| Aleación de cobre | Conductividad (% IACS) | Clasificación de maquinabilidad | Fuerza típica | Aplicaciones principales |
|---|---|---|---|---|
| C11000 (Cobre ETP) | >100% | 20% (Gomitas) | Medio | Barras conductoras, contactos eléctricos, disipadores de calor |
| C10100 (OFC) | >101% | 20% | Medio | Semiconductores, alto vacío, aceleradores de partículas |
| C36000 (Latón de fácil mecanizado) | ~28% | 100% (Referencia) | Bien | Accesorios, válvulas, piezas de precisión para máquinas de tornear |
| C26000 (70/30 Latón) | ~28% | 30% | Medio-alto | Componentes de munición, sujetadores, herrajes decorativos |
| C93200 (Cojinete de bronce) | ~12% | 70% | Alto | Cojinetes, casquillos, arandelas (SAE 660) |
| C95400 (Bronce de aluminio) | ~13% | 20% (Difícil) | Muy alto | Engranajes de alta resistencia, herrajes marinos, placas de desgaste. |
Servicios de mecanizado CNC de precisión en cobre y latón | Piezas de cobre a medida
Rapid Model ofrece componentes personalizados de aleación de cobre. Nuestros servicios abarcan desde la creación rápida de prototipos hasta la producción en masa. Nuestras técnicas de procesamiento expertas garantizan un rendimiento óptimo para aplicaciones críticas. Ofrecemos envíos internacionales con opciones exprés.

10+
Máquinas especializadas
5-10 días
Plazo de entrega típico
12 horas
Cotizaciones de expertos
98%
Retención de conductividad
Tolerancia dimensional
±0,01 mm
Se logra mediante el uso de herramientas especializadas para materiales gomosos y compensación térmica en tiempo real.
Acabado superficial
Ra ≤ 0,8 μm
Fundamental para contactos eléctricos, blindaje de radiofrecuencia y superficies de sellado de alto vacío.
Calidad y trazabilidad
ISO 9001:2015
Certificación completa de materiales (C10200, C36000, etc.) y pruebas de conductividad al 100% para las piezas críticas.
Experiencia en mecanizado de cobre
Capacidades de mecanizado CNC de precisión en cobre y latón.
Soluciones especializadas para componentes de cobre de alta conductividad, gestión térmica y resistencia a la corrosión compleja.
Precisión para piezas eléctricas
Mecanizado de barras colectoras, conectores y terminales con tolerancias estrictas para mantener una conductividad IACS superior al 98 %.
- Mecanizado de baja tensión
- Bordes sin rebabas
Mecanizado por solución térmica
Fabricación de disipadores de calor, placas de refrigeración y difusores complejos con geometría y planitud de aletas optimizadas.
- Aletas de alta relación de aspecto
- Listo para soldadura fuerte al vacío.
Del prototipo a la producción
Prototipado CNC rápido para componentes de RF, guías de onda y electrodos EDM en 2-5 días.
- DFM para cobre
- Consejos sobre la calidad del material
Piezas de cobre de alto volumen
Producción eficiente de accesorios de latón, componentes de fontanería y herrajes decorativos con calidad constante.
- Mecanizado de tornillos suizo
- Desbarbado automatizado
Mecanizado multieje avanzado
Capacidad de mecanizado en 5 ejes para componentes de cobre complejos de una sola pieza, como bobinas de inducción y bloques de boquillas.
- Eficiencia de configuración única
- Acabados de contorno suave
Gama completa de aleaciones de cobre
- Coincidencia de propiedades de aleación
- Informes de fábrica certificados
Nuestros trabajos en cobre
Galería de piezas de cobre y latón mecanizadas por CNC
Descubra nuestros componentes de aleación de cobre mecanizados con precisión y obtenga sus piezas de cobre personalizadas.

