Precauciones para el mecanizado CNC
Mecanizado CNC Es uno de los métodos de fabricación más fiables para producir piezas metálicas y plásticas de alta precisión. Se utiliza ampliamente en robótica, equipos de automatización, dispositivos médicos, componentes aeroespaciales, piezas de automoción y maquinaria industrial. Sin embargo, incluso con equipos CNC avanzados, un mecanizado exitoso no depende únicamente de la máquina. También depende de una revisión de diseño adecuada, la selección del material, el control de tolerancias, la sujeción de la pieza, la planificación de la trayectoria de la herramienta, el acabado superficial y la inspección.
Para los ingenieros, desarrolladores de productos y equipos de compras, comprender las precauciones clave para el mecanizado CNC puede ayudar a reducir los riesgos de fabricación, evitar costes innecesarios y mejorar la fiabilidad de las entregas. Modelo rápido Es un proveedor de mecanizado CNC con sede en Shenzhen que ofrece a sus clientes servicios de mecanizado CNC, mecanizado multieje, acabado de superficies, informes de inspección de calidad, certificaciones de materiales e inspección del primer artículo cuando sea necesario.
1. Revisar el diseño antes del mecanizado.
La primera precaución en el mecanizado CNC es revisar cuidadosamente el diseño antes de comenzar la producción. Un modelo 3D puede verse correcto en pantalla, pero no todas las características son fáciles o rentables de mecanizar. Cavidades profundas, paredes delgadas, esquinas internas afiladas, orificios muy pequeños y socavados complejos pueden aumentar el tiempo de mecanizado, el desgaste de las herramientas y el riesgo de producción.
Una revisión adecuada del diseño para la fabricación debe comprobar si la pieza se puede mecanizar con herramientas estándar, si la dirección de configuración es razonable y si las características críticas se pueden inspeccionar después del mecanizado. Si una pieza requiere mecanizado de 5 ejes, fijaciones especiales o herramientas de largo alcance, esto debe confirmarse antes de la producción.
Para obtener mejores resultados, los clientes deben proporcionar ambos CAD 3D Archivos y dibujos 2D. El modelo 3D define la geometría, mientras que el dibujo 2D define las tolerancias críticas, las roscas, el acabado superficial, el grado del material, el tratamiento térmico y los requisitos de inspección.

2. Elija el material adecuado.
La selección del material tiene un impacto directo en la dificultad de mecanizado, el costo, el acabado superficial y el rendimiento final. Las aleaciones de aluminio como 6061 y 7075 Se utilizan comúnmente para carcasas ligeras, prototipos y piezas estructurales. El acero inoxidable proporciona una buena resistencia a la corrosión, pero es más difícil de mecanizar que el aluminio. El titanio ofrece alta resistencia y bajo peso, pero requiere parámetros de corte cuidadosos debido a la acumulación de calor y al desgaste de la herramienta. Plásticos de ingeniería como VER, Pensilvania, ordenador personal y OJEADA También requieren diferentes estrategias de mecanizado para reducir la deformación, la fusión o las rebabas.
Antes del mecanizado, se deben confirmar el grado del material, su dureza y los requisitos de postratamiento. Por ejemplo, el anodizado puede afectar ligeramente las dimensiones, mientras que el tratamiento térmico puede causar deformación. Si se requieren tolerancias estrictas después del tratamiento superficial, esto debe tenerse en cuenta durante la planificación del proceso.
3. Evite tolerancias innecesariamente estrictas.
Un error común en el mecanizado CNC es aplicar tolerancias muy estrictas a todas las dimensiones. Las tolerancias estrictas aumentan el tiempo de mecanizado, el tiempo de inspección y el costo. En muchos casos, solo unas pocas dimensiones funcionales requieren realmente alta precisión.
Para dimensiones no críticas, se utilizan normas de tolerancia generales como: ISO 2768 Puede ayudar a que los dibujos sean claros y prácticos. La norma ISO 2768 se utiliza habitualmente para simplificar las indicaciones generales de tolerancia para dimensiones que no requieren indicaciones de tolerancia individuales.
Para características críticas, suele ser mejor ser más específico. En lugar de agregar tolerancias lineales estrictas en todas partes, utilice GD&T, como ASME Y14.5Para controlar características geométricas importantes como la planitud, el paralelismo, la perpendicularidad, la concentricidad o la posición real. Esto ayuda al proveedor de mecanizado a comprender qué afecta realmente al funcionamiento y al ensamblaje de la pieza, en lugar de considerar todas las dimensiones como igualmente críticas. ASME describe la norma Y14.5 como un estándar clave para establecer e interpretar los requisitos de GD&T en los planos de ingeniería y los datos digitales del producto.
