Precautions for CNC Machining
CNC machining is one of the most reliable manufacturing methods for producing high-precision metal and plastic parts. It is widely used in robotics, automation equipment, medical devices, aerospace components, automotive parts and industrial machinery. However, even with advanced CNC equipment, successful machining does not depend on the machine alone. It also depends on proper design review, material selection, tolerance control, workholding, toolpath planning, surface finishing and inspection.
For engineers, product developers and purchasing teams, understanding the key precautions for CNC machining can help reduce manufacturing risks, avoid unnecessary costs and improve delivery reliability. Rapid-Model is a Shenzhen-based CNC machining supplier supporting customers with CNC machining, multi-axis machining, surface finishing, quality inspection reports, material certifications and First Article Inspection when required.
1.Review the Design Before Machining
The first precaution in CNC machining is to review the design carefully before production begins. A 3D model may look correct on screen, but not every feature is easy or cost-effective to machine. Deep cavities, thin walls, sharp internal corners, very small holes and complex undercuts can increase machining time, tool wear and production risk.
A proper Design for Manufacturing review should check whether the part can be machined with standard tools, whether the setup direction is reasonable and whether critical features can be inspected after machining. If a part requires 5-axis machining, special fixtures or long-reach tools, this should be confirmed before production.
For best results, customers should provide both 3D CAD files and 2D drawings. The 3D model defines the geometry, while the 2D drawing defines critical tolerances, threads, surface finish, material grade, heat treatment and inspection requirements.

2.Choose the Right Material
Material selection has a direct impact on machining difficulty, cost, surface finish and final performance. Aluminum alloys such as 6061 and 7075 are commonly used for lightweight housings, prototypes and structural parts. Stainless steel provides good corrosion resistance but is harder to machine than aluminum. Titanium offers high strength and low weight, but it requires careful cutting parameters because of heat buildup and tool wear. Engineering plastics such as POM, PA, PC and PEEK also require different machining strategies to reduce deformation, melting or burrs.
Before machining, the material grade, hardness condition and post-treatment requirements should be confirmed. For example, anodizing may slightly affect dimensions, while heat treatment may cause deformation. If tight tolerances are required after surface treatment, this should be considered during process planning.
3.Avoid Unnecessary Tight Tolerances
One common mistake in CNC machining is applying tight tolerances to every dimension. Tight tolerances increase machining time, inspection time and cost. In many cases, only a few functional dimensions truly require high precision.
For non-critical dimensions, general tolerance standards such as ISO 2768 can help keep drawings clear and practical. ISO 2768 is commonly used to simplify general tolerance indications for dimensions that do not need individual tolerance callouts.
For critical features, it is usually better to be more specific. Instead of adding tight linear tolerances everywhere, use GD&T, such as ASME Y14.5, to control important geometric features like flatness, parallelism, perpendicularity, concentricity or true position. This helps the machining supplier understand what really affects part function and assembly, rather than treating every dimension as equally critical. ASME describes Y14.5 as a key standard for stating and interpreting GD&T requirements on engineering drawings and digital product data.
The best practice is simple: tolerances should be as tight as necessary, not as tight as possible. Overly strict tolerances may increase cost without improving part function. Clear tolerance communication helps the machining supplier choose the right process, fixture, tool and inspection method.
4.Pay Attention to Wall Thickness and Part Rigidity
Thin walls are difficult to machine because they can vibrate, deform or move under cutting force. This can lead to poor surface finish, dimensional errors or even rejected parts. The risk is higher when machining aluminum housings, electronic enclosures, lightweight brackets and plastic components.
To improve stability, engineers should avoid unnecessary thin walls, especially when they are tall or unsupported. If thin walls are required, the CNC supplier may use lighter cutting passes, special fixtures or adjusted machining sequences. In some cases, rough machining first and then finishing after stress release can improve dimensional stability.
Part rigidity should always be reviewed together with tolerance requirements. A thin-wall part with tight tolerances may be possible, but it requires more careful process control.
5.Confirm Workholding and Setup Strategy
Workholding is one of the most important factors in CNC machining accuracy. Even a high-end CNC machine cannot produce accurate parts if the workpiece is not held securely. Poor fixturing can cause vibration, movement, deformation and inconsistent dimensions.
Before machining, the supplier should determine how the part will be clamped, how many setups are needed and which surfaces will be used as datums. Multi-sided parts may require several setups, while complex components may benefit from 5-axis CNC machining to reduce repositioning errors.
For high-precision parts, datum strategy is especially important. The machining datums should match the drawing and inspection datums as closely as possible. This improves consistency from machining to final inspection.
6.Select Proper Cutting Tools and Toolpaths
Cutting tools and toolpaths directly affect accuracy, surface finish, machining efficiency and tool life. Tool diameter, tool length, coating, cutting speed, feed rate, depth of cut and coolant strategy should all match the material and geometry.
Long tools may be required for deep cavities, but they are less rigid and more likely to vibrate. Small tools can machine fine details, but they are easier to break and require slower cutting parameters. For tight internal radii, the tool diameter must be small enough to achieve the required corner radius.
Toolpath planning is also critical. Roughing removes most material efficiently, while finishing passes control final dimensions and surface quality. For precision parts, semi-finishing and finishing passes are often used to improve accuracy and stability.
7.Control Heat, Stress and Deformation
During CNC machining, cutting generates heat. If heat is not controlled, it may affect dimensional accuracy, tool life and surface finish. Stainless steel, titanium and plastics are especially sensitive to heat-related issues.
