| Gatunek aluminium | Koszt | Twardość | Skrawalność | Odporność na korozję | Wykończenie estetyczne |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Dobry (łatwy do wytłoczenia) | ★★★★★ | Doskonały |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Sprawiedliwy (Gummy) | ★★★★★ | Umiarkowany |
| 6061 | ★★★☆☆ | ★★★★☆ | Doskonały (Stabilny) | ★★★☆☆ | Bardzo dobry |
| 2024 | ★★★★☆ | ★★★★★ | Dobry | ★★☆☆☆ | Umiarkowany |
| 7075 | ★★★★★ | ★★★★★ | Wyjątkowa (precyzja) | ★★☆☆☆ | Dobry |
Usługi precyzyjnej obróbki CNC aluminium i produkcja części
Dostarczamy niestandardowe komponenty ze stopów aluminium, wspierając każdy etap, od prototypowania po produkcję masową. Dzięki sprawnej i wygodnej wysyłce na całym świecie, dostawa może zostać zrealizowana już w ciągu trzech dni, gwarantując rezultaty spełniające Państwa oczekiwania.

100+
Maszyny CNC
3-7 dni
Typowy czas realizacji
24 godziny
Szybkie wyceny
6 tys.
Teren fabryki.
Tolerancja wymiarowa
±0,005 mm
Uzyskano to dzięki zastosowaniu najnowocześniejszych japońsko-niemieckich centrów obróbczych i weryfikacji CMM.
Chropowatość powierzchni
Ra ≤ 0,8μm
Spełnia rygorystyczne wymagania dotyczące komponentów optycznych i zaawansowanej elektroniki użytkowej.
Zapewnienie jakości
ISO 9001:2015
Rygorystyczne protokoły 100% kontroli krytycznych cech przy użyciu zautomatyzowanego sprzętu OMM/CMM.
Możliwości obróbki aluminium
Możliwości precyzyjnej obróbki CNC aluminium
Wysokoprecyzyjne, wysoce wydajne, dostosowane rozwiązania dla złożonych komponentów aluminiowych
Obróbka symultaniczna 5-osiowa
Zaawansowane frezowanie wieloosiowe skomplikowanych geometrii i kształtów organicznych w jednym ustawieniu.
- Zintegrowane struktury złożone
- Doskonałe wykończenie powierzchni
Zaawansowane wykańczanie powierzchni
Pełny zakres obróbki końcowej, obejmujący anodowanie, śrutowanie i nakładanie powłok twardych.
- Dopasowanie kolorów niestandardowych
- Zwiększona odporność na zużycie
Szybkie prototypowanie
Szybka realizacja funkcjonalnych prototypów (24–48 godzin) przyspiesza cykl prac badawczo-rozwojowych.
- Zawiera opinię DFM
- Szybkie wsparcie iteracyjne
Produkcja wielkoseryjna
Skalowalne linie produkcyjne zoptymalizowane pod kątem spójności i opłacalności dużych partii.
- Zautomatyzowana obróbka komórkowa
- Optymalizacja kosztów jednostkowych
Ścisła kontrola tolerancji
Utrzymywanie krytycznych wymiarów w dużych seriach produkcyjnych z precyzją na poziomie mikronów.
- Precyzyjne rozwiercanie i rozwiercanie
- Stabilna kontrola termiczna
Wszechstronność materiałów
Specjalizujemy się w szerokim zakresie stopów, w tym serii 6061, 7075, 2024 i 5052.
- Stopy klasy lotniczej
- Certyfikowana identyfikowalność materiałów
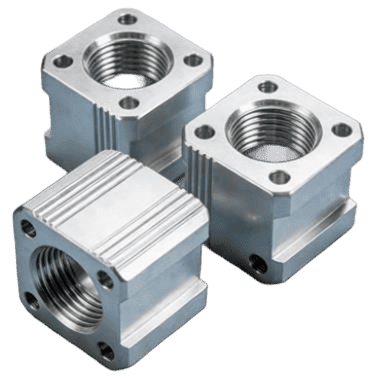
Galeria próbek
Części aluminiowe obrabiane CNC na zamówienie
Poznaj nasze produkowane przez nas komponenty aluminiowe, które są dowodem naszej zdolności do dostarczania rozwiązań zgodnych z wymaganiami przemysłu w różnych sektorach.
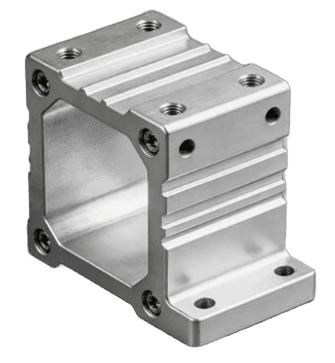
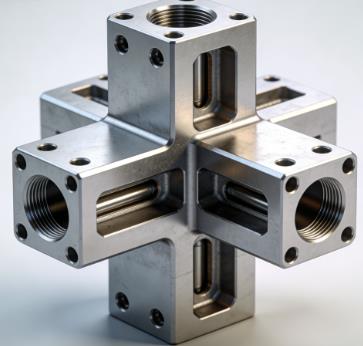
Obudowa aluminiowa obrabiana CNC
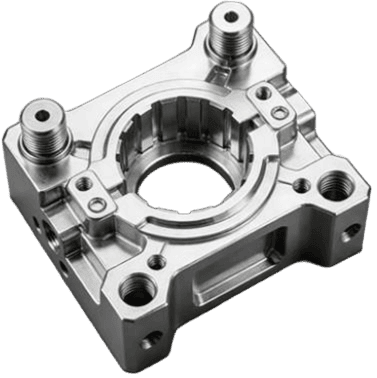
Aluminiowa podstawa mechaniczna

