| Parámetro del proceso | Capacidad técnica |
|---|---|
| Fuerza de sujeción | De 160 a 1200 toneladas (cámara fría y cámara caliente) |
| Peso de los perdigones (aluminio) | De 0,1 kg a 8,5 kg (cucharón automático) |
| Tolerancia de fundición estándar | ISO 8062-3 (grado CT5 – CT7) | ±0,15 mm por 100 mm |
| Estándares de herramientas | Acero H13, 1.2344 o Dievar; bases LKM estándar o personalizadas. |
| Grado de acabado superficial | Ra 0,8 a 3,2 μm (tal como se obtiene); SPI-C1 a A2 (postprocesado) |
| Aleaciones disponibles | Aluminio (ADC12, A380), Zinc (Grados 3, 5), Magnesio (AZ91D) |
| Mecanizado secundario | Fresado CNC de alta velocidad (4 ejes), roscado y mandrinado de precisión |
| Garantía de calidad | Detección de porosidad por rayos X, análisis mediante espectrómetro y validación de CMM. |
Fundición a presión personalizada de alta calidad para piezas metálicas
Ofrecemos soluciones personalizadas de fundición a presión para aluminio, zinc y magnesio, combinando herramientas de precisión con una producción estable y de alto volumen. Nuestro proceso optimizado garantiza piezas fiables y rentables que aceleran el desarrollo de sus productos y fortalecen su marca.

ISO 9001
Certificado de calidad
5-15 días
Plazo de entrega típico
24 horas
Cotización rápida
±0,01 mm
Tolerancia
Aleaciones para fundición a presión
Materiales de fundición de grado industrial
Utilizamos aleaciones no ferrosas de primera calidad, seleccionadas específicamente para la fundición a alta presión, lo que garantiza una estabilidad dimensional superior, una excelente disipación del calor y una gran integridad estructural para piezas de vital importancia.
Aleaciones de fundición de aluminio
El estándar de la industria para componentes ligeros y de alta resistencia. Excelente conductividad térmica y resistencia a la corrosión para aplicaciones automotrices y de vivienda.
ADC12 / A380
A360 (Alta corrosión)
AlSi12
Aleaciones de magnesio
Material de densidad extremadamente baja que ofrece la mejor relación resistencia-peso. Ideal para dispositivos electrónicos portátiles y componentes aeroespaciales donde cada gramo cuenta.
AZ91D
AM60B
Aleaciones de alta amortiguación
Zinc y aleaciones
Su fluidez superior permite obtener paredes más delgadas y tolerancias de alta precisión. Ofrece características de recubrimiento excepcionales y una alta resistencia al impacto.
Cargas 3 / Cargas 5
ZA-8 / ZA-27
Zinc de alta precisión
Aleaciones para la gestión térmica
Grados de aluminio especializados con contenido de silicio optimizado para maximizar la transferencia de calor en carcasas de LED y disipadores de calor de fuentes de alimentación.
Alta temperatura (AlSi9)
Aleaciones con bajo contenido de cobre
Grados conductores
Aleaciones dúctiles y estructurales
Diseñado para componentes que requieren una alta elongación y absorción de energía, evitando fallas frágiles en conjuntos automotrices con clasificación de seguridad.
Silafont-36
Castasil-37
Grados tratables térmicamente
Opciones de tratamiento de superficie
Procesos secundarios integrales para mejorar el atractivo estético, la resistencia a la corrosión por niebla salina y la dureza superficial de los componentes fundidos.
Recubrimiento electroforético / Recubrimiento en polvo
Anodizado (Tipo II/III)
Conversión de cromato
Exposición de piezas fundidas a presión
Piezas fundidas a presión de alto rendimiento
Rapid Model ofrece prototipos de alto rendimiento y piezas de calidad de producción utilizando tecnología avanzada de fundición a presión, lo que acorta significativamente sus ciclos de fabricación.
