Środki ostrożności dotyczące obróbki CNC
Obróbka CNC To jedna z najpewniejszych metod produkcji precyzyjnych części metalowych i plastikowych. Jest szeroko stosowana w robotyce, sprzęcie automatyki, urządzeniach medycznych, komponentach lotniczych, częściach samochodowych i maszynach przemysłowych. Jednak nawet w przypadku zaawansowanego sprzętu CNC, udana obróbka nie zależy wyłącznie od maszyny. Zależy ona również od prawidłowej analizy projektu, doboru materiałów, kontroli tolerancji, mocowania obrabianych przedmiotów, planowania ścieżki narzędzia, wykończenia powierzchni i kontroli.
Dla inżynierów, projektantów produktów i zespołów ds. zakupów zrozumienie najważniejszych środków ostrożności dotyczących obróbki CNC może pomóc w ograniczeniu ryzyka produkcyjnego, uniknięciu niepotrzebnych kosztów i zwiększeniu niezawodności dostaw. Szybki model jest dostawcą usług obróbki CNC z siedzibą w Shenzhen, oferującym klientom obsługę w zakresie obróbki CNC, obróbki wieloosiowej, wykańczania powierzchni, raportów z kontroli jakości, certyfikacji materiałów i kontroli pierwszego artykułu, gdy jest to wymagane.
1.Przed obróbką sprawdź projekt
Pierwszym krokiem w obróbce CNC jest dokładna analiza projektu przed rozpoczęciem produkcji. Model 3D może wyglądać poprawnie na ekranie, ale nie każdy element jest łatwy lub opłacalny w obróbce. Głębokie wgłębienia, cienkie ścianki, ostre narożniki wewnętrzne, bardzo małe otwory i skomplikowane podcięcia mogą wydłużyć czas obróbki, zwiększyć zużycie narzędzi i ryzyko produkcyjne.
Prawidłowy przegląd w ramach Projektu pod kątem Produkcji (Design for Manufacturing) powinien sprawdzić, czy część nadaje się do obróbki standardowymi narzędziami, czy kierunek ustawienia jest uzasadniony oraz czy po obróbce można sprawdzić krytyczne cechy. Jeśli część wymaga obróbki 5-osiowej, specjalnego oprzyrządowania lub narzędzi o długim zasięgu, należy to potwierdzić przed rozpoczęciem produkcji.
Aby uzyskać najlepsze rezultaty, klienci powinni zapewnić oba CAD 3D Pliki i rysunki 2D. Model 3D definiuje geometrię, natomiast rysunek 2D definiuje krytyczne tolerancje, gwinty, wykończenie powierzchni, gatunek materiału, obróbkę cieplną i wymagania dotyczące kontroli.

2. Wybierz odpowiedni materiał
Wybór materiału ma bezpośredni wpływ na trudność obróbki, koszt, wykończenie powierzchni i ostateczną wydajność. Stopy aluminium, takie jak 6061 i 7075 Są powszechnie stosowane do lekkich obudów, prototypów i elementów konstrukcyjnych. Stal nierdzewna zapewnia dobrą odporność na korozję, ale jest trudniejsza w obróbce niż aluminium. Tytan charakteryzuje się wysoką wytrzymałością i niską wagą, ale wymaga starannych parametrów skrawania ze względu na nagrzewanie i zużycie narzędzi. Tworzywa konstrukcyjne, takie jak WIDZIEĆ, ROCZNIE, Komputer I ZERKAĆ wymagają również różnych strategii obróbki w celu zmniejszenia odkształceń, topienia się lub powstawania zadziorów.
Przed obróbką mechaniczną należy potwierdzić gatunek materiału, twardość oraz wymagania dotyczące obróbki po obróbce. Na przykład anodowanie może nieznacznie wpłynąć na wymiary, a obróbka cieplna może powodować odkształcenia. Jeśli po obróbce powierzchniowej wymagane są wąskie tolerancje, należy to uwzględnić podczas planowania procesu.
3. Unikaj niepotrzebnych, ścisłych tolerancji
Jednym z częstych błędów w obróbce CNC jest stosowanie ścisłych tolerancji dla każdego wymiaru. Wąskie tolerancje wydłużają czas obróbki, czas kontroli i koszty. W wielu przypadkach tylko kilka wymiarów funkcjonalnych wymaga naprawdę wysokiej precyzji.