Przekładnia zębata walcowa aluminiowa obrabiana CNC
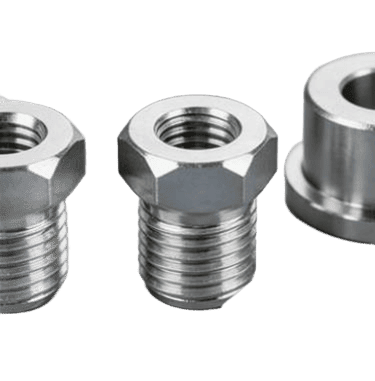
Śruby gwintowane aluminiowe
Zegary mocowane na maszynie CNC z aluminium
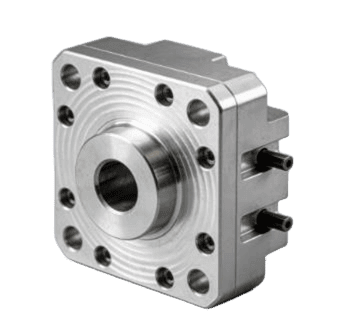
Komponent kołnierza aluminiowego
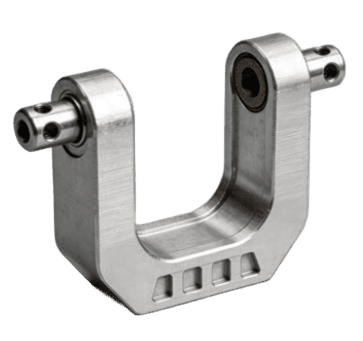
Uchwyt aluminiowy obrabiany CNC

Komponent stożkowy aluminiowy
Wybór odpowiedniego materiału aluminiowego
Wybór materiału stopu aluminium
Szeroki asortyment najwyższej jakości stopów aluminium przemysłowego i konstrukcyjnego, precyzyjnie dopasowanych do specyfikacji Twoich niestandardowych części.
Przybory
Wysokowydajne stopy aluminium
Gatunki lotnicze o wysokiej wytrzymałości
- Aluminium 6061: Uniwersalny standard konstrukcyjny.
- Aluminium 2024: Poszycie samolotu o wysokiej wytrzymałości.
- Aluminium 6063: Precyzyjne profile architektoniczne.
- Aluminium 7075: Najwyższa wytrzymałość statyczna.
Odporne na korozję i specjalistyczne
- Aluminium 2A12: Wysoka twardość klasy lotniczej.
- Aluminium 5052: Talerz morski odporny na sól.
- Aluminium 7050: Bardzo wytrzymałe, grube profile.
Przewodnik po wyborze materiałów
- Wytrzymałość:7075 i 2A12 zapewniają najwyższe obciążenia mechaniczne.
- Trwałość: 5052 to punkt odniesienia dla trudnych warunków.
- Obróbka skrawaniem: 6061 / 6063
Nasz obiekt
Zaawansowane centra obróbcze CNC do aluminium
Odkryj nasz najnowocześniejszy zakład, w którym jesteśmy w stanie dostarczać najwyższej jakości komponenty aluminiowe CNC do Twoich najbardziej wymagających projektów.