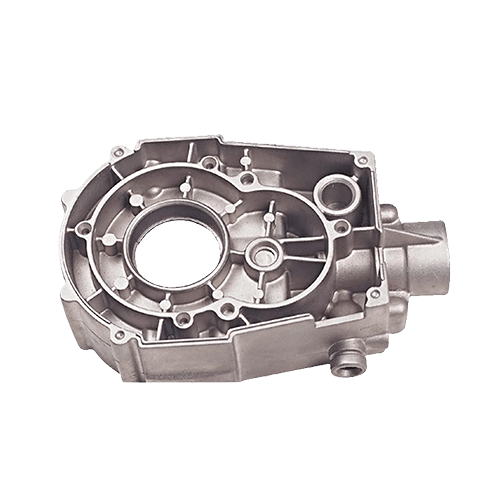
Carcasa del motor
Partes cilíndricas
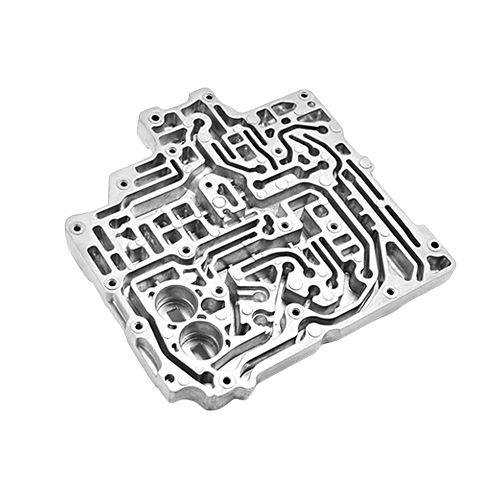
Cuerpo de la válvula de control hidráulico
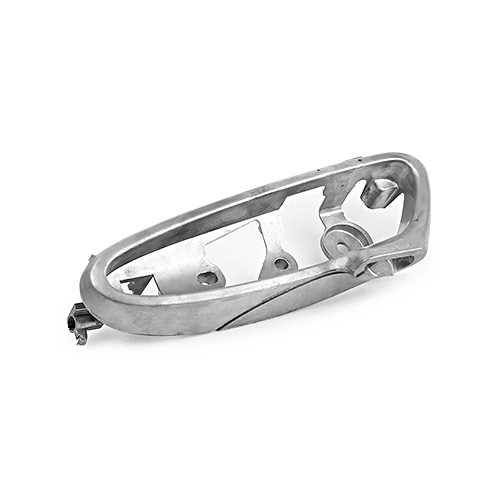
Soporte estructural

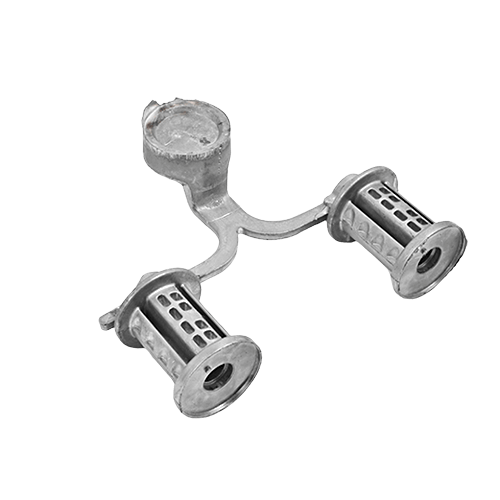
Bomba de pistón
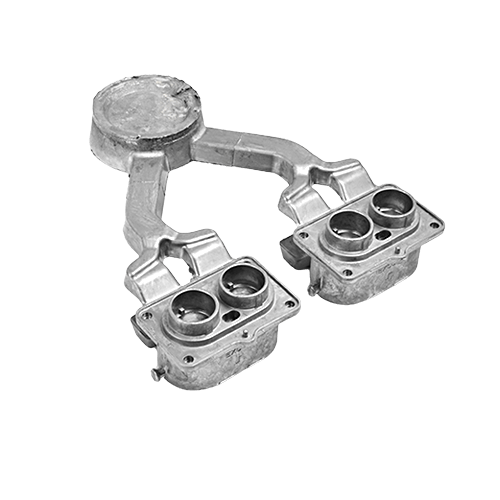
Componente de doble cámara
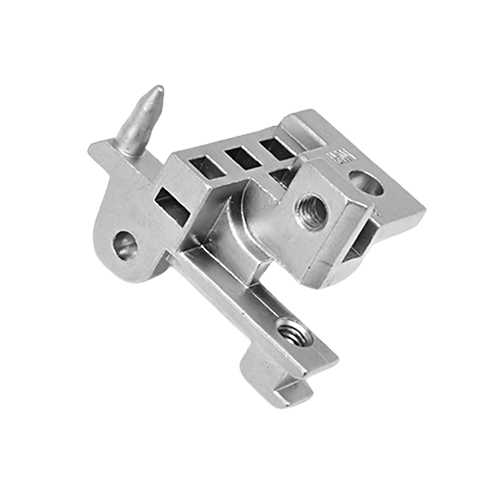
Soporte de pivote complejo
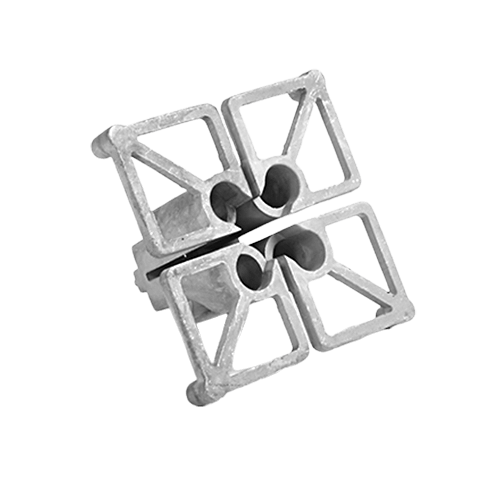
Disipador de calor
Servicios de fabricación
Soluciones integrales de fundición a presión
Desde la creación rápida de prototipos hasta la producción en grandes volúmenes, ofrecemos una experiencia integral en fundición a presión, centrándonos en la integridad estructural y la precisión de tolerancias estrictas.
DFM e ingeniería de moldes
Evaluación experta de la geometría de la pieza para optimizar la ubicación de la entrada de inyección y los canales de refrigeración, minimizando la porosidad y la turbulencia durante el ciclo de inyección.
Capacidades
Simulación integral del flujo del molde para predecir y prevenir la contracción o la formación de burbujas de aire antes de cortar el acero.
- Análisis de flujo de molde (Magma/AnyCasting)
- Optimización del sistema de puertas y rieles
- Revisión del ángulo de inclinación y del espesor de la pared
Fundición a alta presión (HPDC)
Utilización de máquinas automatizadas de cámara fría y cámara caliente (de 160T a 1200T) para lograr una densidad de piezas uniforme y ciclos de producción de alta velocidad.
Escala de producción
