| Grado de aluminio | Costo | Dureza | maquinabilidad | Resistencia a la corrosión | Acabado estético |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Bueno (fácil de extruir) | ★★★★★ | Excelente |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Justo (gomoso) | ★★★★★ | Moderado |
| 6061 | ★★★☆☆ | ★★★★☆ | Excelente (Estable) | ★★★☆☆ | Muy bien |
| 2024 | ★★★★☆ | ★★★★★ | Bien | ★★☆☆☆ | Moderado |
| 7075 | ★★★★★ | ★★★★★ | Excelente (precisión) | ★★☆☆☆ | Bien |
Servicios de mecanizado CNC de aluminio de precisión y fabricación de piezas
Ofrecemos componentes personalizados de aleación de aluminio, desde la creación de prototipos hasta la producción en masa. Gracias a nuestro eficiente y práctico servicio de envío global, la entrega puede completarse en tan solo tres días, garantizando resultados que cumplan con sus expectativas.

100+
Máquinas CNC
3-7 días
Plazo de entrega típico
24 horas
Cotización rápida
6k㎡
Área de la fábrica.
Tolerancia dimensional
±0,005 mm
Logrado mediante centros de mecanizado japoneses/alemanes de alta gama y verificación con máquinas de medición por coordenadas (CMM).
Rugosidad superficial
Ra ≤ 0,8 μm
Cumple con los estrictos requisitos para componentes ópticos y electrónica de consumo de alta gama.
Garantía de calidad
ISO 9001:2015
Protocolos de inspección rigurosos al 100% para características críticas mediante equipos OMM/CMM automatizados.
Capacidades de mecanizado de aluminio
Capacidades de mecanizado CNC de aluminio de precisión
Soluciones personalizadas de alta precisión y eficiencia para componentes complejos de aluminio.
Mecanizado simultáneo de 5 ejes
Fresado multieje avanzado para geometrías complejas y formas orgánicas en una sola configuración.
- Estructuras complejas integradas
- Acabado superficial superior
Acabado superficial avanzado
Amplia gama de procesos posteriores, incluyendo anodizado, granallado y recubrimiento duro.
- Combinación de colores personalizada
- Mayor resistencia al desgaste
Prototipado rápido
Plazos de entrega rápidos de 24 a 48 horas para prototipos funcionales que acelerarán su ciclo de I+D.
- Comentarios de DFM incluidos
- Soporte para iteraciones rápidas
Producción de alto volumen
Líneas de producción escalables optimizadas para lograr consistencia y rentabilidad en grandes lotes.
- Mecanizado celular automatizado
- Optimización del costo unitario
Control estricto de tolerancias
Mantener las dimensiones críticas en grandes series de producción con precisión a nivel micrométrico.
- Mandrinado y escariado de precisión
- Control térmico estable
Versatilidad de los materiales
Amplia experiencia en una gran variedad de aleaciones, incluidas las series 6061, 7075, 2024 y 5052.
- Aleaciones de grado aeroespacial
- Trazabilidad de materiales certificada
Galería de muestras
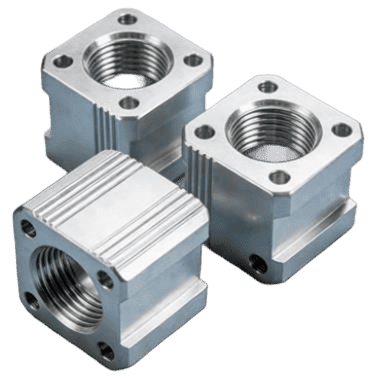
Piezas de aluminio mecanizadas por CNC a medida
Descubra nuestros componentes de aluminio fabricados, que demuestran nuestra capacidad para ofrecer soluciones que cumplen con los estándares de la industria en diversos sectores.
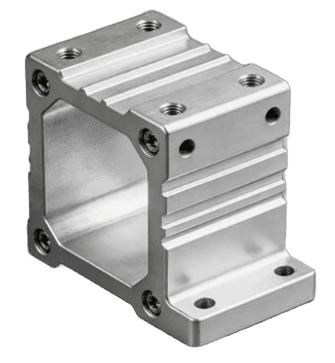
Carcasa de aluminio mecanizada por CNC
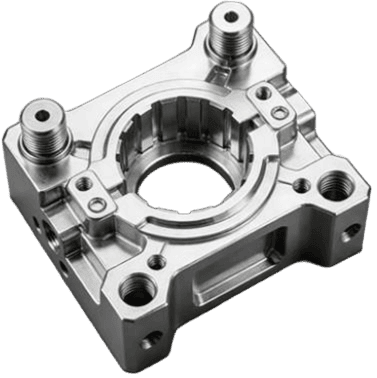
Base mecánica de aluminio

