| Parametr procesu | Możliwości techniczne |
|---|---|
| Siła zacisku | 160 ton do 1200 ton (komora zimna i komora gorąca) |
| Waga śrutu (aluminium) | 0,1 kg do 8,5 kg (automatyczne nabieranie) |
| Standardowa tolerancja odlewu | ISO 8062-3 (klasa CT5 – CT7) | ±0,15 mm na 100 mm |
| Normy narzędziowe | H13, 1.2344 lub stal Dievar; standardowe podstawy LKM lub niestandardowe |
| Stopień wykończenia powierzchni | Ra 0,8 do 3,2 μm (odlew naturalny); SPI-C1 do A2 (po obróbce końcowej) |
| Dostępne stopy | Aluminium (ADC12, A380), Cynk (gatunki 3, 5), Magnez (AZ91D) |
| Obróbka wtórna | Szybkie frezowanie CNC (4 osie), gwintowanie i precyzyjne rozwiercanie |
| Zapewnienie jakości | Wykrywanie porowatości rentgenowskiej, analiza spektrometryczna i walidacja CMM |
Odlewy ciśnieniowe premium na zamówienie dla części metalowych
Oferujemy niestandardowe rozwiązania w zakresie odlewów ciśnieniowych dla aluminium, cynku i magnezu, łącząc precyzyjne narzędzia ze stabilną, wysokoseryjną produkcją. Nasz usprawniony proces gwarantuje niezawodne i ekonomiczne części, które przyspieszają rozwój Twojego produktu i wzmacniają Twoją markę.

ISO 9001
Certyfikat jakości
5-15 dni
Typowy czas realizacji
24 godziny
Szybkie wyceny
±0,01 mm
Tolerancja
Stopy odlewnicze
Materiały odlewnicze klasy przemysłowej
Wykorzystujemy najwyższej jakości stopy metali nieżelaznych, specjalnie dobrane do odlewania wysokociśnieniowego, co gwarantuje doskonałą stabilność wymiarową, odprowadzanie ciepła i integralność strukturalną części o krytycznym znaczeniu dla realizacji misji.
Stopy odlewnicze aluminium
Standard branżowy w zakresie lekkich i wytrzymałych komponentów. Doskonała przewodność cieplna i odporność na korozję w zastosowaniach motoryzacyjnych i mieszkaniowych.
ADC12 / A380
A360 (wysoka odporność na korozję)
AlSi12
Stopy magnezu
Materiał o wyjątkowo niskiej gęstości, oferujący najlepszy stosunek wytrzymałości do masy. Idealny do przenośnej elektroniki i części lotniczych, gdzie liczy się każdy gram.
AZ91D
AM60B
Stopy o wysokim tłumieniu
Cynk i stopy
Doskonała płynność pozwala na uzyskanie cieńszych ścianek i wysokiej precyzji wykonania. Wyjątkowe właściwości powlekania i wysoka udarność.
Ładunki 3 / Ładunki 5
ZA-8 / ZA-27
Cynk o wysokiej precyzji
Stopy do zarządzania temperaturą
Specjalistyczne gatunki aluminium ze zoptymalizowaną zawartością krzemu, maksymalizujące wymianę ciepła w obudowach diod LED i radiatorach zasilaczy.
Wysoka odporność termiczna (AlSi9)
Stopy o niskiej zawartości miedzi
Klasy przewodzące
Stopy ciągliwe i konstrukcyjne
Zaprojektowane do komponentów wymagających dużego wydłużenia i pochłaniania energii, zapobiegając kruchemu pękaniu w zespołach samochodowych wymagających wysokiego poziomu bezpieczeństwa.
Silafont-36
Castasil-37
Gatunki do obróbki cieplnej
Opcje obróbki powierzchni
Kompleksowe operacje wtórne mające na celu poprawę walorów estetycznych, odporności na działanie soli i twardości powierzchni odlewanych elementów.
