Zasady i procesy obróbki elektroerozyjnej drutu

Obróbka elektroerozyjna drutowa, powszechnie znana jako drutowa obróbka elektroerozyjna lub WEDM, to proces o wysokiej precyzji, stosowany do cięcia materiałów przewodzących prąd elektryczny. W przeciwieństwie do frezowania czy toczenia, drutowa obróbka elektroerozyjna nie opiera się na mechanicznej sile cięcia. Materiał jest usuwany za pomocą kontrolowanych iskier elektrycznych generowanych między cienkim, poruszającym się drutem a przedmiotem obrabianym. Rozwiązania obróbkowe GF Opisuje drutową obróbkę elektroerozyjną jako proces, w którym iskra elektryczna powstaje pomiędzy dwoma przewodzącymi częściami: drutem tnącym i usuwanym materiałem.
Dzięki temu obróbka elektroerozyjna drutem jest skuteczna w przypadku twardych metali, cienkich elementów, ostrych narożników wewnętrznych i złożonych profili, które trudno obrabiać standardowymi narzędziami skrawającymi. Makino Zauważa, że elektroerozyjna obróbka elektroerozyjna nadaje się do materiałów przewodzących o dowolnej twardości i jest przydatna, gdy konwencjonalne frezowanie osiąga swoje granice. W przemyśle lotniczym, medycznym, motoryzacyjnym, robotyce, narzędziowym i przemysłowym, elektroerozyjna obróbka drutowa jest często wybierana, gdy dokładność, twardość materiału i geometria mają większe znaczenie niż wysoka prędkość usuwania materiału.
Na Szybki model, fabryka precyzyjnej produkcji z siedzibą w Shenzhen w Chinach, wykorzystuje drut EDM razem z Obróbka CNCToczenie CNC, frezowanie CNC, szlifowanie, obróbka blach, druk 3D i wykańczanie powierzchni w celu wsparcia projektów prototypowych i produkcji niskoseryjnej. Usługa obróbki CNC firmy Rapid-Model charakteryzuje się tolerancją do ±0,005 mm i ISO 9001 zarządzanie jakością.
Jak działa elektroerozja drutowa
Podstawową zasadą obróbki elektroerozyjnej drutowej jest elektroerozja iskrowa. Cienka elektroda drutowa, zazwyczaj mosiężna lub mosiężna powlekana, porusza się w sposób ciągły po zaprogramowanej ścieżce CNC. Drut i przedmiot obrabiany są oddzielone bardzo małą szczeliną i przepłukiwane. płyn dielektryczny, zazwyczaj woda dejonizowana. Po przyłożeniu napięcia następuje wyładowanie elektryczne w szczelinie. Iskra generuje intensywne, lokalne ciepło, topiąc lub odparowując mikroskopijną ilość materiału.
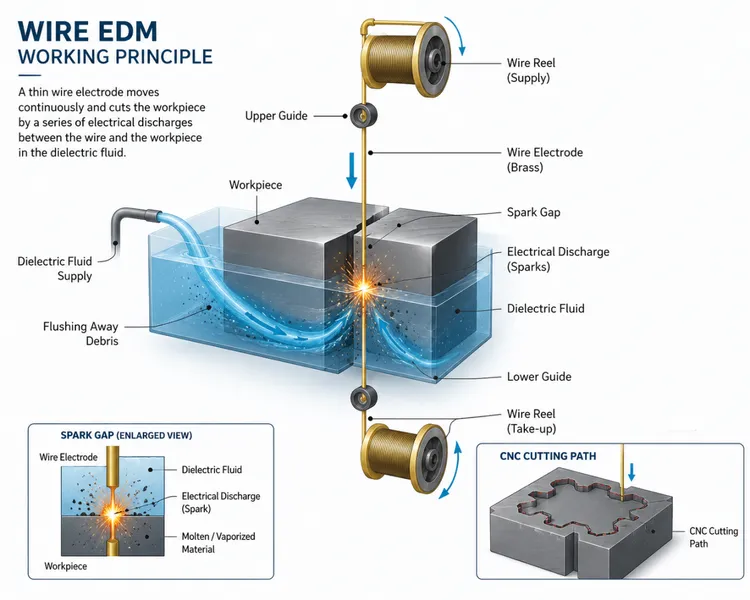
Drut nigdy nie styka się fizycznie z elementem. Po każdym wyładowaniu, płyn dielektryczny chłodzi obszar cięcia i wypłukuje zerodowane cząsteczki. Cykl ten powtarza się tysiące razy na sekundę, stopniowo nadając pożądany kształt. Ponieważ nie występuje bezpośrednie ciśnienie cięcia, drut EDM pozwala na tworzenie delikatnych elementów przy minimalnym naprężeniu mechanicznym i odkształceniu.