Engranaje recto de aluminio mecanizado por CNC
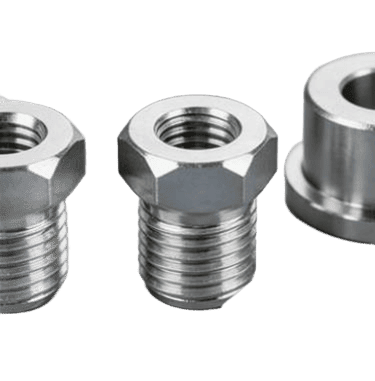
Pernos roscados de aluminio
Relojes de montaje de aluminio mecanizado CNC
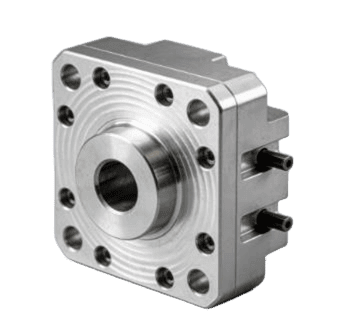
Componente de brida de aluminio
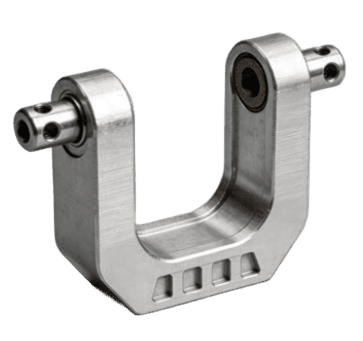
Soporte de aluminio mecanizado por CNC

Componente cónico de aluminio
Cómo elegir el material de aluminio adecuado
Selección de materiales de aleación de aluminio
Amplio inventario de aleaciones de aluminio industriales y estructurales de primera calidad, adaptadas con precisión a las especificaciones de sus piezas personalizadas.
Materiales
Aleaciones de aluminio de alto rendimiento
Grados aeroespaciales de alta resistencia
- Aluminio 6061: Estándar estructural versátil.
- Aluminio 2024: Revestimiento de aeronaves sometido a alta fatiga.
- Aluminio 6063: Perfiles arquitectónicos de precisión.
- Aluminio 7075: Máxima resistencia estática.
Resistente a la corrosión y especial
- Aluminio 2A12: Alta dureza, de calidad aeronáutica.
- Aluminio 5052: Plato marino resistente a la sal.
- Aluminio 7050: Secciones gruesas de alta resistencia.
Guía de selección de materiales
- Fortaleza:Los aceros 7075 y 2A12 ofrecen las mayores cargas mecánicas.
- Durabilidad: El 5052 es el estándar para entornos hostiles.
- Maquinabilidad: 6061 / 6063
Nuestras instalaciones
Centros de mecanizado CNC de aluminio de última generación
Descubra nuestras modernas instalaciones, equipadas para ofrecer componentes de aluminio mecanizados por CNC de alta calidad para sus proyectos más exigentes.