Szybki warsztat obróbki CNC

Wieloletni doświadczony operator CNC w Rapid Model

Operator CNC obsługujący panel sterowania

Centrum obróbcze CNC Rapid Model

Warsztat CNC Szybkiego Modelowania

Pracownicy warsztatu CNC

Rapid Model Precision 5-osiowe centrum obróbkowe

Inżynier programujący panel sterowania precyzyjnego 5-osiowego centrum obróbkowego
Dostępne procesy
Opcjonalne procesy obróbki CNC aluminium
Oferujemy precyzyjne usługi frezowania i toczenia CNC dostosowane do stopów aluminium. Koncentrujemy się na osiągnięciu stabilności wymiarowej, ścisłych tolerancji i doskonałej jakości wykończenia powierzchni komponentów przemysłowych.
Frezowanie CNC
Wyposażone w maszyny do obróbki skomplikowanych geometrii, wnęk i powierzchni. Nasze maszyny 3-, 4- i 5-osiowe radzą sobie ze wszystkim, od prostych płyt po skomplikowane elementy pryzmatyczne.
Tolerancja: ±0,0004"
Maks.: 110" x 70" x 20"
Wykończenie Ra 3,2 μm
Toczenie CNC
Precyzyjne toczenie części obrotowych, takich jak wały, tuleje i łączniki. Narzędzia obrotowe umożliwiają frezowanie w jednej operacji.
Średnica: 0,1" - 30"
Narzędzia na żywo
Wysoka koncentryczność
Obróbka CNC 5-osiowa
Jednoczesny ruch 5-osiowy dla najbardziej złożonych geometrii przemysłowych. Zmniejsza liczbę ustawień, zwiększa precyzję i skraca czas realizacji produkcji.
Wirniki i zawory
Pojedyncza konfiguracja
Konturowanie złożone
Obróbka śrub szwajcarskich
Specjalistyczne do elementów o małej średnicy, długich i smukłych. Tuleje prowadzące o wysokiej sztywności zapewniają wyjątkową dokładność w przypadku miniaturowych części.
Średnica: 0,03" - 1,25"
Tolerancja ±0,0002"
Wkładki precyzyjne
Wybór stopu aluminium
Specjalizujemy się w obróbce skrawaniem popularnych gatunków przemysłowych. Zapewniamy optymalny dobór narzędzi w oparciu o konkretny stan utwardzenia i skrawalność stopu.
6061 / 6063
7075-T6
5052 / 2024
Wykończenie i kontrola
Zintegrowane przetwarzanie końcowe i kontrola jakości. Każda partia jest weryfikowana z wykorzystaniem standaryzowanej metrologii, aby zapewnić zgodność ze specyfikacjami.
Anodowanie
Weryfikacja CMM
Śrutowanie
Przewodnik po wyborze materiałów
Porównanie właściwości stopów aluminium
Porównaj kluczowe cechy, takie jak twardość, obrabialność, odporność na korozję i estetykę wykończenia, aby wybrać optymalny materiał do swojego projektu CNC.
- Porównanie wydajności
- Wybór temperacji
- Obróbka powierzchni
- Ekspertyza projektowa
| Gatunek aluminium | Wspólne temperamenty | Granica plastyczności (MPa) | Porady dotyczące wyboru temperamentu |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Najlepszy wybór do elementów estetycznych i radiatorów. T5 jest najczęściej stosowany w wytłaczanych elementach wymagających doskonałego wykończenia powierzchni. |
| 5052 | H32 / O | ~190 | Wybierz H32 do obudów ogólnego przeznaczenia; O-temper do głębokiego tłoczenia lub skomplikowanego gięcia. Najlepiej nadaje się do środowisk morskich i słonej wody. |
| 6061 | T6 / T651 | ~270 | CNC preferowany T651:Odprężone, aby zapewnić stabilność wymiarową i zminimalizować odkształcenia po cięciu. Przemysłowy „koń roboczy”. |
| 2024 | T3 / T4 | ~325 | Stop T3 zapewnia najlepszą równowagę między wysoką wytrzymałością a odpornością na pękanie w przypadku konstrukcji lotniczych i odpornych na zmęczenie. |
| 7075 | T6 / T651 | ~500 | T651 jest obowiązkowy Do precyzyjnych, złożonych części, aby zapobiec odkształceniom. Twardość jest porównywalna ze stalą w przypadku komponentów o krytycznym znaczeniu dla wagi. |
| Gatunek aluminium | Czyste anodowanie | Anodowanie kolorowe | Anodowanie twarde (typ III) | Uwagi |
|---|---|---|---|---|
| 6063 | Doskonały | Doskonały | Umiarkowany | Zapewnia najdrobniejszą fakturę powierzchni i najżywsze kolory. |
| 6061 | Świetnie | Świetnie | Doskonały | Najbardziej niezawodny wybór w przypadku części przemysłowych; bardzo spójne wyniki. |
| 5052 | Dobry | Sprawiedliwy | Dobry | W porównaniu z serią 6xxx kolory mogą wydawać się nieco matowe. |