E-Coating / Proszek
Anodowanie (typ II/III)
Konwersja chromianu
Wystawa części odlewanych ciśnieniowo
Wysokowydajne części odlewane ciśnieniowo
Rapid Model dostarcza prototypy o wysokiej wydajności i części produkcyjne przy użyciu zaawansowanej technologii odlewania ciśnieniowego, znacznie skracając cykle produkcyjne.
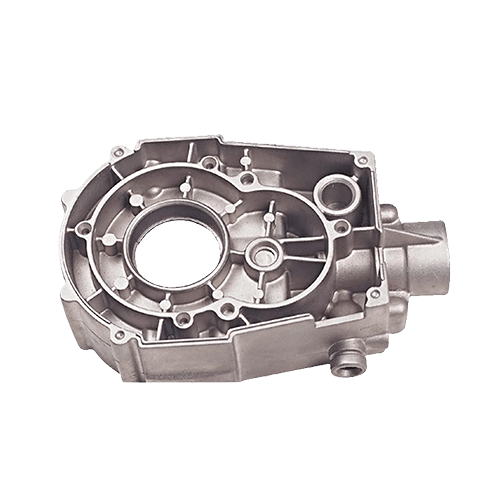
Obudowa silnika
Części cylindryczne
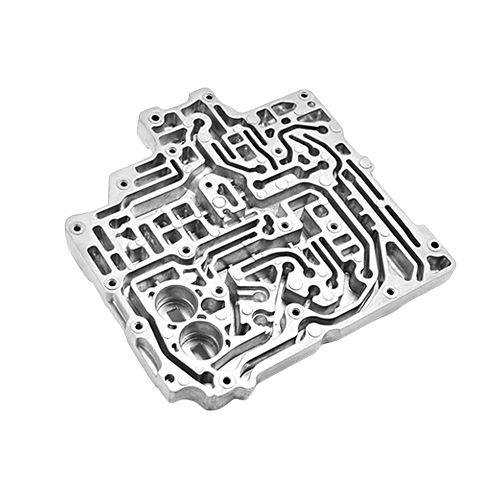
Korpus zaworu sterującego hydraulicznego
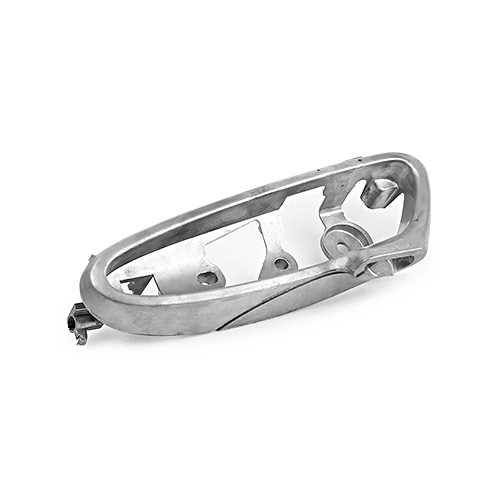
Wspornik konstrukcyjny

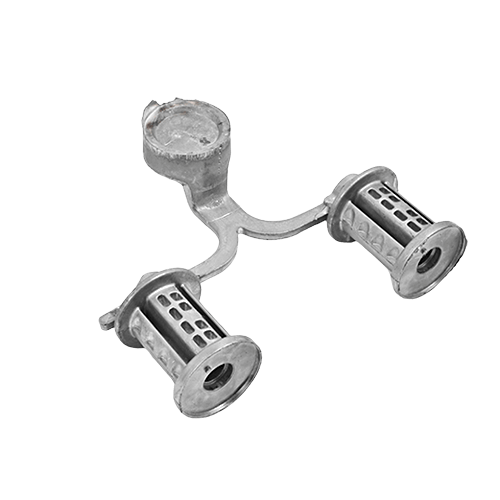
Pompa tłokowa
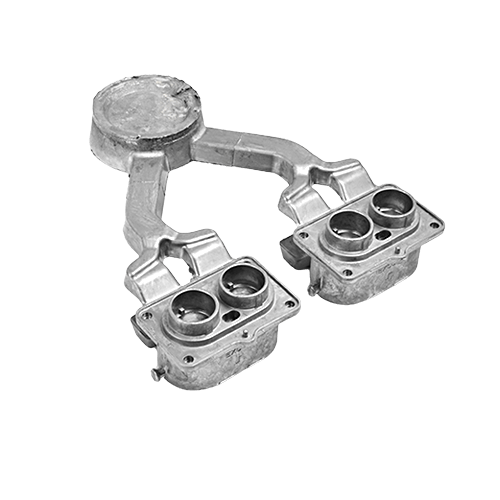
Komponent dwukomorowy
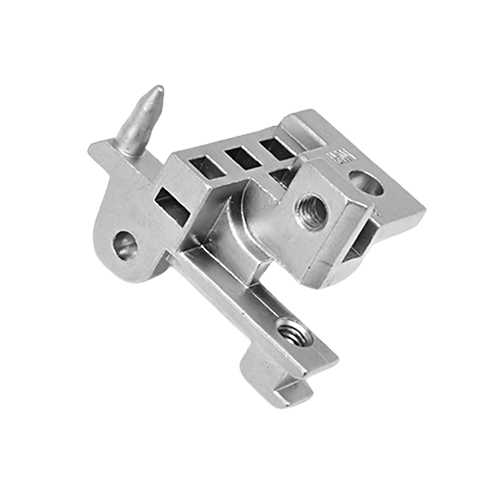
Złożony wspornik obrotowy
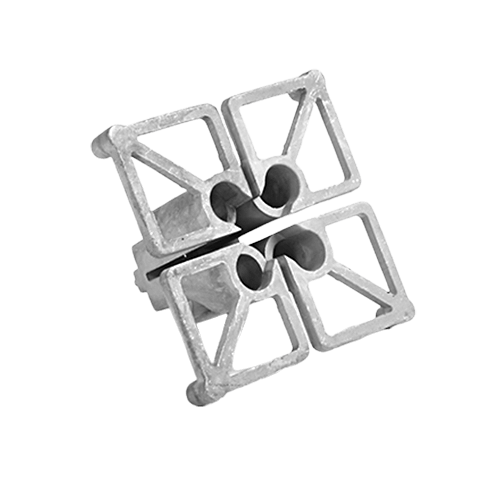
Radiator
Usługi produkcyjne
Kompleksowe rozwiązania w zakresie odlewania ciśnieniowego
Oferujemy kompleksową wiedzę specjalistyczną w zakresie odlewnictwa ciśnieniowego, od szybkiego prototypowania po produkcję wielkoseryjną, kładąc nacisk na integralność strukturalną i precyzję wykonania z zachowaniem ścisłych tolerancji.