La mejor práctica es sencilla: las tolerancias deben ser lo más estrictas posible, no lo más estrictas que se pueda. Unas tolerancias demasiado estrictas pueden aumentar los costes sin mejorar el funcionamiento de la pieza. Una comunicación clara sobre las tolerancias ayuda al proveedor de mecanizado a elegir el proceso, el dispositivo de fijación, la herramienta y el método de inspección adecuados.
4. Preste atención al espesor de la pared y a la rigidez de la pieza.
Las paredes delgadas son difíciles de mecanizar porque pueden vibrar, deformarse o moverse bajo la fuerza de corte. Esto puede provocar un acabado superficial deficiente, errores dimensionales o incluso piezas defectuosas. El riesgo es mayor al mecanizar carcasas de aluminio, cajas electrónicas, soportes ligeros y componentes de plástico.
Para mejorar la estabilidad, los ingenieros deben evitar paredes innecesariamente delgadas, especialmente cuando son altas o no cuentan con soporte. Si se requieren paredes delgadas, el proveedor de CNC puede utilizar pasadas de corte más ligeras, fijaciones especiales o secuencias de mecanizado ajustadas. En algunos casos, realizar primero un desbaste y luego un acabado tras la liberación de tensiones puede mejorar la estabilidad dimensional.
La rigidez de la pieza siempre debe revisarse junto con los requisitos de tolerancia. Si bien es posible fabricar una pieza de pared delgada con tolerancias estrictas, esto requiere un control de proceso más riguroso.
5. Confirmar la estrategia de sujeción y configuración de la pieza.
La sujeción de la pieza es uno de los factores más importantes para la precisión en el mecanizado CNC. Incluso una máquina CNC de alta gama no puede producir piezas precisas si la pieza no está sujeta de forma segura. Una sujeción deficiente puede provocar vibraciones, movimientos, deformaciones y dimensiones inconsistentes.
Antes del mecanizado, el proveedor debe determinar cómo se sujetará la pieza, cuántos ajustes se necesitan y qué superficies se utilizarán como referencia. Las piezas con múltiples caras pueden requerir varios ajustes, mientras que los componentes complejos pueden beneficiarse del mecanizado CNC de 5 ejes para reducir los errores de reposicionamiento.
Para piezas de alta precisión, la estrategia de referencias es especialmente importante. Las referencias de mecanizado deben coincidir lo más posible con las del plano y las de inspección. Esto mejora la consistencia desde el mecanizado hasta la inspección final.
6. Seleccione las herramientas de corte y las trayectorias de herramienta adecuadas.
Las herramientas de corte y sus trayectorias influyen directamente en la precisión, el acabado superficial, la eficiencia del mecanizado y la vida útil de la herramienta. El diámetro, la longitud, el recubrimiento, la velocidad de corte, la velocidad de avance, la profundidad de corte y la estrategia de refrigeración deben ser adecuados para el material y la geometría.
Para cavidades profundas pueden ser necesarias herramientas largas, pero son menos rígidas y más propensas a vibrar. Las herramientas pequeñas permiten mecanizar detalles finos, pero son más propensas a romperse y requieren parámetros de corte más lentos. Para radios internos reducidos, el diámetro de la herramienta debe ser lo suficientemente pequeño como para lograr el radio de esquina requerido.
La planificación de la trayectoria de la herramienta también es fundamental. El desbaste elimina la mayor parte del material de forma eficiente, mientras que las pasadas de acabado controlan las dimensiones finales y la calidad de la superficie. Para piezas de precisión, se suelen utilizar pasadas de semiacabado y acabado para mejorar la exactitud y la estabilidad.
7. Controlar el calor, la tensión y la deformación.
Durante el mecanizado CNC, el corte genera calor. Si este calor no se controla, puede afectar la precisión dimensional, la vida útil de la herramienta y el acabado superficial. El acero inoxidable, el titanio y los plásticos son especialmente sensibles a los problemas relacionados con el calor.
Las tensiones internas del material también pueden provocar deformaciones tras la eliminación de material. Esto es frecuente en grandes placas de aluminio, piezas de paredes delgadas y estructuras asimétricas. Para reducir el riesgo, los proveedores pueden utilizar material con alivio de tensiones, realizar un mecanizado preliminar de la pieza, dejar que se estabilice y, a continuación, mecanizar las características críticas.
El refrigerante, los parámetros de corte y la secuencia de mecanizado deben seleccionarse según el material. Un buen control del calor y las tensiones ayuda a mantener la consistencia dimensional y la calidad de la superficie.