| 7075 | Biedny (nierówny) | Słaby | Doskonały | Wysoka zawartość cynku powoduje nierównomierny kolor. Najlepiej nadaje się do ciemnych powłok Hard Coat. |
| Seria 2XXX | Niezalecane | Niezalecane | Sprawiedliwy | Wysoka zawartość miedzi powoduje słabe utlenianie i „sczerniały” wygląd. |
| Współczynnik projektowy | Specyfikacje standardowe | Optymalizacja High-End | Zalecenie inżynierskie |
|---|---|---|---|
| Grubość ścianki | 0,8 mm | 0,5 mm (precyzyjny) | Aby zapobiec drganiom i uzyskać lustrzany połysk, należy zachować współczynnik proporcji (wysokość:szerokość) poniżej 10:1. |
| Głębokość wnęki | Stosunek L:D 3:1 | Stosunek L:D 5:1 (limit) | Standardowa głębokość powinna mieścić się w granicach 3-krotności średnicy narzędzia. Głębokości powyżej 6-krotności wymagają specjalistycznych narzędzi o długiej szyjce i zwiększają koszty. |
| Narożniki wewnętrzne | R ≥ 1,0 mm | R = (Głębokość / 6) + 0,5 mm | Zaprojektuj narożniki nieco większe od promienia narzędzia (np. R3,2 dla frezu o średnicy 6 mm), aby umożliwić płynne posuwy i wyeliminować ślady po narzędziu. |
| Gwinty ślepe | Głębokość = 1,5x średnica | Głębokość = 2,0x średnica (maks.) | Zapewnij odstęp wiercenia wynoszący 3-5 skoków u dołu. Przekroczenie średnicy dwukrotnie większej nie zwiększa wytrzymałości, ale zwiększa ryzyko pęknięcia gwintownika. |
| Chropowatość powierzchni | Ra 3,2 μm | Ra 0,8 μm (Premium) | Standardowe wykończenie wysokiej jakości to Ra 1,6 μm. Ra 0,8 μm należy stosować tylko w przypadku krytycznych powierzchni uszczelniających lub wysokiej jakości komponentów optycznych. |
| Tolerancje precyzji | ±0,05 mm | ±0,01 mm | Dopuszczalna tolerancja ±0,01 mm dotyczy tylko krytycznych wymiarów funkcjonalnych (CTQ). W przypadku cech niepasujących należy stosować normę ISO 2768-m (średnią). |
| Obróbka krawędzi | Ostre krawędzie | Fazowanie 0,1 - 0,3 mm | Zawsze należy wykonać niewielkie fazowanie ostrych krawędzi, aby poprawić jednolitość powłoki anodowanej i zapobiec kruchemu odpryskiwaniu. |
Łagodzenie stresu:
W przypadku materiałów o wysokiej wytrzymałości, takich jak 7075, cienkie i złożone części są podatne na odkształcenia po obróbce.
Zalecamy podanie gatunku stali T651, ponieważ została ona poddana odprężaniu poprzez rozciąganie.
Ostrzeżenie dotyczące spawalności:
Materiały 2024 i 7075 są zasadniczo niespawalne ze względu na duże ryzyko pękania.
Jeżeli konieczne jest spawanie, zalecamy stosowanie drutów 5052 lub 6061.
Przewodność cieplna:
Do zastosowań w radiatorach zalecamy 6063, ponieważ jego przewodność cieplna jest lepsza niż 6061,
podczas gdy 7075 ma najgorszą przewodność cieplną wśród tych stopów.
Ekspertyza techniczna
Umiejętności obróbki CNC aluminium: wyzwania i rozwiązania
- Narzędzia przemysłowe
- Motoryzacja (pojazdy elektryczne)
- Robotyka
- Komunikacja
Specyfikacja projektu
- TworzywoAl 6061-T6 (odprężający)
- Krytyczny przyciemnienieKoncentryczność i prostopadłość
- Tolerancje±0,01 mm w otworach krytycznych
Precyzyjne frezowanie korpusu zaworu pneumatycznego
Wyzwanie techniczne
Główna trudność tkwiła w wielokierunkowym wierceniu głębokich otworów i frezowaniu poprzecznym. W miękkim aluminium długie wiertła mają tendencję do dryfowania, a frezowanie z dużą prędkością w głębokich kieszeniach często powoduje „dodatkowe wióry”, co pogarsza wykończenie powierzchni i prowadzi do niestabilności wymiarowej z powodu akumulacji ciepła.
Nasze rozwiązanie inżynieryjne
Zastosowaliśmy wysokociśnieniowe chłodzenie przez wrzeciono (70 barów), aby natychmiast wypychać wióry z głębokich gniazd, zapobiegając gromadzeniu się ciepła. W przypadku precyzyjnych otworów zastosowaliśmy dwuetapowy proces: wstępne zgrubne, po którym następuje okres stabilizacji termicznej, a następnie końcowe wykańczanie rozwiertakami z PCD (diamentem polikrystalicznym), aby zapewnić koncentryczność ±0,01 mm na całej długości 150 mm.
Ra 0,4 μmWykończenie wewnętrzne
0,01 mmKoncentryczność
99.8%Wskaźnik zdawalności

