dla miedzi
| Stop | Typowe temperamenty/warunki | Wytrzymałość na rozciąganie (MPa) Typowa | Porady dotyczące obróbki skrawaniem |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 twardy), H04 (twardy) | 250-350 | Duże prędkości, ostre narzędzia. Użyj H04, aby uzyskać czystsze łamanie wiórów. |
| C36000 | H02 (1/2 Twardy) | 200-310 | Standard branżowy w zakresie obrabialności. Doskonałe wykończenie powierzchni. |
| C26000 | H02 (1/2 twardy), wyżarzany | 110-380 | Skłonny do tworzenia wiórów ciągnących się; wymaga łamaczy wiórów. Doskonały do obróbki plastycznej na zimno. |
| C93200 | Jak obsada / M07 | 125-170 | Zawiera ołów, co zapewnia samosmarowanie; bardzo dobrze sprawdza się w maszynach. |
| C95400 | Odlew, obróbka cieplna (TQ50) | 300-500 | Bardzo wytrzymałe/ścierne. Wymaga narzędzi węglikowych i sztywnego mocowania. |
| Stop miedzi | Polerowalność | Niklowanie | Srebrzenie/Złocenie | Notatki |
|---|---|---|---|---|
| C11000 / C10100 | Doskonały | Doskonały | Doskonały | Wysoka czystość zapewnia doskonałą przyczepność galwaniczną. |
| C36000 / C26000 | Doskonały | Doskonały | Doskonały | Zwykle stosowany do wykończeń dekoracyjnych. C26000 jest bardziej ciągliwy. |
| C93200 (Brąz) | Dobry | Sprawiedliwy | Sprawiedliwy | Porowata natura może mieć wpływ na powłokę galwaniczną; często stosuje się powłoki bez powłoki, z dodatkiem oleju. |
| C95400 (brąz aluminiowy) | Sprawiedliwy | Słaby | Słaby | Tworzy naturalną warstwę ochronną tlenku glinu, trudną do powlekania. |
| Współczynnik projektowy | Ogólne wytyczne | Wytyczne o wysokiej precyzji | Rozumowanie i rekomendacja |
|---|---|---|---|
| Minimalna grubość ścianki | 0,5 mm | 0,8 mm | Czysta miedź jest miękka, natomiast C95400 jest wytrzymała, ale wymaga sztywności. |
| Wewnętrzne ostre narożniki | R ≥ 0,5 mm | R ≥ 1,0 mm | Zmniejsza powstawanie zadziorów w stopach ciągliwych, takich jak C11000 i C26000. |
| Głębokość gwintu | 1,5 x dziennie | 2,5 x dziennie | C36000 umożliwia łatwe gwintowanie; C95400 wymaga gwintowników o dużej wytrzymałości. |
| Tolerancja otworu | ±0,05 mm | H7 / G6 | Niezbędne do wciskania łożysk C93200 w celu zapewnienia prawidłowego luzu. |
Wskazówka dotycząca wyboru materiałów:
Wybierać C11000/C10100 dla maksymalnej przewodności elektrycznej/cieplnej. W przypadku złożonych elementów obrabianych mechanicznie, gdzie przewodność ma znaczenie drugorzędne, Mosiądz C36000 oferuje najniższy koszt dzięki możliwości obróbki z dużą prędkością.
Odporność na zużycie:
C93200 jest najlepszym wyborem dla standardowych tulei ze względu na swoje właściwości przeciwcierne. W środowiskach o dużym obciążeniu i dużej udarności, C95400 Brąz aluminiowy zapewnia doskonałą wytrzymałość mechaniczną i odporność na korozję.
Uwaga producenta:
Czysta miedź (C11000/C10100) jest „gumowata” w trakcie frezowania CNC; należy spodziewać się wyższych kosztów usuwania zadziorów w porównaniu z C36000.
Usprawniony proces
Twoje części miedziane – od wyceny do dostawy
Nasz specjalistyczny proces produkcji komponentów miedzianych zapewnia fachową obsługę od początkowego przeglądu projektu do końcowej kontroli, gwarantując, że części spełniają dokładne specyfikacje elektryczne, termiczne i mechaniczne.
01
Konsultacja i wycena
Udostępnij swój CAD. W ciągu kilku godzin dostarczymy szczegółową wycenę z zaleceniami dotyczącymi stopów i analizą DFM.
02
Finalizacja projektu
Współpracujemy w celu optymalizacji projektu pod kątem obróbki miedzi, skupiając się na możliwościach produkcyjnych i funkcjonalności.
03
Produkcja precyzyjna
Twoje części są obrabiane przez specjalistów, którzy wykorzystują parametry i narzędzia zoptymalizowane pod kątem miedzi.
04
Rygorystyczna kontrola jakości
Kontrola wymiarów, badanie przewodności (jeśli wymagane) i weryfikacja jakości powierzchni.