Piezas de cobre para válvulas

Piezas de tornillo de cobre

Diversas piezas prototipo de cobre

Piezas de aleación de cobre para válvulas
Guía de selección de aleaciones de cobre
Materiales comunes utilizados por Rapid Model para el mecanizado.
Seis de los materiales de cobre más utilizados en el mecanizado CNC, seleccionados por su conductividad, maquinabilidad, resistencia y resistencia al desgaste.
Materiales
Guía de materiales para piezas de cobre personalizadas
Cobre de alta conductividad
- C11000 (ETP / T2 Cobre): Excelente conductividad eléctrica y térmica, ampliamente utilizada en electrodos y barras conductoras.
- C10100 (Cobre libre de oxígeno): Cobre de ultra alta pureza para componentes de vacío, aeroespaciales y semiconductores.
Latón de fácil mecanizado
- C36000 (Latón de fácil mecanizado / H59): Excelente maquinabilidad, material estándar para accesorios, ejes y elementos de fijación.
- C26000 (Cartucho de latón / H70): Buena resistencia y conformabilidad, adecuada para piezas decorativas y de paredes delgadas.
Bronce y aleaciones de alta resistencia
- C93200 (Bronce de estaño / SAE 660): Excelente resistencia al desgaste, comúnmente utilizado para casquillos y cojinetes.
- C95400 (Bronce de aluminio): Alta resistencia y resistencia a la corrosión, ideal para componentes marinos y de válvulas.
Nuestros procesos
Procesos de mecanizado CNC específicos para el cobre
Empleamos técnicas y herramientas especializadas para superar los desafíos del mecanizado de aleaciones de cobre, como la gomosidad del material y la sensibilidad al calor, con el fin de ofrecer componentes de precisión con una calidad superficial impecable.
Fresado de cobre de precisión
Herramientas especializadas, afiladas y pulidas, y estrategias de alta velocidad para evitar la adherencia del material y lograr acabados finos en componentes eléctricos y térmicos.
Herramientas afiladas
Acabados finos
Control de rebabas
Torneado CNC de latón y cobre.
Mecanizado experto de varillas y barras para convertirlas en conectores, accesorios y ejes, con herramientas motorizadas para taladrado transversal y fresado.
Barras y varillas
Herramientas en vivo
Excelente Chip Break
Acabado y recubrimiento
Servicios posteriores al mecanizado, que incluyen pulido, recubrimiento (níquel, plata, oro, estaño), pasivación y tratamientos anti-deslustre.
Enchapado
Pulido
Pasivación
Aplicaciones industriales
Mecanizado CNC de cobre: Desafíos y soluciones de la industria
- Electrónica de potencia
- Automoción (vehículos eléctricos/híbridos)
- Semiconductor
- Telecomunicaciones y radiofrecuencia
Especificaciones del proyecto
- MaterialC11000 (Cobre ETP)
- Especificaciones claveConductividad IACS >99%
- Tolerancias±0,1 mm en las posiciones de ranura
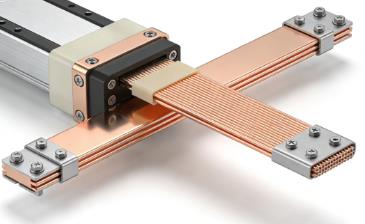
Conjunto de barras colectoras para inversor de alta corriente
El desafío técnico
El principal desafío consistía en mantener una precisión dimensional extrema en una placa de cobre grande y delgada, preservando al mismo tiempo su máxima conductividad eléctrica. Cualquier aporte excesivo de calor o endurecimiento por deformación durante el mecanizado podría degradar la conductividad. Además, las ranuras largas y estrechas para los módulos de potencia requerían una precisión absoluta y bordes sin rebabas para evitar cortocircuitos.
Nuestra solución de ingeniería
Utilizamos una combinación de fresas de carburo afiladas y pulidas, junto con una estrategia de fresado de alta velocidad y baja profundidad de corte, para minimizar el calor y el endurecimiento por deformación. La pieza se sujetó mediante una placa de vacío personalizada para evitar la deformación por sujeción. Un desbarbado final en la máquina, realizado con una herramienta especializada, garantizó que todos los bordes de las ranuras quedaran lisos y seguros. Las pruebas de conductividad posteriores al mecanizado confirmaron una retención de IACS superior al 99 %.
>99% IACSConductividad
Sin rebabasBordes de ranura
0,2 mmLlanura
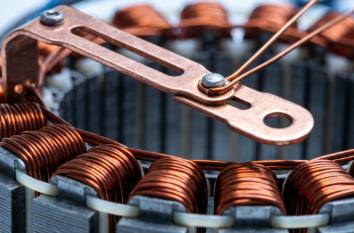
Especificaciones del proyecto
- MaterialBarra rectangular de cobre puro
- GeometríaForma curvada 3D compleja
- RequisitoCaracterísticas finales de precisión
Horquilla del estator del motor de vehículos eléctricos (mecanizado de preformado)
El desafío técnico
Las horquillas de cobre en bruto se doblan en formas 3D complejas después del mecanizado. El desafío consistió en mecanizar las características de acoplamiento precisas (chaflanes, ranuras, perfiles) en los extremos de la barra de cobre blanda y rectangular. antes el proceso de doblado. Las características mecanizadas debían estar ubicadas a la perfección para que, después del doblado, todas las horquillas se alinearan correctamente en el conjunto del estator.
Nuestra solución de ingeniería
Desarrollamos un dispositivo de sujeción multietapa específico que mantenía firmemente la barra rectangular en los puntos de referencia exactos utilizados por la máquina dobladora. Mediante mecanizado sincronizado de 3+2 ejes, mecanizamos ambos extremos en una sola operación, garantizando una simetría perfecta y una precisión de posicionamiento óptima. Se prestó especial atención a la geometría de la herramienta para evitar rebabas que pudieran interferir con el proceso de aislamiento posterior.
±0,03 mmUbicación
EspejoSimetría
CeroInterferencia de flexión
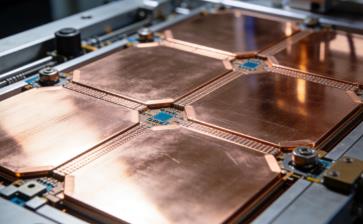
Especificaciones del proyecto
- MaterialC10100 (Cobre libre de oxígeno)
- SuperficieAcabado súper espejo
- LimpiezaCompatible con alto vacío
Componente para la manipulación de obleas semiconductoras
El desafío técnico
La pieza requería un acabado superficial de Ra < 0,05 μm (superespejo) en áreas planas y extensas, lo cual resulta extremadamente difícil en cobre blando y dúctil, ya que se raya con facilidad y deja marcas de herramientas. Además, la pieza debía estar completamente libre de aceites, huellas dactilares y partículas incrustadas para evitar la contaminación en el entorno de alto vacío de la herramienta para semiconductores.
Nuestra solución de ingeniería
El mecanizado se realizó en un área limpia y controlada. Utilizamos herramientas de torneado de diamante monocristalino en un torno/fresadora de ultraprecisión para lograr un acabado de espejo directamente de la máquina, minimizando el posprocesamiento. Durante todo el proceso se emplearon únicamente refrigerantes semiacuosos de alta pureza, que se eliminaron por completo mediante un proceso final de limpieza ultrasónica en varias etapas con disolventes especializados, seguido de horneado al vacío y envasado en sala limpia de clase 100.
Ra < 0,05 μmFinalizar
Clase 100Embalaje
CeroPartículas