W przypadku wymiarów niekrytycznych obowiązują ogólne normy tolerancji, takie jak: ISO 2768 może pomóc zachować przejrzystość i praktyczność rysunków. Norma ISO 2768 jest powszechnie stosowana w celu uproszczenia ogólnych wskazań tolerancji dla wymiarów, które nie wymagają osobnych oznaczeń tolerancji.
W przypadku cech krytycznych zazwyczaj lepiej jest być bardziej precyzyjnym. Zamiast wszędzie dodawać ścisłe tolerancje liniowe, użyj GD&T, takie jak ASME Y14.5, aby kontrolować ważne cechy geometryczne, takie jak płaskość, równoległość, prostopadłość, koncentryczność czy rzeczywiste położenie. Pomaga to dostawcy obróbki zrozumieć, co naprawdę wpływa na działanie części i montaż, zamiast traktować każdy wymiar jako równie istotny. ASME opisuje normę Y14.5 jako kluczowy standard określający i interpretujący wymagania GD&T dotyczące rysunków technicznych i cyfrowych danych produktu.
Najlepsza praktyka jest prosta: tolerancje powinny być tak ścisłe, jak to konieczne, a nie tak ścisłe, jak to możliwe. Zbyt ścisłe tolerancje mogą zwiększyć koszty bez poprawy funkcjonalności części. Jasna komunikacja dotycząca tolerancji pomaga dostawcy obróbki skrawaniem dobrać odpowiedni proces, oprzyrządowanie, narzędzie i metodę kontroli.
4. Zwróć uwagę na grubość ścianki i sztywność części
Cienkie ścianki są trudne w obróbce, ponieważ mogą wibrować, odkształcać się lub przesuwać pod wpływem siły skrawania. Może to prowadzić do niskiej jakości wykończenia powierzchni, błędów wymiarowych, a nawet do odrzutów. Ryzyko jest wyższe podczas obróbki obudów aluminiowych, obudów elektronicznych, lekkich wsporników i elementów plastikowych.
Aby poprawić stabilność, inżynierowie powinni unikać niepotrzebnych cienkich ścianek, zwłaszcza gdy są one wysokie lub niepodparte. Jeśli wymagane są cienkie ścianki, dostawca CNC może zastosować lżejsze przejścia skrawania, specjalne oprzyrządowanie lub zmodyfikowane sekwencje obróbki. W niektórych przypadkach obróbka zgrubna, a następnie wykańczająca po usunięciu naprężeń, może poprawić stabilność wymiarową.
Sztywność części należy zawsze analizować w kontekście wymagań dotyczących tolerancji. Część cienkościenna o wąskich tolerancjach jest możliwa, ale wymaga dokładniejszej kontroli procesu.
5. Potwierdź strategię mocowania i konfiguracji
Mocowanie przedmiotu obrabianego jest jednym z najważniejszych czynników wpływających na dokładność obróbki CNC. Nawet zaawansowana maszyna CNC nie jest w stanie wytwarzać precyzyjnych detali, jeśli przedmiot obrabiany nie jest pewnie zamocowany. Niewłaściwe mocowanie może powodować drgania, ruch, odkształcenia i niespójność wymiarów.
Przed rozpoczęciem obróbki dostawca powinien określić sposób mocowania części, liczbę potrzebnych ustawień oraz powierzchnie, które będą wykorzystane jako punkty odniesienia. Części wielostronne mogą wymagać kilku ustawień, natomiast złożone komponenty mogą skorzystać z obróbki CNC w 5 osiach, aby zminimalizować błędy związane z ponownym pozycjonowaniem.
W przypadku części o wysokiej precyzji strategia bazowania jest szczególnie ważna. Bazy obróbkowe powinny być jak najbardziej zgodne z rysunkami i danymi z inspekcji. Zapewnia to spójność od obróbki do końcowej kontroli.
6. Wybierz odpowiednie narzędzia tnące i ścieżki narzędzi
Narzędzia skrawające i ścieżki narzędzi bezpośrednio wpływają na dokładność, gładkość powierzchni, wydajność obróbki i trwałość narzędzia. Średnica i długość narzędzia, powłoka, prędkość skrawania, posuw, głębokość skrawania i strategia chłodzenia powinny być dopasowane do materiału i geometrii.
