What Are the Advantages and Disadvantages of Thread Milling?
In modern CNC machining, thread milling has become an increasingly popular alternative to traditional tapping. As manufacturers continue demanding higher precision, better surface quality, and greater machining flexibility, thread milling offers significant advantages in producing high-quality internal and external threads.
However, despite its many benefits, thread milling is not always the best solution for every application. Factors such as production volume, hole size, material type, and machining cost must all be considered before choosing the right threading method.
This article explores the major advantages and disadvantages of thread milling and explains when it should be used in CNC manufacturing.
 What Is Thread Milling?
What Is Thread Milling?
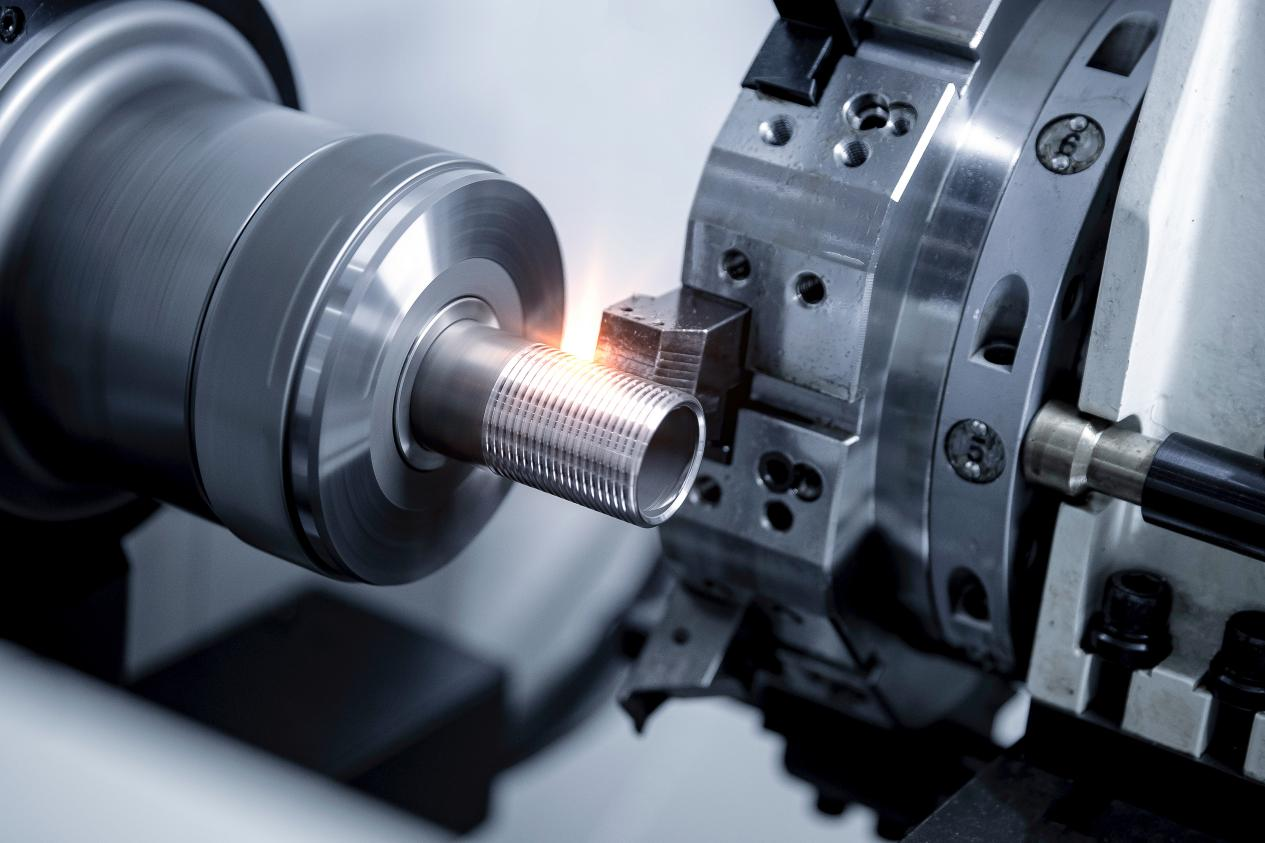
Thread milling is a machining process that uses a rotating cutting tool to create threads through a helical interpolation movement. Unlike tapping, where the tool size matches the thread diameter, a thread mill is usually smaller than the hole itself and gradually cuts the thread profile along a spiral toolpath.
Thread milling can be used for:
- Internal threads
- External threads
- Right-hand and left-hand threads
- Large diameter threads
- Custom thread forms
Because the process is controlled entirely by CNC programming, thread milling provides excellent precision and flexibility, especially for complex machining applications.