Główne kroki procesu obróbki elektroerozyjnej drutowej
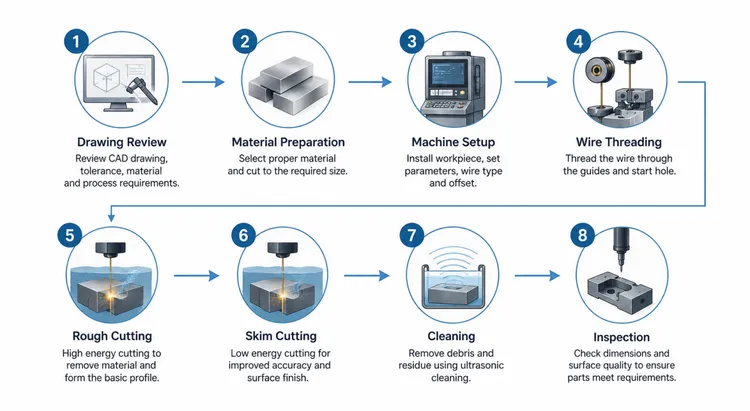
Przegląd projektu
Każdy projekt obróbki elektroerozyjnej drutem rozpoczyna się od analizy rysunku, modelu CAD, materiału, grubości, tolerancji, wykończenia powierzchni i wymagań funkcjonalnych. Inżynierowie sprawdzają, czy dana część nadaje się do obróbki elektroerozyjnej, czy też należy połączyć ją z obróbką CNC lub szlifowaniem.
Drutowa obróbka elektroerozyjna idealnie nadaje się do cięcia przelotowego, wąskich szczelin, precyzyjnych profili, materiałów utwardzonych i złożonej geometrii wewnętrznej. Materiał musi jednak być przewodzący, a profile wewnętrzne zazwyczaj wymagają otworu początkowego do nawlekania drutu.
Konfiguracja maszyny
Obrabiany przedmiot jest pewnie zamocowany na stole maszyny. Chociaż drutowa obróbka elektroerozyjna generuje bardzo niewielką siłę cięcia, stabilny zacisk jest nadal ważny dla dokładności. Operator wybiera rodzaj drutu, średnicę drutu, stan dielektryczny, ciśnienie płukania, strategię cięcia i parametry wyładowania.
Maszyna stosuje również kompensację przesunięcia drutu, ponieważ rzeczywista ścieżka cięcia jest szersza niż średnica drutu.
Cięcie i wykańczanie
Pierwsze przejście to zazwyczaj cięcie zgrubne, które usuwa główny materiał i formuje profil bazowy. Cięcie zgrubne wykorzystuje większą energię wyładowania i szybsze posuwy, więc jest wydajne, ale może pozostawić bardziej chropowatą powierzchnię i niewielką warstwę pod wpływem ciepła.
Stabilne płukanie jest niezwykle istotne, gdyż nieprawidłowe usuwanie zanieczyszczeń może zmniejszyć dokładność lub spowodować zerwanie przewodu.
Po cięciu zgrubnym, jedno lub kilka cięć wstępnych poprawia dokładność wymiarową i jakość powierzchni. Cięcia wstępne usuwają jedynie niewielką ilość materiału przy niższej energii wyładowania. Pomagają one zmniejszyć chropowatość powierzchni, usunąć warstwę przetopioną i zbliżyć element do ostatecznej tolerancji.
Po obróbce mechanicznej części są czyszczone i sprawdzane za pomocą mikrometrów, wysokościomierzy, maszyn współrzędnościowych i testerów chropowatości powierzchni.
Zalety obróbki elektroerozyjnej drutem
Elektrodrążarka drutowa umożliwia cięcie twardych materiałów przewodzących, takich jak hartowana stal narzędziowa, stal nierdzewna, stopy tytanu, węglik spiekany, stopy miedzi i stopy niklu. Jest to przydatne, gdy części wymagają obróbki cieplnej przed obróbką końcową.