Fabricación escalable de aleaciones de aluminio, zinc y magnesio con monitorización del proceso en tiempo real.
- Instrumentación multicavidad de alto volumen
- Opciones de fundición asistida por vacío
- Sistemas automatizados de cuchara y pulverización
Mecanizado CNC posterior a la fundición
Mecanizado CNC secundario, tanto de fresado como de torneado, para lograr tolerancias críticas y superficies planas que no se pueden obtener únicamente mediante el proceso de fundición.
Precisión
Dispositivos de fijación específicos para el mecanizado secundario de alta velocidad que garantizan la alineación entre las piezas y un ajuste perfecto.
- Roscado de agujeros y escariado de precisión
- Revestimiento para superficies de acoplamiento críticas
- Orificios con tolerancias muy ajustadas (hasta ±0,01 mm)
Tratamiento y recubrimiento de superficies
Servicios de acabado integrales para mejorar la resistencia a la corrosión, la dureza superficial y la calidad estética del componente final.
Gama de acabados
Tratamientos de calidad profesional aptos para exteriores y aplicaciones industriales de alto desgaste.
- Recubrimiento en polvo y recubrimiento electroforético
- Anodizado y conversión de cromato
- Granallado y desbarbado por vibración
Control de calidad y metrología
Rigurosos protocolos de validación para garantizar la solidez estructural y el cumplimiento dimensional en cada lote de producción.
Verificación
Trazabilidad de los materiales y detección de defectos internos mediante equipos de ensayo avanzados.
