Poza powierzchnią: kompleksowy przewodnik po znaczeniu i procesie anodowania
W nowoczesnym przemyśle trwałość i estetyka elementów metalowych często decydują o konkurencyjności produktu końcowego na rynku. Dyskutując o tym, jak poprawić właściwości powierzchni metali takich jak aluminium i tytan, anodowanie jest niewątpliwie jednym z najczęściej wspominanych procesów.
Czym jednak tak naprawdę jest anodowanie? Czym zasadniczo różni się od tradycyjnego malowania lub galwanizacji? Ten artykuł zabierze Cię w głąb mikroskopowego świata, aby kompleksowo przeanalizować jego podstawowe znaczenie, standardowe etapy obróbki i najnowsze trendy w anodowaniu. Niezależnie od tego, czy jesteś projektantem produktu, inżynierem, czy ekspertem ds. zaopatrzenia, ten przewodnik dostarczy Ci cennych informacji.
I. Prawdziwe znaczenie anodowania
Wielu błędnie uważa, że anodowanie to jedynie technika „barwienia” – jest to pogląd skrajnie jednostronny. Zasadniczo anodowanie nie „pokrywa” powierzchni materiału inną substancją. Zamiast tego, poprzez reakcję elektrochemiczną, powoduje spontaniczne narastanie gęstej warstwy tlenku bezpośrednio z powierzchni metalu.
Gdybyśmy mieli podsumować znaczenie anodowania w jednym zdaniu, brzmiałoby ono: przekształcenie naturalnych właściwości powierzchni metalu w niezniszczalną tarczę.
1. Konwersja elektrochemiczna z perspektywy mikroskopowej