Taller de mecanizado CNC de modelos rápidos

Operador CNC con años de experiencia en Rapid Model

Operador de CNC manejando el panel de control

Centro de mecanizado CNC de Rapid Model

Taller CNC de Modelo Rápido

Trabajadores de taller CNC

Centro de mecanizado de precisión de 5 ejes Rapid Model

Ingeniero programando el panel de control de un centro de mecanizado de precisión de 5 ejes.
Procesos disponibles
Procesos opcionales de mecanizado CNC de aluminio
Ofrecemos servicios de fresado y torneado CNC de alta precisión, diseñados específicamente para aleaciones de aluminio. Nos centramos en lograr estabilidad dimensional, tolerancias estrictas y acabados superficiales superiores para componentes industriales.
Fresado CNC
Equipadas para geometrías complejas, cavidades y características superficiales. Nuestras máquinas de 3, 4 y 5 ejes procesan desde placas simples hasta piezas prismáticas intrincadas.
Tolerancia: ±0,0004"
Máx.: 110" x 70" x 20"
Acabado Ra 3,2 μm
Torneado CNC
Torneado de alta precisión para piezas rotativas como ejes, casquillos y conectores. El utillaje motorizado permite mecanizar características en una sola operación.
Diámetro: 0,1" - 30"
Herramientas en vivo
Alta concentricidad
Mecanizado CNC de 5 ejes
Movimiento simultáneo de 5 ejes para las geometrías industriales más complejas. Reduce los tiempos de preparación, aumenta la precisión y acorta los plazos de producción.
Impulsores y válvulas
Configuración única
Contorneado complejo
Mecanizado de tornillos suizo
Especializado para componentes de diámetro pequeño, largos y delgados. Los casquillos guía de alta rigidez garantizan una precisión extrema para piezas en miniatura.
Diámetro: 0,03" - 1,25"
Tolerancia de ±0,0002"
Insertos de precisión
Selección de aleación de aluminio
Expertos en el mecanizado de aleaciones industriales comunes. Garantizamos la selección óptima de herramientas en función del temple y la maquinabilidad específicos de la aleación.
6061 / 6063
7075-T6
5052 / 2024
Acabado e inspección
Procesamiento posterior integrado y control de calidad. Cada lote se verifica mediante metrología estandarizada para garantizar el cumplimiento de las especificaciones.
Anodizado
Verificación de CMM
Granallado con perlas
Guía de selección de materiales
Comparación de las propiedades de los materiales de aleación de aluminio
Compare las características clave, como la dureza, la maquinabilidad, la resistencia a la corrosión y el acabado estético, para seleccionar el material óptimo para su proyecto CNC.
- Comparación de rendimiento
- Selección de temple
- Tratamiento de superficies
- Experiencia en diseño
| Grado de aluminio | temperamentos comunes | Límite elástico (MPa) | Consejos para la selección de temperamento |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | La mejor opción para piezas estéticas y disipadores de calor. El acero T5 es el más común para extrusiones que requieren un acabado superficial superior. |
| 5052 | H32 / O | ~190 | Elija H32 para carcasas generales; O-temper para embutición profunda o curvado complejo. Ideal para ambientes marinos y de agua salada. |
| 6061 | T6 / T651 | ~270 | CNC preferido T651:Tratamiento térmico para aliviar las tensiones y garantizar la estabilidad dimensional, minimizando la deformación tras el corte. El producto estrella del sector. |
| 2024 | T3 / T4 | ~325 | El tratamiento térmico T3 ofrece el mejor equilibrio entre alta resistencia y tenacidad a la fractura para estructuras aeroespaciales y sometidas a alta fatiga. |
| 7075 | T6 / T651 | ~500 | El formulario T651 es obligatorio. Para piezas complejas de alta precisión que evitan la deformación. Su dureza es comparable a la del acero para componentes donde el peso es un factor crítico. |
| Grado de aluminio | Anodizado transparente | Anodizado de color | Anodizado duro (Tipo III) | Observaciones |
|---|---|---|---|---|
| 6063 | Excelente | Excelente | Moderado | Proporciona la mejor textura superficial y los colores más vibrantes. |
| 6061 | Excelente | Excelente | Excelente | La opción más fiable para piezas industriales; resultados muy consistentes. |
| 5052 | Bien | Justo | Bien | Los colores pueden parecer ligeramente apagados o mates en comparación con la serie 6xxx. |