- Inspección de porosidad por rayos X
- Verificación dimensional de CMM
- Análisis de aleación mediante espectrómetro
Ensamblaje y preparación de kits
Operaciones secundarias de valor añadido, que incluyen la inserción de hardware, el ensamblaje de componentes y el embalaje protector personalizado.
Integración
Reducción de la complejidad de la cadena de suministro mediante la entrega de subconjuntos listos para instalar.
- Instalación de insertos roscados y Helicoil
- Integración de juntas y sellos
- Kits de venta al por menor o de protección personalizados
Nuestras instalaciones
Fundición a presión personalizada directamente de fábrica
Ofrecemos servicios profesionales de fundición con un flujo de trabajo optimizado, entregando sus piezas terminadas en tan solo 5 a 10 días.

Línea de producción de fundición a presión
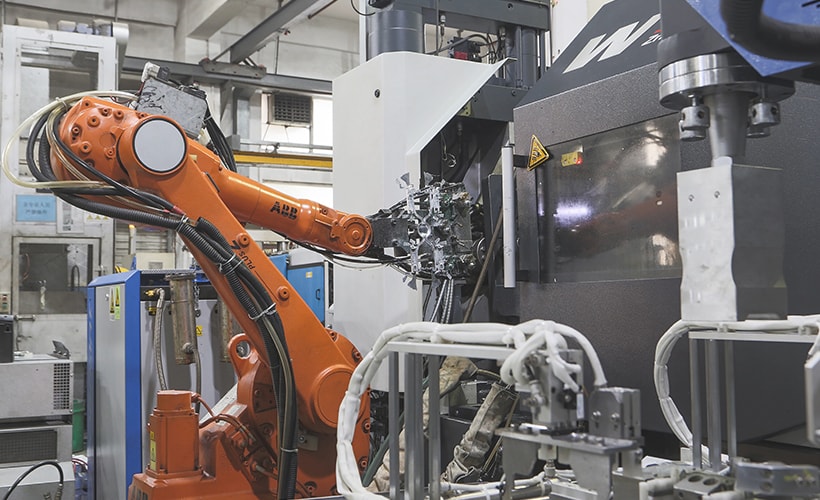
Fábrica de fundición a presión de precisión
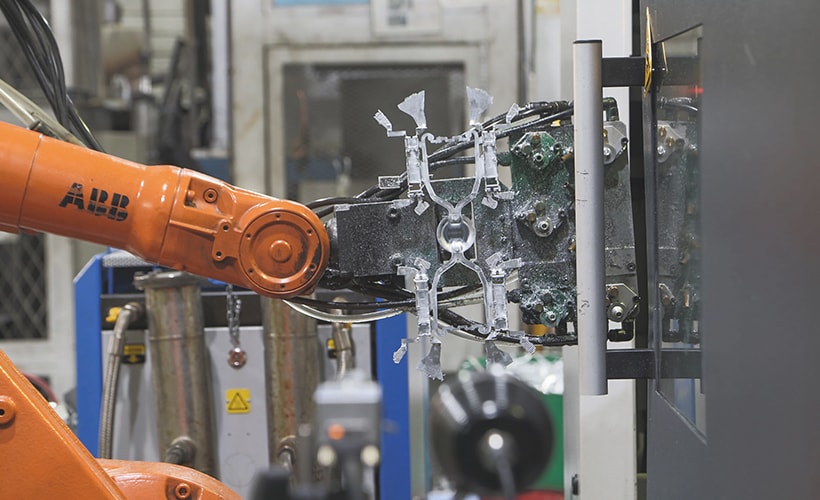
Máquinas de fundición a presión de precisión

fábrica de fabricación
Especificaciones técnicas
Capacidades de fundición a presión
Nuestras instalaciones utilizan una gama de máquinas de cámara fría y de cámara caliente optimizadas para aleaciones no ferrosas, lo que proporciona un equilibrio entre densidad estructural, ciclos de alta velocidad y precisión CNC secundaria.
Estudios de caso sobre fundición a presión
Soluciones de ingeniería para componentes metálicos complejos
- Tren motriz automotriz
- Iluminación LED
- Ferretería industrial
- Dispositivos electrónicos portátiles

Sector automotriz
Carcasa de transmisión estructural
Enfoque del proyecto: Control de la porosidad y reducción de peso.