Ponieważ proces jest bezkontaktowy, praktycznie nie występuje mechaniczna siła skrawania. Pomaga to chronić cienkie ścianki, delikatne detale i części, które mogłyby się odkształcić podczas obróbki konwencjonalnej.
Obróbka elektroerozyjna drutowa umożliwia również wykonywanie ostrych narożników wewnętrznych, wąskich rowków, małych promieni, skomplikowanych konturów i precyzyjnych profili przelotowych. Dzięki temu nadaje się do produkcji narzędzi, form, oprzyrządowania, przyrządów pomiarowych i precyzyjnych części produkcyjnych.
Ograniczenia obróbki elektroerozyjnej drutem
Elektrodrążarka drutowa jest wydajna, ale nie zawsze jest najbardziej ekonomiczną opcją. Działa tylko na materiałach przewodzących prąd elektryczny. Nieprzewodzące tworzywa sztuczne, ceramika i kompozyty nie nadają się do obróbki standardową elektrodrążarką drutową.
Jest to również generalnie wolniejsze niż frezowanie CNC w przypadku prostych kształtów w miękkich materiałach, takich jak aluminium. Jeśli element ma prostą geometrię i nie wymaga ostrych profili wewnętrznych ani bardzo ścisłych tolerancji, frezowanie CNC może być szybsze i bardziej ekonomiczne.
Kolejnym ograniczeniem jest geometria. Obróbka elektroerozyjna drutowa jest stosowana głównie do wycinania otworów przelotowych, a nie do wycinania kieszeni nieprzelotowych ani wnęk trójwymiarowych. Jeśli część wymaga głębokich kieszeni, gwintów, usuwania dużej ilości materiału lub skomplikowanych powierzchni o dowolnym kształcie, frezowanie CNC lub drążenie elektroerozyjne wgłębne może być bardziej odpowiednie.
Typowe zastosowania
Obróbka elektroerozyjna drutowa jest szeroko stosowana do produkcji precyzyjnych części wymagających ścisłych tolerancji i złożonych profili. Typowe zastosowania obejmują wkładki formujące, matryce do tłoczenia, matryce do wytłaczania, koła zębate, wielowypusty, rowki wpustowe, komponenty medyczne, części lotnicze i samochodowe, przyrządy kontrolne, przyrządy obróbkowe, oprzyrządowanie i cienkie elementy metalowe.

W wielu projektach elektroerozyjne wycinanie drutowe i obróbka CNC współpracują ze sobą. Frezowanie CNC pozwala usuwać materiał sypki i tworzyć ogólne kształty, natomiast elektroerozyjne wycinanie drutowe jest wykorzystywane do obróbki profili krytycznych, ostrych narożników i precyzyjnych cięć.
Dzięki takiemu łączonemu podejściu można zwiększyć dokładność, ograniczyć ryzyko i kontrolować całkowite koszty produkcji.
Dlaczego warto współpracować z Rapid-Model?
Rapid-Model zapewnia kompleksowe wsparcie produkcyjne dla klientów na całym świecie, od prototypowania po produkcję niskoseryjną. Nasze możliwości obejmują obróbkę CNC, elektroerozyjną elektrodrążenie drutowe, szlifowanie precyzyjne, obróbkę blach, druk 3D, formowanie wtryskowe, odlewanie ciśnieniowe, wykańczanie powierzchni oraz kontrolę jakości.
W przypadku projektów obróbki elektroerozyjnej drutowej nasz zespół inżynierów może przejrzeć Twoje rysunki i zalecić praktyczną trasę procesu w oparciu o materiał, tolerancję, geometrię, czas realizacji i koszty.
Wniosek
Obróbka elektroerozyjna drutem to precyzyjny, bezkontaktowy proces, który usuwa materiał przewodzący poprzez kontrolowaną erozję elektroiskrową. Jest to szczególnie przydatne w przypadku twardych materiałów, złożonych profili, ostrych krawędzi wewnętrznych oraz części, które nie tolerują mechanicznych naprężeń skrawania.
Prawidłowo zastosowana technologia obróbki elektroerozyjnej drutem pomaga inżynierom w produkcji niezawodnych, wysokiej jakości komponentów do wymagających zastosowań przemysłowych. W przypadku projektów obejmujących twarde metale, wąskie szczeliny, cienkie ścianki lub wąskie tolerancje, Szybki model może pomóc w ocenie właściwego procesu i zapewnić precyzyjne wsparcie produkcyjne od przeglądu inżynieryjnego do końcowej dostawy.