05
Wykończenie i wysyłka
Zastosuj określone powłoki lub wykończenia, a następnie zapakuj i wyślij z pełną dokumentacją.
Często zadawane pytania
Odpowiedzi na pytania dotyczące obróbki CNC miedzi
-
Jakie są główne korzyści obróbki CNC części miedzianych?
Elementy miedziane obrabiane CNC oferują niezrównaną przewodność elektryczną i cieplną, doskonałą odporność na korozję, naturalne właściwości przeciwdrobnoustrojowe oraz dobrą obrabialność skrawaniem niektórych stopów, takich jak mosiądz. Są one niezbędne do dystrybucji energii, zarządzania ciepłem, komponentów RF oraz zastosowań dekoracyjnych.
-
Który stop miedzi jest najłatwiejszy w obróbce skrawaniem?
C36000 (mosiądz automatowy) to standard branżowy pod względem skrawalności, oceniany na 100%. Zawiera ołów, który poprawia formowanie wiórów. W przypadku opcji bezołowiowych o dobrej skrawalności, rozważ C46400 (mosiądz okrętowy) lub C48500 (mosiądz automatowy z dodatkiem ołowiu).
-
Jak zapobiegać powstawaniu zadziorów podczas obróbki miękkiej miedzi?
Stosujemy wiele strategii: ostre, polerowane narzędzia o określonej geometrii; parametry obróbki z dużą prędkością i niskim posuwem; narzędzia do usuwania zadziorów w trakcie obróbki; oraz procesy wtórne, takie jak metoda energii cieplnej (TEM), obróbka wibracyjna lub usuwanie zadziorów metodą chemiczną, aby uzyskać krawędzie bez zadziorów zgodnie ze specyfikacją.
-
Czy można obrabiać mechanicznie czystą miedź (C11000) z zachowaniem ścisłych tolerancji?
Tak. Chociaż czysta miedź jest gumowata, osiągamy ścisłe tolerancje (±0,01 mm to typowa wartość dla krytycznych cech) dzięki specjalistycznym, ostrym narzędziom, sztywnym ustawieniom, kontrolowanym chłodziwom i strategiom obróbki, które minimalizują nagrzewanie i rozciąganie materiału. Twardsze gatunki (takie jak H04) często łatwiej utrzymać tolerancję niż miedź wyżarzana.
-
Jakie wykończenia powierzchni i powłoki są dostępne dla części miedzianych?
Wykończenia obejmują polerowanie, szczotkowanie i nabłyszczanie. Szeroki wybór powłok: nikiel (zapewnia twardość i barierowość), srebro (najwyższa przewodność), złoto (odporność na korozję styków), cyna (lutowalność) oraz pasywacja (przezroczysta powłoka zapobiegająca matowieniu). Oferujemy rekomendacje w zależności od zastosowania.
-
Czy udzielacie certyfikatów materiałowych na stopy miedzi?
Tak. Dostarczamy pełne raporty z badań identyfikowalności i badań materiałowych (MTR/CofC) dla wszystkich stopów miedzi, potwierdzające skład, stan utwardzenia i właściwości fizyczne. W przypadku stopów przeznaczonych do zastosowań elektrycznych, na życzenie możemy również dostarczyć raporty z badań przewodności.
-
W jakich branżach najczęściej wykorzystuje się elementy miedziane obrabiane CNC?
Główne gałęzie przemysłu to: elektrotechnika i energetyka (szyny zbiorcze, złącza), motoryzacja i pojazdy elektryczne (elementy akumulatorów, spinki do włosów), telekomunikacja (złącza RF, falowody), półprzewodniki (elementy uchwytów, grzałki), hydraulika i przemysł morski (armatura, zawory) oraz przemysł lotniczy i kosmiczny (elementy przewodzące).
-
Czy obróbka stopu miedzi jest trudniejsza niż obróbka czystej miedzi?
Tak, obróbka stopów miedzi jest generalnie trudniejsza niż obróbka czystej miedzi. Stopy miedzi często zawierają dodatki zwiększające twardość i wytrzymałość, co utrudnia cięcie i kształtowanie.
-
Jakie czynniki wpływają na trudność obróbki stopów miedzi?
Stopień trudności obróbki zależy od takich czynników jak:
Skład stopu: Wyższa zawartość dodatków stopowych zwiększa twardość i wytrzymałość.
Twardość materiału: Twardsze stopy powodują szybsze zużycie narzędzi.
Przewodność cieplna: Niższa przewodność cieplna może powodować gromadzenie się ciepła.
Ciągliwość i wytrzymałość: Mają one wpływ na powstawanie wiórów i zużycie narzędzia.
Wymagania dotyczące wykończenia powierzchni: węższe tolerancje wymagają dokładniejszej obróbki.