Do obróbki głębokich wnęk mogą być potrzebne długie narzędzia, ale są one mniej sztywne i bardziej podatne na drgania. Małe narzędzia mogą obrabiać drobne detale, ale łatwiej je złamać i wymagają niższych parametrów skrawania. W przypadku małych promieni wewnętrznych średnica narzędzia musi być wystarczająco mała, aby uzyskać wymagany promień naroża.
Planowanie ścieżki narzędzia jest również kluczowe. Obróbka zgrubna usuwa najwięcej materiału, podczas gdy przejścia wykańczające kontrolują wymiary końcowe i jakość powierzchni. W przypadku części precyzyjnych, przejścia półwykańczające i wykańczające są często stosowane w celu poprawy dokładności i stabilności.
7.Kontrola ciepła, naprężeń i odkształceń
Podczas obróbki CNC cięcie generuje ciepło. Jeśli ciepło nie jest kontrolowane, może to wpłynąć na dokładność wymiarową, trwałość narzędzia i jakość powierzchni. Stal nierdzewna, tytan i tworzywa sztuczne są szczególnie wrażliwe na problemy związane z ciepłem.
Wewnętrzne naprężenia materiału mogą również powodować odkształcenia po jego usunięciu. Jest to powszechne w przypadku dużych płyt aluminiowych, elementów cienkościennych i konstrukcji asymetrycznych. Aby zmniejszyć ryzyko, dostawcy mogą używać materiału odprężonego, najpierw poddać element obróbce zgrubnej, pozwolić mu się ustabilizować, a następnie wykańczać krytyczne elementy.
Chłodziwo, parametry skrawania i kolejność obróbki należy dobrać odpowiednio do materiału. Dobra kontrola temperatury i naprężeń pomaga zachować spójność wymiarową i jakość powierzchni.
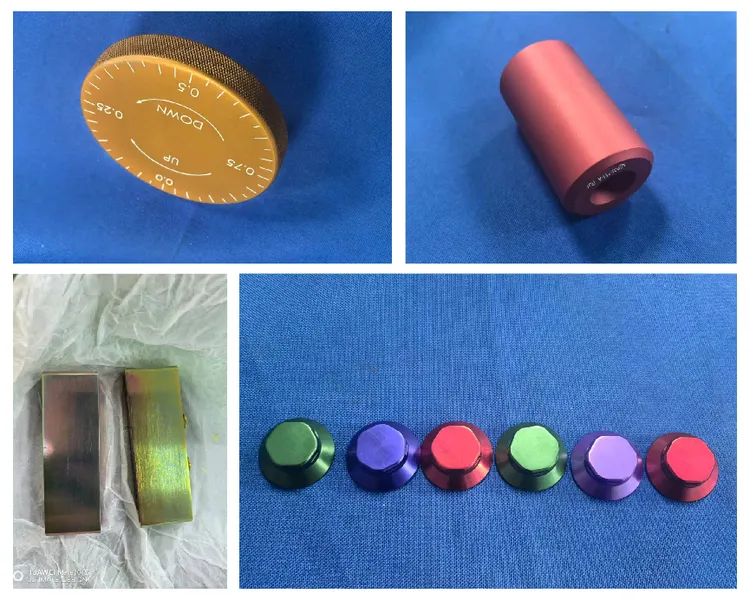
8. Zaplanuj wykończenie powierzchni na wczesnym etapie
Wykończenie powierzchni nie powinno być traktowane jako kwestia drugorzędna. Anodowanie, malowanie proszkowe, śrutowanie, polerowanie, pasywacja, powlekanie i malowanie mogą wpływać na wygląd, odporność na korozję i wymiary.
Na przykład anodowanie jest powszechnie stosowane w przypadku części aluminiowych, ale może nieznacznie zmieniać wymiary w zależności od grubości powłoki. Lakierowanie proszkowe zwiększa grubość powłoki niż anodowanie i należy je rozważyć w przypadku powierzchni styku, otworów gwintowanych i miejsc montażu. Jeśli część ma powierzchnie kosmetyczne, obszary te powinny być wyraźnie oznaczone na rysunku.
Gdy wymagane jest wykończenie powierzchni, klienci powinni określić kolor, fakturę, poziom połysku, obszary maskujące i akceptowalne standardy estetyczne.