DFM i inżynieria form
Ekspercka ocena geometrii części w celu optymalizacji rozmieszczenia wlewu i kanałów chłodzących, minimalizując porowatość i turbulencje podczas cyklu wtrysku.
Możliwości
Kompleksowa symulacja przepływu formy umożliwiająca przewidywanie i zapobieganie skurczowi lub uwięzieniu powietrza przed cięciem stali.
- Analiza przepływu formy (Magma/AnyCasting)
- Optymalizacja systemu bram i prowadnic
- Przegląd kąta pochylenia i grubości ścianki
Odlewanie ciśnieniowe (HPDC)
Wykorzystanie zautomatyzowanych maszyn z komorą zimną i gorącą (160T do 1200T) w celu zapewnienia stałej gęstości części i szybkich cykli produkcyjnych.
Skala produkcji
Skalowalna produkcja stopów aluminium, cynku i magnezu z monitorowaniem procesu w czasie rzeczywistym.
- Narzędzia wielogniazdowe o dużej objętości
- Opcje odlewania wspomaganego próżniowo
- Zautomatyzowane systemy kadziowe i natryskowe
Obróbka CNC po odlewaniu
Wtórne frezowanie i toczenie CNC w celu osiągnięcia krytycznych tolerancji i płaskich powierzchni, których nie można uzyskać wyłącznie za pomocą procesu odlewania.