ALEACIÓN
ADC12 de aluminio
MÁQUINA
Cámara fría 800T
CANTIDAD
25.000 unidades/año
El desafío de la ingeniería
Un proveedor de nivel 2 requería una tapa de transmisión con canales de aceite integrados. El principal desafío consistía en mantener la densidad estructural para evitar fugas de aceite a alta presión, al tiempo que se reducía el espesor total de la pared para cumplir con los objetivos de peso del vehículo.
- Eliminación de la porosidad de gas en zonas de transición de espesor variable.
- Mantener una tolerancia de ±0,05 mm en las superficies de contacto después del mecanizado.
- Garantizar la resistencia a la corrosión por niebla salina en las zonas expuestas bajo el chasis.
Nuestra solución
Optimizamos el sistema de canales de alimentación mediante simulación con Magma para garantizar un flujo laminar. Se implementó un proceso de fundición asistida por vacío para evacuar el aire de la cavidad, lo que aumentó significativamente la densidad de la pieza.
- Estampación: Acero H13 endurecido con refrigeración conformada.
- Secundario: Fresado CNC de 4 ejes para una alineación precisa de orificios.
- Control de calidad: Pruebas de fugas al 100% y controles aleatorios mediante rayos X.

Iluminación exterior
Disipador de calor de alta eficiencia para alumbrado público
Enfoque: Geometría de aletas delgadas y disipación térmica
ALEACIÓN
Aluminio de alta resistencia térmica
FINALIZAR
Recubrimiento en polvo resistente a los rayos UV
RECUENTO DE ALETAS
42 aletas de refrigeración
Desafío técnico
El cliente necesitaba un disipador de calor de gran tamaño con aletas de alta densidad de tan solo 1,5 mm de espesor en las puntas. La fundición tradicional a menudo provocaba "cierres incompletos" en los que el metal no llenaba por completo las estrechas cavidades de las aletas.
- Garantizar el llenado completo de 42 aletas verticales independientes.
- Evita la deformación de la pieza en una longitud superior a 500 mm.
- Lograr un acabado estético de primera calidad en el exterior de la vivienda.
Ejecución técnica
Aumentamos la presión de inyección y utilizamos un sistema de alimentación de múltiples compuertas. Se emplearon controladores de temperatura de molde de alta precisión para mantener las caras de la matriz a la temperatura óptima y así lograr un flujo constante hacia las secciones de pared delgada.
- Proceso: Inyección de alta velocidad con monitorización en tiempo real.
- Refinamiento: Granallado automatizado para lograr uniformidad superficial.
- Pruebas: Validación de la conductividad térmica de un lote de aleación.

Sistemas industriales
Carcasa de cerradura de zinc de precisión
Enfoque: Durabilidad de alto ciclo y calidad del recubrimiento
ALEACIÓN
Carga 3
PROCESO
Fundición en cámara caliente
TOLERANCIA
±0,03 mm
Desafío de ingeniería
Una empresa de seguridad industrial necesitaba un cuerpo de cerradura complejo con guías internas deslizantes. La aleación de zinc debía ofrecer una alta resistencia a los impactos y un orificio interno perfectamente liso para el movimiento mecánico.
- Mantener geometrías internas complejas sin necesidad de mecanizado CNC secundario.
- Proporciona una superficie base adecuada para el cromado decorativo.
- Requisitos de cero destellos para las piezas móviles internas.
Nuestra solución
El uso de una máquina de cámara caliente permitió ciclos de producción extremadamente rápidos y una alta precisión. Diseñamos el molde con extractores hidráulicos de núcleo para formar los canales internos en una sola operación.
- Moho: Herramienta multicavidad para maximizar el rendimiento.
- Refinamiento: Desbarbado por vibración y niquelado químico.
- Asamblea: Instalación de cojinetes a presión incluida.