8. Planificar el acabado de la superficie desde el principio
El acabado superficial no debe considerarse un aspecto secundario. El anodizado, el recubrimiento en polvo, el granallado, el pulido, la pasivación, el galvanizado y la pintura pueden afectar la apariencia, la resistencia a la corrosión y las dimensiones.
Por ejemplo, el anodizado se usa comúnmente para piezas de aluminio, pero puede alterar ligeramente las dimensiones según el espesor del recubrimiento. El recubrimiento en polvo añade más espesor que el anodizado y debe considerarse para superficies de contacto, orificios roscados y áreas de ensamblaje. Si una pieza tiene superficies de acabado, estas áreas deben estar claramente marcadas en el plano.
Cuando se requiera un acabado superficial, los clientes deberán especificar el color, la textura, el nivel de brillo, las zonas a enmascarar y los estándares estéticos aceptables.
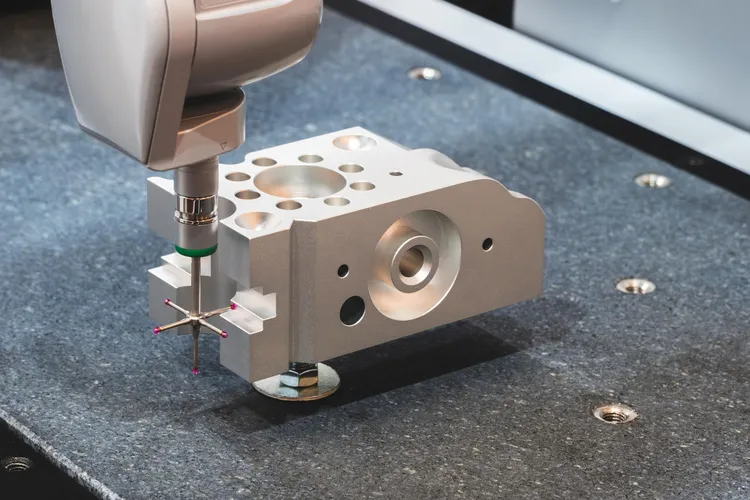
9. Planificar la inspección antes de la producción.
El control de calidad debe planificarse antes de que comience el mecanizado. El proveedor debe comprender qué dimensiones son críticas, qué herramientas de inspección se requieren y qué formato de informe necesita el cliente.
Los métodos de inspección comunes incluyen calibradores, micrómetros, medidores de altura, medidores de rosca, medidores de pasadores, Inspección CMMInspección óptica y pruebas de rugosidad superficial. Para piezas de alta precisión o de importancia crítica para el ensamblaje, los clientes también pueden solicitar informes de inspección del primer artículo, informes completos de inspección dimensional, certificados de materiales o registros de acabado superficial.
La inspección de la primera pieza resulta especialmente útil antes de la producción en serie, ya que ayuda a confirmar que la primera pieza mecanizada cumple con el plano aprobado y que el proceso de producción puede generar piezas conformes de forma consistente. SAE AS9102 Establece los requisitos de documentación para la Inspección del Primer Artículo, lo que convierte a la FAI en una referencia importante para los proyectos que requieren registros de calidad claros y trazabilidad.
En los proyectos de mecanizado CNC, los informes de inspección y los certificados de materiales no solo son documentos de calidad, sino que también ayudan a los clientes con la inspección de entrada, la verificación del ensamblaje y la aprobación del cliente final. Rapid-Model afirma que puede proporcionar inspección de primera pieza, informes dimensionales, certificaciones de materiales y asistencia para inspección calibrada, según los requisitos del proyecto.
Conclusión
Mecanizado CNC Se pueden fabricar piezas de gran precisión y fiabilidad, pero solo si el proceso se controla desde la revisión del diseño hasta la inspección final. Las precauciones más importantes incluyen comprobar la viabilidad de la fabricación, elegir el material adecuado, evitar tolerancias innecesariamente estrictas, mejorar la sujeción de las piezas, seleccionar las herramientas apropiadas, gestionar el calor y la deformación, planificar el acabado superficial y confirmar los requisitos de inspección.
En el caso de las piezas mecanizadas por CNC a medida, el objetivo no es solo fabricar una pieza que coincida con el plano. El objetivo es fabricar una pieza que funcione correctamente, se ensamble sin problemas y se pueda entregar de forma consistente.
Rapid-Model ofrece servicios de mecanizado CNC, mecanizado de 5 ejes, acabado de superficies y control de calidad desde Shenzhen, China. Si está desarrollando piezas complejas de metal o plástico, nuestro equipo de ingeniería puede ayudarle a revisar sus planos, evaluar los riesgos de fabricación y ofrecerle soluciones prácticas, desde el prototipo hasta la producción.