W środowisku naturalnym aluminium wystawione na działanie powietrza tworzy niezwykle cienką warstwę tlenku naturalnego (około 0,01–0,1 µm), która jest bardzo podatna na uszkodzenia. Anodowanie przyspiesza tę reakcję poprzez zastosowanie prądu stałego w elektrolicie. Podstawową reakcję chemiczną można uprościć następująco:
2Al+3H₂O→Al₂O₃+3H₂
Ta sztucznie wytworzona warstwa tlenku glinu (Al₂O₃) może być setki, a nawet tysiące razy grubsza niż naturalna powłoka (zwykle od 5 do 100 µm). Co więcej, jest ona w pełni zintegrowana z metalem bazowym i nigdy nie odpryskuje ani nie odpada.
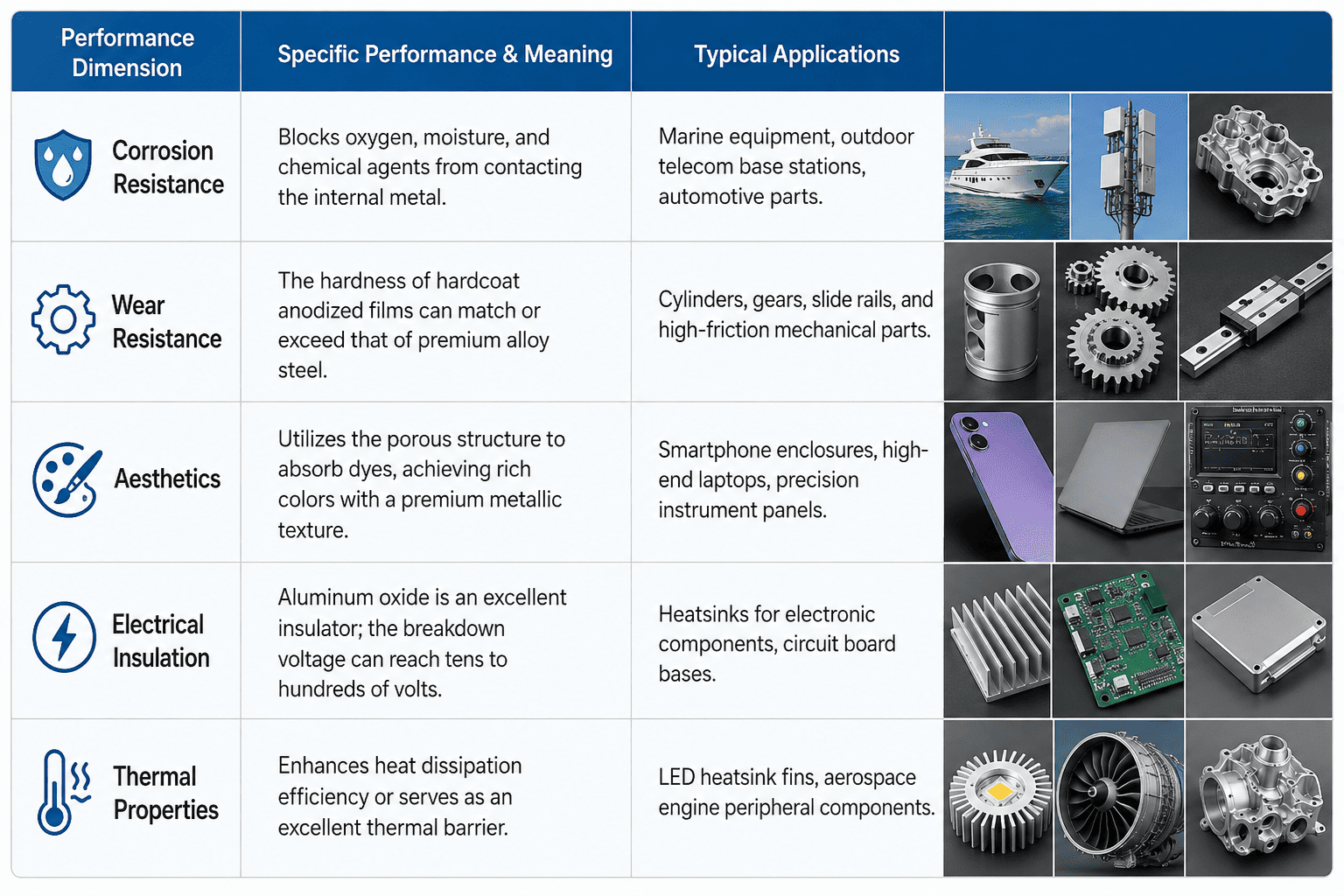
2. Podstawowa wartość anodowania wnoszona do produktów
W projektowaniu przemysłowym i produkcji mechanicznej znaczenie wyboru anodowania odzwierciedla się przede wszystkim w następujących pięciu wymiarach:II.
II. Standardowe etapy przetwarzania anodowania
Wysoka jakość efektów anodowania zależy od precyzyjnej kontroli każdego parametru procesu (temperatury, napięcia, gęstości prądu i czasu). Kompletna i profesjonalna linia produkcyjna do anodowania zazwyczaj składa się z czterech głównych etapów:
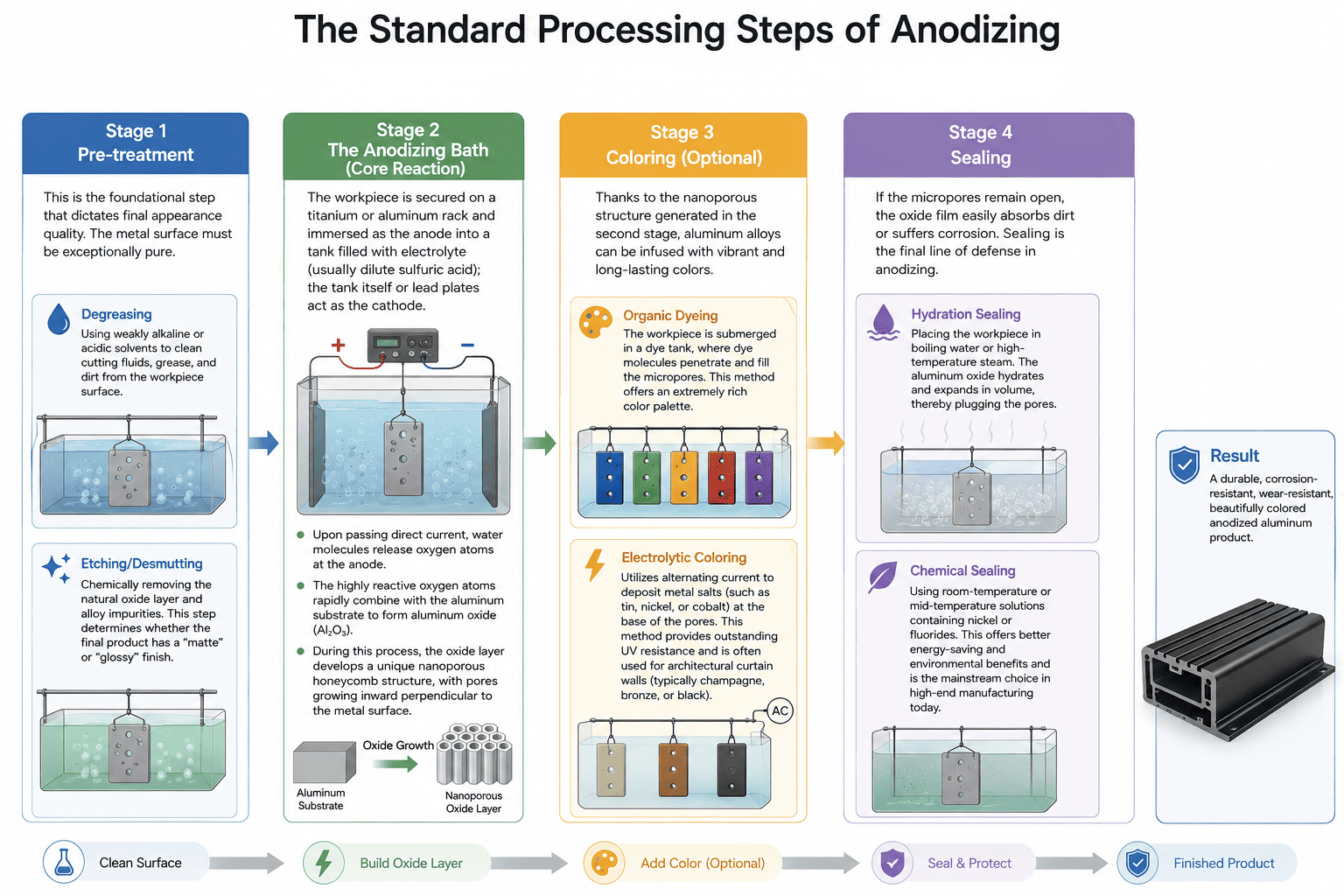
Etap 1: Wstępne leczenie
To fundamentalny krok, który decyduje o ostatecznej jakości wyglądu. Powierzchnia metalu musi być wyjątkowo czysta.
Odtłuszczanie: Użycie słabo alkalicznych lub kwaśnych rozpuszczalników do czyszczenia powierzchni przedmiotu obrabianego z płynów obróbkowych, smarów i brudu.