| 7075 | Pobre (irregular) | Pobre | Excelente | Su alto contenido en zinc provoca un color desigual. Es más adecuado para acabados oscuros de alta resistencia. |
| Serie 2XXX | No recomendado | No recomendado | Justo | Un alto contenido de cobre provoca una oxidación deficiente y un aspecto "ennegrecido". |
| Factor de diseño | Especificaciones estándar | Optimización de alta gama | Recomendación de ingeniería |
|---|---|---|---|
| Espesor de pared | 0,8 mm | 0,5 mm (Preciso) | Mantenga una relación de aspecto (alto:ancho) inferior a 10:1 para evitar vibraciones y garantizar un acabado similar al de un espejo. |
| Profundidad de la cavidad | Relación L:D 3:1 | Relación L:D 5:1 (Límite) | La profundidad estándar debe ser inferior a 3 veces el diámetro de la herramienta. Las profundidades superiores a 6 veces requieren herramientas especializadas de cuello largo y aumentan el coste. |
| Esquinas internas | R ≥ 1,0 mm | R = (Profundidad / 6) + 0,5 mm | Diseñe las esquinas con un radio ligeramente mayor que el de la herramienta (por ejemplo, R3,2 para una fresa de 6 mm) para permitir velocidades de avance suaves y eliminar las marcas de la herramienta. |
| Roscas para agujeros ciegos | Profundidad = 1,5 veces el diámetro | Profundidad = 2,0 x Diámetro (Máx.) | Asegúrese de que haya una holgura de perforación de 3 a 5 pasos en la parte inferior. Superar el doble del diámetro no aporta resistencia, pero aumenta el riesgo de rotura de la broca. |
| Rugosidad superficial | Ra 3,2 μm | Ra 0,8 μm (Premium) | El acabado estándar de alta calidad es Ra 1,6 μm. Utilice Ra 0,8 μm únicamente para superficies de sellado críticas o componentes ópticos de alta gama. |
| Tolerancias de precisión | ±0,05 mm | ±0,01 mm | Aplique ±0,01 mm únicamente a las dimensiones funcionales críticas (CTQ). Utilice la norma ISO 2768-m (Media) para elementos que no sean de acoplamiento. |
| Tratamiento de bordes | Bordes afilados | Chaflán de 0,1 a 0,3 mm | Siempre añada un pequeño chaflán a los bordes afilados para mejorar la uniformidad del recubrimiento anodizado y evitar que se produzcan astillamientos frágiles. |
Alivio del estrés:
En el caso de materiales de alta resistencia como el 7075, las piezas delgadas y complejas son propensas a deformarse después del mecanizado.
Recomendamos especificar el temple T651, ya que ha sido sometido a un proceso de alivio de tensiones mediante estiramiento.
Advertencia sobre soldabilidad:
Las aleaciones 2024 y 7075 son prácticamente imposibles de soldar debido al alto riesgo de agrietamiento.
Si se requiere soldadura, recomendamos utilizar 5052 o 6061.
Conductividad térmica:
Para aplicaciones de disipación de calor, recomendamos el 6063, ya que su conductividad térmica es mejor que la del 6061.
mientras que la aleación 7075 tiene la peor conductividad térmica entre estas aleaciones.
Experiencia técnica
Habilidades de mecanizado CNC de aluminio: Desafíos y soluciones
- Herramientas industriales
- Automoción (vehículos eléctricos)
- Robótica
- Comunicación
Especificaciones del proyecto
- MaterialAluminio 6061-T6 (con alivio de tensiones)
- Dimensión críticaConcentricidad y perpendicularidad
- Tolerancias±0,01 mm en orificios críticos
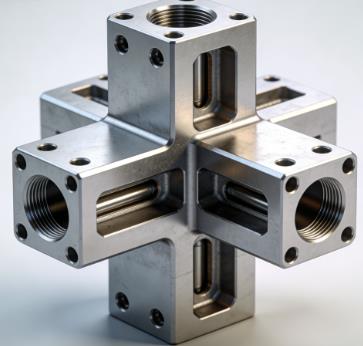
Fresado de precisión del cuerpo de la válvula neumática
El desafío técnico
La principal dificultad radicaba en la perforación multidireccional de agujeros profundos y el fresado de cavidades transversales. En el aluminio blando, las brocas largas tienden a desviarse, y el fresado a alta velocidad en cavidades profundas suele provocar el "recorte de virutas", lo que degrada el acabado superficial y genera inestabilidad dimensional debido a la acumulación de calor.
Nuestra solución de ingeniería
Utilizamos refrigeración por husillo a alta presión (70 bar) para expulsar instantáneamente las virutas de las cavidades profundas, evitando así la acumulación de calor. Para los orificios de precisión, implementamos un proceso de dos pasos: un desbaste inicial seguido de un período de reposo para la estabilización térmica, y finalmente un acabado con escariadores de PCD (diamante policristalino) para garantizar una concentricidad de ±0,01 mm a lo largo de los 150 mm de longitud.
Ra 0,4 μmAcabado interior
0,01 mmConcentricidad
99.8%Tasa de aprobación