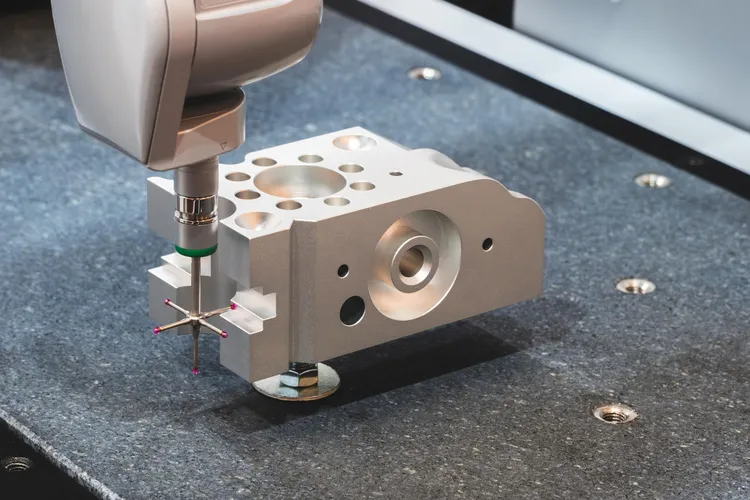
9. Zaplanuj kontrolę przed produkcją
Kontrolę jakości należy zaplanować przed rozpoczęciem obróbki. Dostawca powinien zrozumieć, które wymiary są krytyczne, jakie narzędzia kontrolne są wymagane i jaki format raportu jest potrzebny klientowi.
Do powszechnych metod kontroli należą suwmiarki, mikrometry, wskaźniki wysokości, wskaźniki gwintów, wskaźniki sworzniowe, Inspekcja CMM, inspekcję optyczną i badanie chropowatości powierzchni. W przypadku części o wysokiej precyzji lub krytycznych dla montażu, klienci mogą również zażądać raportów z kontroli pierwszego artykułu, pełnych raportów z kontroli wymiarowej, certyfikatów materiałowych lub dokumentacji dotyczącej wykończenia powierzchni.
Kontrola pierwszego artykułu jest szczególnie przydatna przed rozpoczęciem produkcji, ponieważ pozwala potwierdzić, że pierwsza obrobiona część jest zgodna z zatwierdzonym rysunkiem i że proces produkcyjny pozwala na stałe wytwarzanie zgodnych części. SAE AS9102 ustanawia wymogi dotyczące dokumentacji dla kontroli pierwszego artykułu, dzięki czemu FAI staje się ważnym punktem odniesienia w przypadku projektów wymagających przejrzystych zapisów jakości i możliwości śledzenia.
W przypadku projektów obróbki CNC, raporty z inspekcji i certyfikaty materiałowe to nie tylko dokumenty jakościowe; pomagają one również klientom w kontroli przychodzącej, weryfikacji montażu i akceptacji przez klienta końcowego. Rapid-Model zapewnia, że może zapewnić kontrolę pierwszego artykułu, raporty wymiarowe, certyfikaty materiałowe oraz wsparcie w zakresie kalibracji inspekcji, w zależności od wymagań projektu.
Wniosek
Obróbka CNC może wytwarzać wysoce precyzyjne i niezawodne części, ale tylko wtedy, gdy proces jest kontrolowany od przeglądu projektu do kontroli końcowej. Najważniejsze środki ostrożności obejmują sprawdzenie możliwości produkcyjnych, dobór odpowiedniego materiału, unikanie niepotrzebnych, ścisłych tolerancji, poprawę mocowania, dobór odpowiednich narzędzi, zarządzanie ciepłem i odkształceniami, planowanie wykończenia powierzchni oraz potwierdzenie wymagań kontroli.
W przypadku niestandardowych części obrabianych CNC celem jest nie tylko wykonanie części zgodnej z rysunkiem. Chodzi o to, aby część działała prawidłowo, była płynnie montowana i mogła być dostarczana w powtarzalnych warunkach.
Rapid-Model oferuje obróbkę CNC, obróbkę 5-osiową, wykańczanie powierzchni oraz wsparcie kontroli jakości z Shenzhen w Chinach. Jeśli opracowujesz złożone części metalowe lub plastikowe, nasz zespół inżynierów pomoże Ci przeanalizować rysunki, ocenić ryzyko produkcyjne i zaproponować praktyczne rozwiązania od prototypu do produkcji.