Specyfikacja projektu
- TworzywoAluminium 6063 (wysoka odporność termiczna)
- Rozmiar600 mm x 450 mm x 12 mm
- WymógPłaskość bez odkształceń
Płyta zarządzania temperaturą akumulatora EV
Wyzwanie techniczne
Obróbka dużych, cienkich płyt aluminiowych jest znana z odkształcania się materiału. Usunięcie materiału powierzchniowego uwalnia wewnętrzne naprężenia szczątkowe, powodując „wygięcie” lub skręcenie płyty. Tradycyjne mocowanie często maskuje odkształcenie podczas obróbki, ale po zwolnieniu element wyskakuje poza tolerancję.
Nasze rozwiązanie inżynieryjne
Przyjęliśmy strategię „cyklu uwalniania naprężeń”. Płyty zostały najpierw wstępnie obrobione z obu stron, aby uwolnić naprężenia pierwotne. Następnie użyliśmy uchwytu próżniowego z kontrolowanym ciśnieniem, aby utrzymać element bez odkształceń mechanicznych. Ostateczne wykończenie zostało wykonane za pomocą frezu „Fly-Cutter” o wysokiej prędkości posuwu, aby zminimalizować czas kontaktu narzędzia z elementem, skutecznie ograniczając rozszerzalność cieplną.
< 0,05 mmPłaskość
12%Redukcja wagi.
ZoptymalizowanyCzas cyklu

Specyfikacja projektu
- TworzywoAl 7075-T6 (gatunek lotniczy)
- GeometriaPodcięcia i kąty złożone
- PrecyzjaPasuje do łożysk H7
Obudowa przegubu robota 5-osiowego
Wyzwanie techniczne
Aluminium 7075-T6 jest wysoce ścierne w porównaniu do 6061, co prowadzi do szybkiego zużycia narzędzi i wahań średnicy otworu. Dodatkowo, organiczny, niepryzmatyczny kształt wymagał ciągłego ruchu w 5 osiach z zerowymi „śladami zatrzymania” w punktach przejścia między osiami, ponieważ zagrażałyby one integralności strukturalnej przy wysokim momencie obrotowym.
Nasze rozwiązanie inżynieryjne
Zaprogramowaliśmy ścieżki narzędzi, wykorzystując symultaniczne 5-osiowe frezowanie trochoidalne, aby utrzymać stałe obciążenie narzędzia. Aby zapewnić dokładność otworu H7, wykorzystaliśmy system sondy na podczerwień (Renishaw) do pomiaru otworu po obróbce zgrubnej i automatycznej regulacji offsetu narzędzia dla końcowego przejścia wykańczającego, kompensując zużycie narzędzia w czasie rzeczywistym.
H7Dopasowanie otworu
ZeroStopnie powierzchniowe
WysokiMoment obrotowy