Precyzja
Specjalne przyrządy do szybkiej obróbki wtórnej zapewniające dokładne dopasowanie i dopasowanie poszczególnych elementów.
- Gwintowanie otworów i precyzyjne rozwiercanie
- Obróbka powierzchni krytycznych styku
- Otwory o małej tolerancji (do ±0,01 mm)
Obróbka powierzchni i powlekanie
Zintegrowane usługi wykończeniowe mające na celu poprawę odporności na korozję, twardości powierzchni i walorów estetycznych finalnego komponentu.
Zakres wykończeniowy
Profesjonalne zabiegi odpowiednie do stosowania na zewnątrz i w zastosowaniach przemysłowych o dużym zużyciu.
- Malowanie proszkowe i lakierowanie elektroforetyczne
- Anodowanie i chromianowanie
- Śrutowanie i gratowanie wibracyjne
Zapewnienie jakości i metrologia
Rygorystyczne protokoły walidacyjne gwarantują solidność konstrukcji i zgodność wymiarową każdej partii produkcyjnej.
Weryfikacja
Śledzenie materiałów i wykrywanie wad wewnętrznych przy użyciu zaawansowanego sprzętu testowego.
- Kontrola porowatości rentgenowskiej
- Weryfikacja wymiarowa CMM
- Analiza stopów za pomocą spektrometru
Montaż i kompletowanie
Dodatkowe operacje o wartości dodanej, w tym montaż osprzętu, montaż komponentów i niestandardowe opakowanie ochronne.
Integracja
Zmniejszenie złożoności łańcucha dostaw dzięki dostarczaniu podzespołów gotowych do montażu.
- Montaż śrub Helicoil i wkładek gwintowanych
- Integracja uszczelek i uszczelnień
- Niestandardowe zestawy detaliczne lub ochronne
Nasz obiekt
Odlewy ciśnieniowe na zamówienie bezpośrednio w fabryce
Oferujemy profesjonalne usługi odlewnicze z usprawnionym procesem pracy, dostarczając gotowe części w ciągu zaledwie 5–10 dni.

Linia produkcyjna odlewów ciśnieniowych
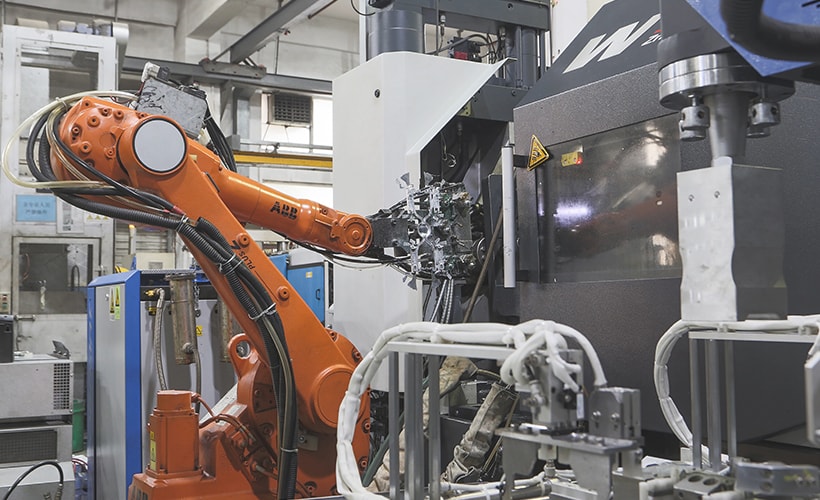
Fabryka odlewów precyzyjnych
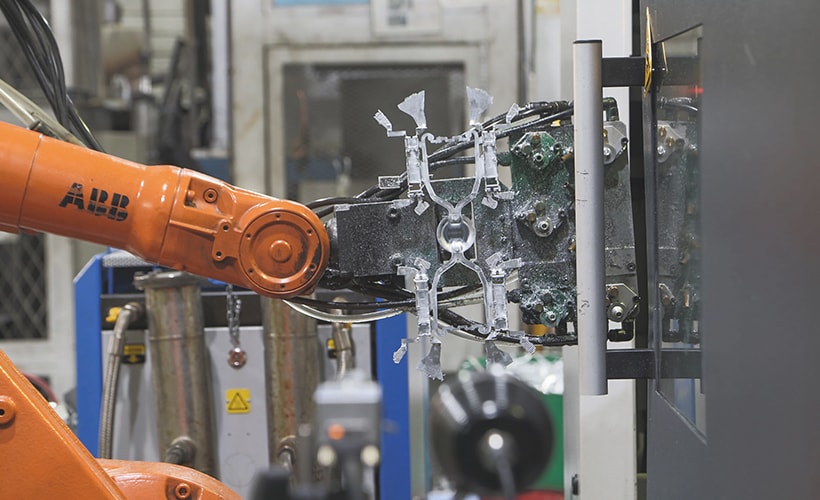
Precyzyjne maszyny odlewnicze

fabryka produkcyjna
Dane techniczne
Możliwości odlewania ciśnieniowego
Nasz zakład wykorzystuje szereg maszyn zimno- i gorącokomorowych zoptymalizowanych pod kątem stopów metali nieżelaznych, co zapewnia równowagę między gęstością strukturalną, szybkimi cyklami i wtórną precyzją CNC.