 Advantages of Thread Milling
Advantages of Thread Milling
1. Excellent Flexibility
One of the biggest advantages of thread milling is its versatility. A single thread mill can often machine multiple thread diameters as long as the pitch remains the same. This reduces the number of tools required and lowers tooling inventory costs.
In addition, thread milling allows manufacturers to easily produce custom thread profiles, oversized threads, or non-standard threads that may be difficult to achieve with conventional taps.
For machine shops handling a wide variety of projects, this flexibility becomes a major advantage.
2. Better Performance on Hard Materials
Thread milling performs exceptionally well on difficult-to- machine materials such as:
- Stainless steel
- Titanium
- Hardened steel
- Inconel
- Nickel alloys
Compared with tapping, thread milling generates lower cutting forces, which significantly reduces the risk of tool breakage. This is especially important when machining expensive aerospace or medical components where damaged parts can result in high production losses.
The lower cutting pressure also improves machining stability and helps extend tool life.
3. Superior Chip Control
Chip evacuation is one of the most common problems during threading operations, particularly in blind holes. Tapping often produces long chips that become trapped inside the hole, increasing the risk of poor thread quality or broken tools.
Thread milling solves this problem by producing smaller chips and removing them gradually during the helical cutting motion.
Better chip control provides several important benefits:
- Reduced tool wear
- Improved surface finish
- Lower scrap rates
- More stable machining performance
For deep holes or difficult materials, this advantage becomes extremely valuable.
 4. Higher Precision and Surface Quality
4. Higher Precision and Surface Quality
Since thread milling is fully CNC-controlled, it offers excellent dimensional accuracy and repeatability. Operators can fine-tune thread size simply by adjusting tool offsets without changing the cutting tool itself.
Compared with tapping, thread milling typically provides:
- More accurate thread dimensions
- Better thread consistency
- Smoother surface finishes
- Improved thread engagement
This makes thread milling ideal for industries requiring tight tolerances and high precision, such as aerospace, automotive, robotics, and medical manufacturing.
5. Lower Risk of Scrap
A broken tap inside a workpiece can often ruin an expensive part entirely. Removing a broken tap is time-consuming, difficult, and sometimes impossible.
With thread milling, the cutting tool is smaller than the thread diameter, meaning broken tools are usually easier to remove without damaging the component.
This significantly reduces the risk of scrapping costly workpieces and improves overall production reliability.
6. Ideal for Large Diameter Threads
As thread size increases, tapping becomes more difficult because large taps require extremely high torque and become expensive to replace.
Thread milling is often a more economical and practical solution for large threads because it requires lower spindle load and provides greater machining stability.
For large industrial components, thread milling is usually the preferred threading method.
Disadvantages of Thread Milling
1. Slower Than Tapping
Despite its many benefits, thread milling is generally slower than tapping for standard threads and high-volume production.
Tapping can complete threads in a single operation, while thread milling usually requires helical toolpaths and sometimes multiple cutting passes.
For mass production of simple threaded holes, tapping may still provide better efficiency and lower cycle times.
2. Requires Advanced CNC Machines
Thread milling requires CNC machines capable of helical interpolation and accurate multi-axis control. Older or less advanced machines may not support the process effectively.
In addition, successful thread milling often depends on:
- High spindle accuracy
- Stable machine rigidity
- Advanced CAM programming
- Experienced CNC operators
This can increase equipment investment and setup complexity.
3. More Complex Programming
Compared with standard tapping cycles, thread milling toolpaths are more complicated to program.
Machinists must carefully control:
- Thread pitch
- Helical movement
- Feed rates
- Cutter compensation
- Entry and exit paths
Improper programming may result in incorrect thread dimensions, poor finishes, or tool breakage.
For shops without experienced CNC programmers, thread milling may require additional training and setup time.
4. Limitations for Very Small Threads
Thread milling is not always suitable for extremely small holes. Small thread mills can become fragile and difficult to control, especially in deep-hole applications.
For miniature threads, tapping often remains the simpler and more practical solution.
Thread Milling vs Tapping
Both thread milling and tapping have their own advantages, and the best choice depends on the application.
Thread milling is typically preferred when:
- Machining hard materials
- Producing large threads
- Creating custom thread profiles
- Reducing scrap risk
- Requiring high precision
Tapping is usually better for:
- High-volume production
- Standard thread sizes
- Faster machining cycles
- Lower programming complexity
Choosing the correct threading method can significantly improve machining efficiency, product quality, and manufacturing cost.
Conclusion
Thread milling offers outstanding flexibility, precision, and reliability in modern CNC machining. Its advantages in hard materials, chip control, thread quality, and scrap reduction make it an essential process for many high-precision manufacturing industries.
Although thread milling requires more advanced equipment and programming compared with tapping, its long-term benefits often outweigh the disadvantages, especially for complex or high-value components.
As CNC technology continues to evolve, thread milling is expected to play an even more important role in precision manufacturing and advanced engineering applications.