Trawienie/Usuwanie smug:Chemiczne usuwanie naturalnej warstwy tlenków i zanieczyszczeń stopu. Ten etap decyduje o tym, czy produkt końcowy będzie miał wykończenie „matowe”, czy „błyszczące”.
Etap 2: Kąpiel anodowa (reakcja rdzenia)
Przedmiot obrabiany mocowany jest na tytanowym lub aluminiowym stelażu i zanurzany jako anoda w zbiorniku wypełnionym elektrolitem (zazwyczaj rozcieńczonym kwasem siarkowym); sam zbiornik lub płyty ołowiane pełnią funkcję katody.
Pod wpływem przepływu prądu stałego cząsteczki wody uwalniają atomy tlenu na anodzie.
Wysoce reaktywne atomy tlenu szybko łączą się z podłożem aluminiowym, tworząc tlenek glinu (Al₂O₃).
W trakcie tego procesu warstwa tlenku tworzy unikalną nanoporowatą strukturę plastra miodu, w której pory rosną prostopadle do powierzchni metalu.
Etap 3: Kolorowanie [Opcjonalnie]
Dzięki nanoporowatej strukturze wytworzonej w drugim etapie możliwe jest barwienie stopów aluminium na żywe i trwałe kolory.
Barwienie organiczne: Przedmiot obrabiany zanurzany jest w zbiorniku z barwnikiem, gdzie cząsteczki barwnika wnikają i wypełniają mikropory. Ta metoda zapewnia niezwykle bogatą paletę barw.
Barwienie elektrolityczne: Wykorzystuje prąd przemienny do osadzania soli metali (takich jak cyna, nikiel lub kobalt) u podstawy porów. Metoda ta zapewnia doskonałą odporność na promieniowanie UV i jest często stosowana w architektonicznych ścianach osłonowych (zazwyczaj w kolorze szampańskim, brązowym lub czarnym).