Studia przypadków odlewania ciśnieniowego
Rozwiązania inżynieryjne dla złożonych komponentów metalowych
- Układ napędowy samochodu
- Oświetlenie LED
- Sprzęt przemysłowy
- Elektronika przenośna

Sektor motoryzacyjny
Obudowa przekładni strukturalnej
Temat projektu: Kontrola porowatości i redukcja wagi
STOP
Aluminium ADC12
MASZYNA
Komora chłodnicza 800T
ILOŚĆ
25 000 szt./rok
Wyzwanie inżynieryjne
Dostawca Tier 2 potrzebował pokrywy skrzyni biegów ze zintegrowanymi kanałami olejowymi. Głównym wyzwaniem było zachowanie gęstości strukturalnej, aby zapobiec wyciekom oleju pod wysokim ciśnieniem, przy jednoczesnym zmniejszeniu całkowitej grubości ścianki, aby spełnić wymagania dotyczące masy pojazdu.
- Eliminacja porowatości gazowej w strefach przejściowych od grubej do cienkiej warstwy.
- Zachowanie tolerancji ±0,05 mm na powierzchniach współpracujących po obróbce.
- Zapewnienie odporności podwozia na działanie soli.
Nasze rozwiązanie
Zoptymalizowaliśmy układ kanałów wlewowych, wykorzystując symulację Magma, aby zapewnić przepływ laminarny. Zastosowano proces odlewania wspomaganego próżnią, aby usunąć powietrze z wnęki, co znacznie zwiększyło gęstość części.
- Obróbka: Hartowana stal H13 z chłodzeniem konformalnym.
- Wtórny: Frezowanie CNC 4-osiowe w celu precyzyjnego ustawienia otworów.
- Kontrola jakości: 100% testów szczelności i punktowych kontroli rentgenowskich.

Oświetlenie zewnętrzne
Wysokowydajny radiator do oświetlenia ulicznego
Skupienie: Geometria cienkich żeber i rozpraszanie ciepła
STOP
Aluminium wysokotermiczne
SKOŃCZYĆ
Powłoka proszkowa odporna na promieniowanie UV
LICZENIE PŁETW
42 żeberka chłodzące
Wyzwanie techniczne
Klient potrzebował radiatora o dużej powierzchni z żebrami o dużej gęstości, o grubości zaledwie 1,5 mm na końcach. Tradycyjne odlewanie często skutkowało „zimnymi zamknięciami”, gdzie metal nie wypełniał całkowicie wąskich przestrzeni między żebrami.
- Zapewnienie całkowitego wypełnienia 42 oddzielnych pionowych żeber.