Especificaciones del proyecto
- MaterialAluminio 6063 (Alta temperatura)
- Tamaño600 mm x 450 mm x 12 mm
- RequisitoPlanitud sin deformaciones
Placa de gestión térmica de la batería del vehículo eléctrico
El desafío técnico
El mecanizado de placas de aluminio grandes y delgadas es conocido por la deformación del material. Al eliminarse el material de la superficie, se liberan tensiones residuales internas, lo que provoca que la placa se curve o se tuerza. Las sujeciones tradicionales suelen disimular la deformación durante el mecanizado, pero una vez liberada la pieza, esta vuelve a deformarse.
Nuestra solución de ingeniería
Adoptamos una estrategia de ciclo de liberación de tensiones. Primero, las placas se fresaron en bruto por ambos lados para liberar las tensiones primarias. Luego, utilizamos un dispositivo de succión al vacío con presión controlada para sujetar la pieza sin deformación mecánica. El acabado final se realizó con una fresa de avance rápido para minimizar el tiempo de contacto entre la herramienta y la pieza, controlando eficazmente la dilatación térmica.
< 0,05 mmLlanura
12%Reducción de peso.
OptimizadoTiempo de ciclo

Especificaciones del proyecto
- MaterialAluminio 7075-T6 (grado aeronáutico)
- GeometríaSocavados y ángulos compuestos
- PrecisiónRodamiento H7 compatible
Carcasa de articulación robótica de 5 ejes
El desafío técnico
El aluminio 7075-T6 es altamente abrasivo en comparación con el 6061, lo que provoca un rápido desgaste de la herramienta y fluctuaciones en el diámetro del orificio. Además, su forma orgánica y no prismática requería un movimiento continuo de 5 ejes sin marcas de pausa en los puntos de transición entre ejes, ya que estas comprometerían la integridad estructural bajo un par de torsión elevado.
Nuestra solución de ingeniería
Programamos las trayectorias de la herramienta mediante fresado trocoidal simultáneo de 5 ejes para mantener una carga constante. Para garantizar la precisión del orificio H7, utilizamos un sistema de sondeo infrarrojo integrado (Renishaw) para medir el orificio después del desbaste y ajustar automáticamente el desplazamiento de la herramienta para la pasada de acabado final, compensando cualquier desgaste de la herramienta en tiempo real.
H7Ajuste del orificio
CeroEscalones de superficie
AltoResistencia al par.