Etap 4: Uszczelnianie
Jeśli mikropory pozostaną otwarte, warstwa tlenku łatwo wchłania brud lub ulega korozji. Uszczelnienie to ostatnia linia obrony w anodowaniu.
Uszczelnianie hydratacyjne: Umieszczenie przedmiotu obrabianego we wrzącej wodzie lub parze o wysokiej temperaturze. Tlenek glinu ulega uwodnieniu i zwiększa swoją objętość, zatykając pory.
Uszczelnianie chemiczne: Wykorzystanie roztworów o temperaturze pokojowej lub średniej zawierających nikiel lub fluorki. Zapewnia to większą oszczędność energii i korzyści środowiskowe i jest obecnie powszechnym wyborem w produkcji wysokiej klasy.
III. Rodzaje anodowania w nowoczesnym przemyśle
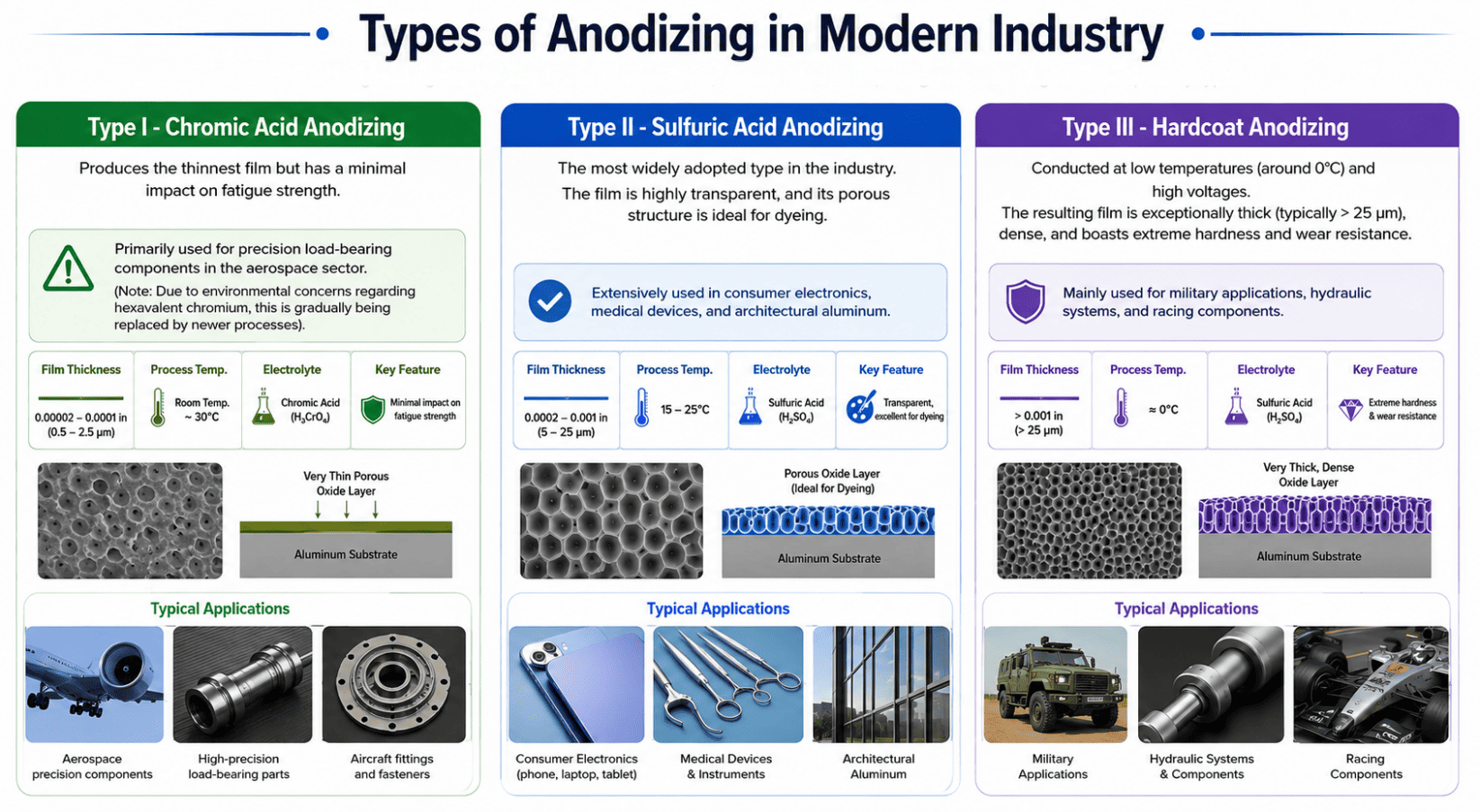
Aby sprostać zróżnicowanym wymaganiom inżynieryjnym, międzynarodowe standardy Normy (takie jak MIL-A-8625) dzielą anodowanie na trzy podstawowe typy:
Typ I - Anodowanie kwasem chromowym: Tworzy najcieńszą warstwę, ale ma minimalny wpływ na wytrzymałość zmęczeniową. Stosowany głównie do precyzyjnych elementów nośnych w sektorze lotniczym. (Uwaga: Ze względu na obawy dotyczące ochrony środowiska związane z chromem sześciowartościowym, jest on stopniowo zastępowany nowszymi procesami).