- Zapobieganie odkształcaniu się części na długości powyżej 500 mm.
- Osiągnięcie jakości wykończenia zewnętrznego obudowy na poziomie klasy A.
Wykonanie techniczne
Zwiększyliśmy ciśnienie wtrysku i zastosowaliśmy wielowlewowy układ zasilania. Precyzyjne regulatory temperatury formy utrzymywały optymalną temperaturę powierzchni matrycy, zapewniając równomierny przepływ do cienkościennych przekrojów.
- Proces: Szybka iniekcja z monitorowaniem w czasie rzeczywistym.
- Wykończeniowy: Zautomatyzowane śrutowanie zapewniające jednorodność powierzchni.
- Testowanie: Walidacja przewodności cieplnej partii stopu.

Systemy przemysłowe
Precyzyjna obudowa z zamkiem cynkowym
Skupienie: Wysoka trwałość cykliczna i jakość powłoki
STOP
Ładuje 3
PROCES
Odlewanie w gorącej komorze
TOLERANCJA
±0,03 mm
Wyzwanie inżynierskie
Firma zajmująca się bezpieczeństwem przemysłowym potrzebowała skomplikowanego korpusu zamka z wewnętrznymi prowadnicami ślizgowymi. Stop cynku musiał zapewniać wysoką odporność na uderzenia i idealnie gładki otwór wewnętrzny dla ruchu mechanicznego.
- Utrzymywanie skomplikowanych geometrii wewnętrznych bez konieczności stosowania dodatkowej obróbki CNC.
- Zapewnia bazę nadającą się do chromowania dekoracyjnego.
- Brak wymagań dotyczących lampy błyskowej dla wewnętrznych ruchomych części.
Nasze rozwiązanie
Zastosowanie maszyny z gorącą komorą pozwoliło na uzyskanie niezwykle krótkich cykli i wysokiej precyzji. Zaprojektowaliśmy formę z hydraulicznym wyciąganiem rdzenia, aby formować kanały wewnętrzne w jednej operacji.
- Pleśń: Narzędzie wielogniazdowe maksymalizujące przepustowość.
- Wykończeniowy: Wibracyjne gratowanie i niklowanie chemiczne.
- Montaż: W zestawie montaż łożyska wciskanego.
Elektronika mobilna
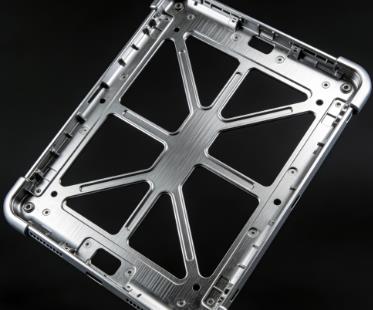
Obudowa tabletu ze stopu magnezu
Skupienie: Ultracienkie ścianki i ekranowanie EMI
STOP
Magnez AZ91D
ŚCIANA THK
0,8 mm - 1,2 mm
MASZYNA
Komora chłodnicza 250T
Wyzwanie techniczne
Marka elektroniki wysokiej klasy potrzebowała ramy magnezowej, aby zapewnić ekranowanie EMI i sztywność konstrukcji. Element był wyjątkowo duży i cienki, co czyniło go podatnym na „krótkie strzały” i odkształcenia termiczne.
- Osiąganie grubości ścianek poniżej 1,0 mm na dużych obszarach.
- Kontrola wysokiej palności i szybkiego chłodzenia magnezu.
- Przygotowanie powierzchni pod wysokiej jakości, miękką w dotyku farbę.
Inżynieria precyzyjna
Wdrożyliśmy specjalistyczną metodę „tiksomoldingu”, czyli wtrysku z dużą prędkością w osłonie gazu obojętnego. Dzięki temu stop dotarł do wszystkich krańców formy przed zestaleniem.
- Tworzywo: AZ91D zapewnia najlepszą równowagę między przepływem i wytrzymałością.
- Postprodukcja: Utlenianie mikrołukowe (MAO) w celu wykrycia korozji podłoża.