Especificaciones del proyecto
- MaterialAluminio 5052-H32 (lámina/placa)
- RequisitoSellado IP67 y acabado conductor
- CaracterísticaRanuras de la junta EMI
Carcasa para transceptor de señal de RF para exteriores
El desafío técnico
Las carcasas electrónicas para exteriores requieren un sellado perfecto. Las estrechas ranuras de la junta (1,5 mm de ancho) debían mecanizarse con gran precisión en una amplia superficie. Cualquier rebaba o aspereza en la ranura comprometería la clasificación de impermeabilidad IP67. Además, la superficie debía mantener su conductividad para el apantallamiento electromagnético, a la vez que resistía más de 300 horas de exposición a la niebla salina.
Nuestra solución de ingeniería
Utilizamos fresas de microextremo especializadas con recubrimiento de diamante para lograr un acabado de ranura sin rebabas directamente de la máquina, eliminando el desbarbado manual que podría dañar los bordes. Después del mecanizado, aplicamos un recubrimiento de conversión de cromato amarillo (Alodine) que proporciona una barrera resistente a la niebla salina a la vez que mantiene la conductividad eléctrica de la superficie para la conexión a tierra y el apantallamiento de RFI.
IP67Clasificación
Más de 300 horasNiebla salina
Sin rebabasSurcos
Proceso de colaboración eficiente
Piezas de aluminio CNC personalizadas, simplificadas.
Lance sus productos al mercado más rápido con nuestro proceso de producción optimizado y de alta eficiencia. Nos encargamos de la complejidad para que usted pueda concentrarse en el crecimiento de su marca.
01
Cotización y DFM
Suba archivos STP/DXF para obtener precios instantáneos y realizar análisis de viabilidad de fabricación.
02
Optimización del diseño
Nuestros ingenieros perfeccionan el diseño para lograr una mayor rentabilidad y velocidad de producción.
03
Fabricación de precisión
Equipos de última generación e ingeniería experta.
04
Validación de calidad
Verificación con CMM y protocolos de inspección estandarizados según la norma ISO 9001.
05
Acabado y entrega
Acabado final de la superficie, montaje y envío logístico global.
Preguntas frecuentes
Abordando sus inquietudes
-
¿Qué acabados superficiales se pueden obtener tras el mecanizado CNC del aluminio?
Entre los acabados disponibles se incluyen el anodizado (transparente, negro y de color), el anodizado duro (Tipo III), el granallado, el cepillado, el recubrimiento en polvo, la pintura y la galvanoplastia. La selección depende de la resistencia a la corrosión, la resistencia al desgaste, la apariencia y los requisitos funcionales.
-
¿Qué industrias utilizan el mecanizado CNC de aluminio?
El mecanizado CNC de aluminio se utiliza ampliamente en las industrias aeroespacial, de dispositivos médicos, electrónica, telecomunicaciones, robótica, sistemas ópticos y láser, automoción y energías renovables.
-
¿Afecta el anodizado a la precisión dimensional?
Sí. El anodizado añade una capa de óxido de entre 5 y 25 μm de espesor, con un crecimiento aproximado del 50 % hacia el interior y del 50 % hacia el exterior. Se aplica compensación dimensional o enmascaramiento a las características críticas para mantener tolerancias estrictas.
-
¿El mecanizado CNC de aluminio cumple con las normas ISO 2768 o ASME?
Sí. El mecanizado CNC de aluminio suele seguir la norma ISO 2768-m/f para tolerancias generales y la norma ASME Y14.5 para GD&T, a menos que se especifique lo contrario en el plano.
-
¿Qué aleación de aluminio es la mejor para el mecanizado CNC?
La aleación 6061 es la más utilizada debido a su excelente maquinabilidad y relación costo-beneficio. Otras opciones incluyen la 7075 para alta resistencia, la 2024 para resistencia a la fatiga, la 5052 para resistencia a la corrosión y la 6063 para un mejor acabado superficial y conductividad térmica.
-
¿Qué servicios de mecanizado de aluminio y soluciones de fresado están disponibles?
Entre los servicios que ofrecemos se incluyen el fresado CNC de 3 a 5 ejes, el torneado CNC, el mecanizado de fresado y torneado, la creación rápida de prototipos, la producción en serie y de bajo volumen, la optimización DFM y el acabado de superficies.
-
¿Es posible combinar la fabricación de chapa metálica con el mecanizado CNC de aluminio?
Sí. La fabricación de chapa metálica y el mecanizado CNC de aluminio se pueden combinar para producir conjuntos completos como carcasas, marcos y módulos estructurales, lo que mejora la uniformidad y reduce el tiempo de entrega.