Electrónica móvil
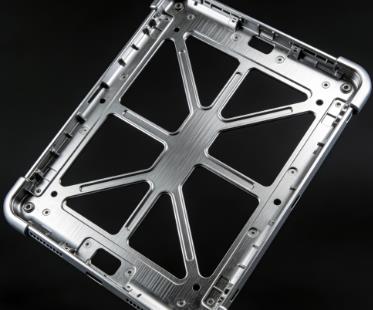
Chasis de tableta de aleación de magnesio
Enfoque: Paredes ultrafinas y blindaje EMI
ALEACIÓN
Magnesio AZ91D
GROSOR DE LA PARED
0,8 mm - 1,2 mm
MÁQUINA
Cámara fría de 250T
Desafío técnico
Una marca de electrónica de alta gama requería un marco de magnesio para proporcionar blindaje EMI y rigidez estructural. La pieza era extremadamente grande y delgada, lo que la hacía propensa a fallos de inyección y deformaciones por contracción térmica.
- Lograr espesores de pared inferiores a 1,0 mm en grandes superficies.
- Controlar la alta inflamabilidad y el rápido enfriamiento del magnesio.
- Preparación de la superficie para pintura de tacto suave de alta gama.
Ingeniería de precisión
Implementamos un método especializado de "Thixomolding" o inyección a alta velocidad con una cubierta de gas inerte. Esto garantizó que la aleación alcanzara todos los extremos del molde antes de solidificarse.
- Material: AZ91D para obtener el mejor equilibrio entre fluidez y resistencia.
- Postprocesamiento: Oxidación por microarco (MAO) para la protección de bases anticorrosivas.
- Estabilidad: Tratamiento térmico al vacío para aliviar las tensiones internas.
Testimonios de clientes
Opiniones sinceras de nuestros socios globales
Resultados reales en fundición a presión de alta presión en los sectores automotriz, industrial y de consumo.
★★★★★
La densidad interna de las piezas ADC12 es excelente. Realizamos un corte aleatorio por rayos X y no encontramos porosidad crítica en las zonas de los salientes. El diseño del canal de alimentación optimizó claramente el llenado. Estamos muy satisfechos con las muestras T1.
★★★★☆
Su informe DFM fue muy exhaustivo e identificó un posible problema de cierre en frío en el diseño de nuestras aletas. Ajustamos los ángulos de desmoldeo según su sugerencia. Las piezas son perfectas, aunque el plazo de entrega inicial de las herramientas fue ligeramente superior al previsto.
★★★★★
Un tiempo de respuesta impresionante para un proyecto de cámara frigorífica. Recibimos las piezas en California en 30 días tras la aprobación del molde. El acabado superficial es uniforme y está listo para el anodizado con una preparación mínima. La comunicación fue fluida en todo momento.
★★★★★
Las piezas fundidas de Zamak 3 tienen una superficie muy lisa, lo cual es fundamental para nuestro proceso de cromado. Hemos observado una reducción significativa en la tasa de rechazo de cromado en comparación con nuestro proveedor anterior. Altamente recomendables para herrajes decorativos.
★★★★★
La repetibilidad entre lotes es su punto fuerte. Hemos pedido tres series distintas de 10 000 unidades y las dimensiones no han variado. El embalaje para el transporte marítimo era robusto; no presentó oxidación ni daños a su llegada.
★★★★☆
Utilicé su servicio de fundición de magnesio para un marco ligero. El ahorro de peso fue exactamente el previsto. Algunas piezas presentaban pequeñas rebabas alrededor de la línea de separación, pero nada que afectara al montaje. El soporte técnico fue excelente.
★★★★★
Servicio integral de fundición y mecanizado CNC. El hecho de que la misma fábrica se encargara tanto de la fundición en bruto como del fresado de precisión de los asientos de los cojinetes eliminó nuestros problemas de ajuste en el montaje. El precio de este servicio combinado es muy justo.
★★★★☆
Fundición de paredes delgadas de alta calidad. Tuvimos un pequeño malentendido con respecto al certificado de aleación durante la primera semana, pero su equipo corrigió la documentación rápidamente. La calidad del producto final es excelente.