Internal material stress can also cause deformation after material removal. This is common in large aluminum plates, thin-wall parts and asymmetric structures. To reduce risk, suppliers may use stress-relieved material, rough machine the part first, allow it to stabilize and then finish machine critical features.
Coolant, cutting parameters and machining sequence should be selected according to the material. Good heat and stress control helps maintain dimensional consistency and surface quality.
8.Plan Surface Finishing Early
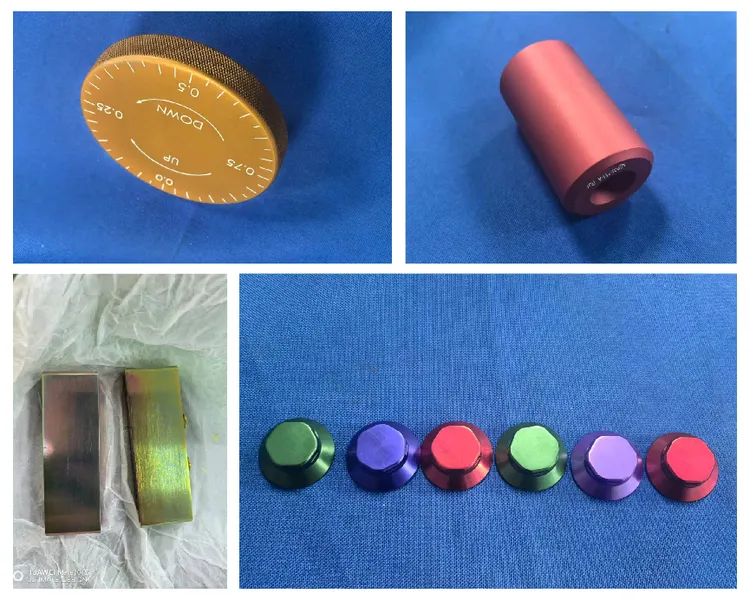
Surface finishing should not be treated as an afterthought. Anodizing, powder coating, bead blasting, polishing, passivation, plating and painting can all affect appearance, corrosion resistance and dimensions.
For example, anodizing is commonly used for aluminum parts, but it may slightly change dimensions depending on coating thickness. Powder coating adds more thickness than anodizing and should be considered for mating surfaces, threaded holes and assembly areas. If a part has cosmetic surfaces, these areas should be clearly marked on the drawing.
When surface finishing is required, customers should specify the color, texture, gloss level, masking areas and acceptable cosmetic standards.
9.Plan Inspection Before Production
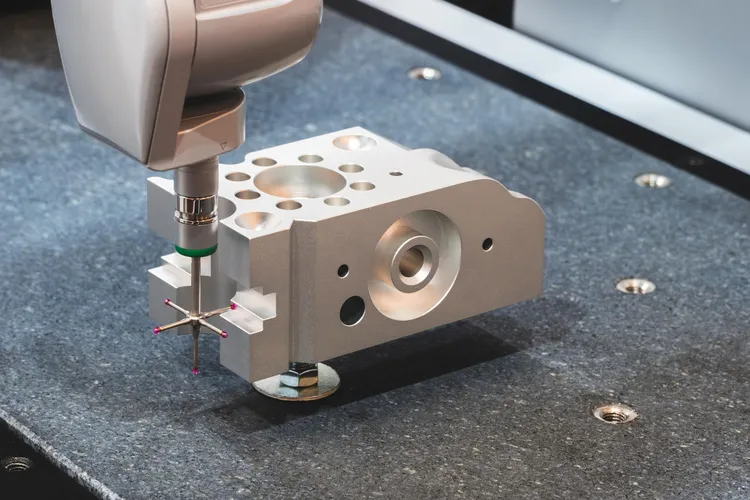
Quality control should be planned before machining begins. The supplier should understand which dimensions are critical, which inspection tools are required and what report format the customer needs.
Common inspection methods include calipers, micrometers, height gauges, thread gauges, pin gauges, CMM inspection, optical inspection and surface roughness testing. For high-precision or assembly-critical parts, customers may also request First Article Inspection reports, full dimensional inspection reports, material certificates or surface finish records.
A First Article Inspection is especially useful before full production because it helps confirm that the first machined part meets the approved drawing and that the production process can consistently produce conforming parts. SAE AS9102 establishes documentation requirements for First Article Inspection, making FAI an important reference for projects that require clear quality records and traceability.
For CNC machining projects, inspection reports and material certificates are not only quality documents; they also help customers with incoming inspection, assembly verification and end-customer approval. Rapid-Model states that it can provide First Article Inspection, dimensional reports, material certifications and calibrated inspection support depending on project requirements.
Conclusion
CNC machining can produce highly accurate and reliable parts, but only when the process is controlled from design review to final inspection. The most important precautions include checking manufacturability, choosing the right material, avoiding unnecessary tight tolerances, improving workholding, selecting proper tools, managing heat and deformation, planning surface finishing and confirming inspection requirements.
For custom CNC machined parts, the goal is not only to make a part that matches the drawing. The goal is to make a part that functions correctly, assembles smoothly and can be delivered consistently.
Rapid-Model provides CNC machining, 5-axis machining, surface finishing and quality inspection support from Shenzhen, China. If you are developing complex metal or plastic parts, our engineering team can help review your drawings, evaluate manufacturing risks and provide practical solutions from prototype to production.