Typ II - Anodowanie kwasem siarkowym: Najpowszechniej stosowany rodzaj w branży. Folia jest wysoce przezroczysta, a jej porowata struktura idealnie nadaje się do barwienia. Szeroko stosowana w elektronice użytkowej, urządzeniach medycznych i aluminium architektonicznym.
Typ III – anodowanie twarde:Przeprowadzane w niskich temperaturach (około 0°C) i przy wysokim napięciu. Powstała powłoka jest wyjątkowo gruba (zwykle >25 µm), gęsta i charakteryzuje się ekstremalną twardością i odpornością na zużycie. Stosowane głównie w zastosowaniach wojskowych, układach hydraulicznych i podzespołach wyścigowych.
IV. Perspektywy branżowe: Przyszłe trendy w anodowaniu
W dobie szybkich iteracji technologicznych proces anodowania ciągle ewoluuje, aby spełniać coraz bardziej rygorystyczne wymogi przemysłowe i środowiskowe:
Utlenianie mikrołukowe (MAO): Znane również jako plazmowe utlenianie elektrolityczne (PEO). To zaawansowana technika, w której ekstremalne napięcia powodują mikrowyładowania łukowe na warstwie tlenkowej rosnącej in-situ. Tworzy ona ceramiczną powłokę kompozytową, zapewniającą metalom lekkim, takim jak magnez i tytan, niespotykaną dotąd odporność na korozję oraz właściwości izolacyjne.
Zielone przetwarzanie: Wraz z zaostrzeniem przepisów RoHS i REACH, tradycyjne metody obróbki metali ciężkich (takie jak chrom sześciowartościowy) oraz energochłonne procesy uszczelniania na gorąco są stopniowo wycofywane. Zastępuje je pasywacja bezchromowa, anodowanie niskonapięciowe oraz ekologiczne rozwiązania uszczelniania na zimno.
Funkcjonalne wykorzystanie nanoporów: Naukowcy i inżynierowie z najwyższej półki wykorzystują pory nanometryczne anodowanych powierzchni do wprowadzania środków smarnych (takich jak PTFE/teflon) w celu uzyskania powierzchni samosmarujących, a nawet środków przeciwdrobnoustrojowych w przypadku sprzętu medycznego najwyższej klasy.
Wniosek
Od zachwycających wykończeń elektroniki użytkowej po wytrzymałe obudowy statków głębinowych, znaczenie anodowania od dawna wykracza poza prostą „obróbkę powierzchni”. To idealne połączenie materiałoznawstwa i elektrochemii, zapewniające metalom odporność na upływ czasu i degradację pod wpływem środowiska.
Jeśli w Twoim kolejnym projekcie produkcyjnym potrzebujesz rozwiązania w zakresie obróbki powierzchni, które łączy w sobie estetykę, precyzję i najwyższą trwałość, anodowanie jest bez wątpienia najlepszym wyborem.
Szukasz niezawodnego precyzyjna produkcja i partnera w zakresie usług anodowania? Posiadamy wiodący w branży łańcuch dostaw Obróbka CNC i wykończenie powierzchni. Dzięki ścisłej kontroli tolerancji i dogłębnej znajomości różnych standardów anodowania (typ II / typ III), jesteśmy gotowi przekształcić Twoje plany projektowe w perfekcyjne produkty fizyczne. Skontaktuj się z naszym zespołem inżynierów już dziś, aby uzyskać bezpłatną wycenę projektu!