Proceso de colaboración eficiente
Piezas de fundición a presión personalizadas simplificadas
Lance sus productos al mercado más rápido con nuestro proceso de producción optimizado y de alta eficiencia. Nos encargamos de la complejidad para que usted pueda concentrarse en el crecimiento de su marca.
01
Cotización y DFM
Suba archivos STP/DXF para obtener precios instantáneos y realizar análisis de viabilidad de fabricación.
02
Optimización del diseño
Nuestros ingenieros perfeccionan el diseño para lograr una mayor rentabilidad y velocidad de producción.
03
Fabricación de precisión
Equipos de última generación e ingeniería experta.
04
Validación de calidad
Verificación con CMM y protocolos de inspección estandarizados según la norma ISO 9001.
05
Acabado y entrega
Acabado final de la superficie, montaje y envío logístico global.
Preguntas frecuentes
Abordando sus inquietudes
-
Cámara fría vs. cámara caliente: ¿Cuál es la diferencia?
La elección depende del punto de fusión del metal.
Cámara caliente: Se utiliza para metales de bajo punto de fusión como el zinc. El mecanismo está sumergido en metal fundido, lo que permite ciclos muy rápidos.
Cámara fría: Se utiliza para metales de alto punto de fusión como el aluminio. El metal se funde por separado y se vierte en la máquina con un cucharón para evitar daños por calor en el equipo.
-
¿Fundición a presión o mecanizado CNC para lotes pequeños?
Mecanizado CNC: Ideal para producciones de 1 a 50 unidades. Evita los costos de moldes, pero tiene un alto costo por pieza.
Fundición a presión: Ideal para más de 500 unidades. El alto costo inicial del molde se compensa con precios unitarios muy bajos y una producción más rápida.
-
¿Qué tolerancias puede alcanzar la fundición a presión?
La fundición estándar admite una tolerancia de ±0,05 mm a ±0,1 mm. Para ajustes críticos (como los asientos de cojinetes), fundimos la pieza y luego utilizamos mecanizado CNC secundario para alcanzar ±0,01 mm.
-
¿Por qué la aleación de aluminio A380 es la más popular?
El A380 es un material versátil que ofrece el mejor equilibrio entre flujo de fluidos (para formas complejas), resistencia estructural y rentabilidad. Es el estándar para carcasas de automóviles y componentes electrónicos.
-
¿Cómo se controla la porosidad?
Minimizamos las burbujas de aire internas mediante:
Fundición al vacío: Proceso de eliminación del aire del molde antes de la inyección.
Ventilación: Diseño de canales de rebose para la salida de gases.
Simulación: Utilización de software para optimizar el diseño del molde antes de que comience la producción.
-
¿Cuáles son los mejores acabados de superficie?
Recubrimiento en polvo: Duradero y disponible en muchos colores.
Anodizado: Ideal para la resistencia a la corrosión (generalmente da como resultado un acabado mate).
Chem-Film: Proporciona protección contra la corrosión manteniendo la conductividad eléctrica.
Recubrimiento electroforético: Ideal para piezas de automoción de gran volumen que requieren una cobertura uniforme.
-
¿La impresión 3D sustituirá a la fundición a presión?
No. La fundición a presión produce una pieza cada 30-60 segundos, mientras que la impresión 3D tarda horas. La impresión 3D se utiliza para prototipos; la fundición a presión, para la producción en serie. Ambas tecnologías trabajan en conjunto: primero se imprime el prototipo y luego se funde la versión para la producción en masa.
-
¿Qué es la fundición a presión y para qué se utiliza?
¿Qué es la fundición a presión?
La fundición a presión es un proceso de fabricación de metales de alta eficiencia en el que el metal fundido se inyecta a alta presión en un molde de acero de precisión (matriz). Tras la solidificación, la pieza se expulsa con gran precisión dimensional, un acabado superficial liso y una excelente repetibilidad. Este proceso se utiliza con mayor frecuencia con metales no ferrosos como el aluminio, el zinc y el magnesio.
¿Para qué se utiliza la fundición a presión?
La fundición a presión se utiliza principalmente para producir piezas metálicas de gran volumen, con dimensiones uniformes y geometrías complejas. Se aplica ampliamente en industrias que requieren resistencia, precisión y rentabilidad a gran escala.