- Stabilność: Obróbka cieplna w próżni mająca na celu redukcję naprężeń wewnętrznych.
Opinie klientów
Szczere opinie od naszych globalnych partnerów
Wyniki uzyskane w rzeczywistych warunkach odlewania ciśnieniowego w sektorze motoryzacyjnym, przemysłowym i konsumenckim.
★★★★★
Gęstość wewnętrzna części ADC12 jest doskonała. Przeprowadziliśmy losowe przekroje rentgenowskie i nie stwierdziliśmy żadnej krytycznej porowatości w obszarach zgrubień. Konstrukcja kanału wlewowego wyraźnie zoptymalizowała wypełnienie. Jestem bardzo zadowolony z próbek T1.
★★★★☆
Ich raport DFM był bardzo szczegółowy i zidentyfikował potencjalny problem z zimnym zamknięciem w konstrukcji naszych żeber. Dostosowaliśmy kąty pochylenia zgodnie z ich sugestią. Części są idealne, chociaż początkowy czas realizacji oprzyrządowania był nieco dłuższy niż podano w ofercie.
★★★★★
Imponujący czas realizacji jak na projekt z komorą chłodniczą. Części były gotowe do dostawy w Kalifornii w ciągu 30 dni od zatwierdzenia formy. Wykończenie powierzchni jest spójne i gotowe do anodowania przy minimalnym przygotowaniu. Niezawodna komunikacja przez cały czas.
★★★★★
Odlewy Zamak 3 mają bardzo gładką powierzchnię, co jest kluczowe dla naszego procesu chromowania. W porównaniu z poprzednim dostawcą zaobserwowaliśmy znaczną redukcję liczby braków po chromowaniu. Gorąco polecamy do okuć dekoracyjnych.
★★★★★
Powtarzalność partii to nasz największy atut. Zamówiliśmy trzy oddzielne partie po 10 000 sztuk, a wymiary nie uległy zmianie. Opakowanie do transportu morskiego było solidne – bez śladów utleniania i uszkodzeń po przybyciu.
★★★★☆
Skorzystaliśmy z ich usługi odlewania magnezu, aby uzyskać lekką ramę. Oszczędności były dokładnie takie, jak w modelu. Kilka części miało drobne nadlewy w okolicy linii podziału, ale nic, co mogłoby wpłynąć na montaż. Dobre wsparcie techniczne.
★★★★★
Kompleksowa obsługa odlewów i obróbki CNC. Dzięki temu, że ta sama fabryka zajmuje się surowym odlewem i precyzyjnym frezowaniem gniazd łożysk, wyeliminowaliśmy problemy z dopasowaniem zespołu. Ich ceny za usługę łączoną są bardzo uczciwe.
★★★★☆
Wysokiej jakości odlew cienkościenny. W pierwszym tygodniu mieliśmy drobne nieporozumienie co do certyfikatu konkretnego stopu, ale ich zespół szybko poprawił dokumentację. Jakość produktu końcowego jest doskonała.
Efektywny proces współpracy
Proste tworzenie niestandardowych części odlewanych ciśnieniowo
Wprowadź swoje części na rynek szybciej dzięki naszemu usprawnionemu i wysoce wydajnemu procesowi produkcji. Zajmujemy się złożonością, dzięki czemu Ty możesz skupić się na skalowaniu swojej marki.
01
Cytat i DFM
Prześlij pliki STP/DXF w celu natychmiastowej analizy cen i możliwości produkcji.
02
Optymalizacja projektu
Nasi inżynierowie udoskonalają projekt pod kątem opłacalności i szybkości produkcji.
03
Precyzyjna produkcja
Zaawansowany sprzęt i specjalistyczna inżynieria.
04
Walidacja jakości
Weryfikacja CMM i protokoły kontroli zgodne z normą ISO 9001.
05
Wykończenie i dostawa
Ostateczne wykończenie powierzchni, montaż i globalna wysyłka logistyczna.
Często zadawane pytania
Rozwiązywanie Twoich obaw
-
Komora zimna a komora gorąca: jaka jest różnica?