Specyfikacja projektu
- TworzywoAl 5052-H32 (arkusz/płyta)
- WymógUszczelnienie IP67 i wykończenie przewodzące
- FunkcjaRowki na uszczelki EMI
Obudowa zewnętrznego nadajnika-odbiornika sygnału RF
Wyzwanie techniczne
Zewnętrzne obudowy elektroniczne wymagają idealnego uszczelnienia. Wąskie rowki na uszczelki (szerokość 1,5 mm) musiały być precyzyjnie obrobione na dużej powierzchni. Wszelkie zadziory lub nierówności w rowkach mogłyby obniżyć stopień wodoodporności IP67. Ponadto powierzchnia musiała zachować właściwości przewodzące, aby zapewnić ekranowanie EMI, a jednocześnie wytrzymać ponad 300 godzin działania mgły solnej.
Nasze rozwiązanie inżynieryjne
Użyliśmy specjalistycznych mikrofrezów z powłoką diamentową, aby uzyskać gładkie wykończenie rowków bezpośrednio z maszyny, eliminując konieczność ręcznego gratowania, które mogłoby uszkodzić krawędzie. Po obróbce nałożyliśmy żółtą powłokę chromianową (Alodine), która zapewnia barierę odporną na działanie mgły solnej, jednocześnie zachowując przewodność elektryczną powierzchni, co umożliwia uziemienie i ekranowanie RFI.
IP67Ocena
ponad 300 godzinMgiełka solna
Bez zadziorówRowki
Efektywny proces współpracy
Proste, niestandardowe części aluminiowe CNC
Wprowadź swoje części na rynek szybciej dzięki naszemu usprawnionemu i wysoce wydajnemu procesowi produkcji. Zajmujemy się złożonością, dzięki czemu Ty możesz skupić się na skalowaniu swojej marki.
01
Cytat i DFM
Prześlij pliki STP/DXF w celu natychmiastowej analizy cen i możliwości produkcji.
02
Optymalizacja projektu
Nasi inżynierowie udoskonalają projekt pod kątem opłacalności i szybkości produkcji.
03
Precyzyjna produkcja
Zaawansowany sprzęt i specjalistyczna inżynieria.
04
Walidacja jakości
Weryfikacja CMM i protokoły kontroli zgodne z normą ISO 9001.
05
Wykończenie i dostawa
Ostateczne wykończenie powierzchni, montaż i globalna wysyłka logistyczna.
Często zadawane pytania
Rozwiązywanie Twoich obaw
-
Jakie wykończenia powierzchni są dostępne po obróbce CNC aluminium?
Dostępne wykończenia obejmują anodowanie (bezbarwne, czarne, kolorowe), anodowanie twarde (typ III), śrutowanie, szczotkowanie, malowanie proszkowe, malowanie i galwanizację. Wybór zależy od odporności na korozję, odporności na zużycie, wyglądu i wymagań funkcjonalnych.
-
W jakich branżach stosuje się obróbkę CNC aluminium?
Obróbka CNC aluminium jest szeroko stosowana w przemyśle lotniczym, urządzeniach medycznych, elektronice, telekomunikacji, robotyce, systemach optycznych i laserowych, motoryzacji i nowych gałęziach przemysłu energetycznego.
-
Czy anodowanie wpływa na dokładność wymiarową?
Tak. Anodowanie polega na nałożeniu warstwy tlenku o grubości zazwyczaj 5–25 μm, z czego około 50% rośnie do wewnątrz, a 50% na zewnątrz. Kompensacja wymiarowa lub maskowanie są stosowane w krytycznych elementach, aby zachować ścisłe tolerancje.
-
Czy obróbka CNC aluminium jest zgodna z normami ISO 2768 lub ASME?
Tak. Obróbka CNC aluminium zazwyczaj odbywa się zgodnie z normą ISO 2768-m/f w zakresie tolerancji ogólnych oraz normą ASME Y14.5 w zakresie GD&T, chyba że na rysunku określono inaczej.
-
Który stop aluminium jest najlepszy do obróbki CNC?
6061 to najczęściej stosowany stop ze względu na doskonałą obrabialność i korzystny stosunek ceny do jakości. Inne dostępne opcje to 7075 o wysokiej wytrzymałości, 2024 o odporności na zmęczenie, 5052 o odporności na korozję oraz 6063 o lepszym wykończeniu powierzchni i przewodności cieplnej.
-
Jakie usługi obróbki aluminium i rozwiązania frezowania są dostępne?
Nasze usługi obejmują frezowanie CNC w 3–5 osiach, toczenie CNC, obróbkę tokarsko-frezarską, szybkie prototypowanie, produkcję małoseryjną i seryjną, optymalizację DFM oraz wykańczanie powierzchni.
-
Czy obróbkę blach można połączyć z obróbką CNC aluminium?
Tak. Obróbkę blachy i obróbkę CNC aluminium można połączyć, aby uzyskać kompletne zespoły, takie jak obudowy, ramy i moduły konstrukcyjne, co zwiększa spójność i skraca czas realizacji.