Wybór zależy od temperatury topnienia metalu.
Komora gorąca: Stosowana do metali niskotopliwych, takich jak cynk. Mechanizm jest zanurzony w stopionym metalu, co pozwala na bardzo szybkie cykle.
Komora chłodnicza: Stosowana do metali o wysokiej temperaturze topnienia, takich jak aluminium. Metal jest topiony oddzielnie i podawany do urządzenia, aby zapobiec uszkodzeniu sprzętu pod wpływem ciepła.
-
Odlewanie ciśnieniowe czy obróbka CNC w przypadku małych partii?
Obróbka CNC: Najlepsza dla 1–50 jednostek. Pozwala uniknąć kosztów formowania, ale wiąże się z wysokim kosztem jednostkowym.
Odlewanie ciśnieniowe: Najlepsze dla ponad 500 sztuk. Wysoki początkowy koszt formy rekompensowany jest bardzo niskimi cenami jednostkowymi i szybszą produkcją.
-
Jakie tolerancje można osiągnąć metodą odlewania ciśnieniowego?
Standardowy odlew utrzymuje tolerancję ±0,05 mm do ±0,1 mm. W przypadku krytycznych dopasowań (np. gniazd łożysk), odlewamy część, a następnie stosujemy wtórną obróbkę CNC, aby uzyskać tolerancję ±0,01 mm.
-
Dlaczego A380 jest najpopularniejszym stopem aluminium?
A380 to „uniwersalny” materiał. Oferuje najlepszą równowagę między przepływem cieczy (w przypadku skomplikowanych kształtów), wytrzymałością konstrukcyjną i opłacalnością. Jest standardem w obudowach samochodowych i elektronicznych.
-
Jak kontrolować porowatość?
Minimalizujemy wewnętrzne pęcherzyki powietrza poprzez:
Odlewanie próżniowe: usuwanie powietrza z formy przed wtryskiem.
Odpowietrzanie: projektowanie kanałów przelewowych, aby umożliwić ucieczkę gazu.
Symulacja: Wykorzystanie oprogramowania do optymalizacji projektu formy przed rozpoczęciem produkcji.
-
Jakie są najlepsze wykończenia powierzchni?
Malowanie proszkowe: Trwałe i dostępne w wielu kolorach.
Anodowanie: Najlepsze pod względem odporności na korozję (zwykle daje matowe wykończenie).
Chem-Film: Zapewnia ochronę przed korozją, zachowując jednocześnie przewodność elektryczną.
E-Coating: Idealne do części samochodowych produkowanych w dużych ilościach, wymagających równomiernego pokrycia.
-
Czy druk 3D zastąpi odlewanie ciśnieniowe?
Nie. Odlewanie ciśnieniowe pozwala na produkcję części co 30–60 sekund, podczas gdy druk 3D zajmuje godziny. Druk 3D służy do prototypów, a odlewanie ciśnieniowe do produkcji masowej. Działają one razem: drukują prototyp, a następnie odlewają wersję do produkcji masowej.
-
Czym jest odlewanie ciśnieniowe i do czego się je stosuje?
Czym jest odlewanie ciśnieniowe?
Odlewanie ciśnieniowe to wysokowydajny proces produkcji metali, w którym ciekły metal jest wtryskiwany pod wysokim ciśnieniem do precyzyjnej stalowej formy (matrycy). Po zestaleniu, element jest wypychany z wysoką dokładnością wymiarową, gładką powierzchnią i doskonałą powtarzalnością. Proces ten jest najczęściej stosowany w przypadku metali nieżelaznych, takich jak aluminium, cynk i magnez.
Do czego stosuje się odlewanie ciśnieniowe?
Odlewanie ciśnieniowe jest wykorzystywane głównie do produkcji wielkoseryjnej, wymiarowo spójnych części metalowych o złożonej geometrii. Jest szeroko stosowane w branżach wymagających wytrzymałości, precyzji i efektywności kosztowej na dużą skalę.