Especificaciones del proyecto
- MaterialC36000 Latón, niquelado
- CaracterísticasAgujeros profundos de pequeño diámetro
- RequisitoControl de impedancia
Cuerpo del conector RF de alta frecuencia
El desafío técnico
La pieza requería diámetros internos y acabados superficiales extremadamente precisos para mantener una impedancia característica específica (por ejemplo, 50 ohmios). Perforar orificios profundos de pequeño diámetro en latón con una alta relación longitud-diámetro conllevaba el riesgo de deflexión de la herramienta y un acabado superficial deficiente. Cualquier rayadura interna o variación en el diámetro provocaría reflexión y pérdida de señal, degradando el rendimiento a frecuencias de GHz.
Nuestra solución de ingeniería
Utilizamos una combinación de perforación profunda para lograr rectitud en los orificios, seguida de mandrinado de precisión y bruñido para obtener el diámetro y el acabado superficial finales. El proceso se controló rigurosamente mediante mediciones durante el mismo. Posteriormente, las superficies internas se micropulieron antes del niquelado para garantizar una trayectoria conductora impecable y de baja pérdida. Las pruebas de impedancia realizadas en muestras verificaron el rendimiento.
50Ω ±1Impedancia
Ra 0,4 μmAcabado interior
< -30 dBPérdida de retorno
Guía de propiedades de los materiales
Comparación de aleaciones de cobre para mecanizado CNC
Compare propiedades clave como la conductividad, la maquinabilidad, la resistencia y la resistencia a la corrosión para seleccionar la mejor aleación de cobre para su aplicación.
- Comparación de rendimiento
- Temperamento y condición
- Superficies y recubrimientos
- Diseño para cobre
| Aleación | Estados de ánimo/condiciones comunes | Límite elástico (MPa) típico | Consejos sobre mecanizado |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 duro), H04 (duro) | 250-350 | Alta velocidad, herramientas afiladas. Utilice H04 para una rotura de virutas más limpia. |
| C36000 | H02 (1/2 duro) | 200-310 | Estándar industrial en cuanto a maquinabilidad. Excelente acabado superficial. |
| C26000 | H02 (1/2 duro), recocido | 110-380 | Propenso a generar virutas fibrosas; requiere rompevirutas. Ideal para el conformado en frío. |
| C93200 | Tal como se presenta / M07 | 125-170 | Contiene plomo para autolubricación; funciona muy bien en máquinas. |
| C95400 | Fundido, tratado térmicamente (TQ50) | 300-500 | Muy resistente/abrasivo. Requiere herramientas de carburo y configuraciones rígidas. |
| Aleación de cobre | Pulibilidad | Niquelado | Baño de plata/oro | Notas |
|---|---|---|---|---|
| C11000 / C10100 | Excelente | Excelente | Excelente | Su alta pureza permite una adhesión superior en el proceso de galvanoplastia. |
| C36000 / C26000 | Excelente | Excelente | Excelente | Se utiliza comúnmente para acabados decorativos. El C26000 es más dúctil. |
| C93200 (Bronce) | Bien | Justo | Justo | Su naturaleza porosa puede afectar al recubrimiento; a menudo se utiliza sin recubrimiento de aceite. |
| C95400 (Bronce de aluminio) | Justo | Pobre | Pobre | Forma de forma natural una capa protectora de alúmina; difícil de recubrir. |
| Factor de diseño | Directriz general | Guía de alta precisión | Razonamiento y recomendación |
|---|---|---|---|
| Espesor mínimo de pared | 0,5 mm | 0,8 mm | El cobre puro es blando; el C95400 es resistente pero necesita rigidez. |
| Esquinas internas afiladas | R ≥ 0,5 mm | R ≥ 1,0 mm | Reduce la formación de rebabas en aleaciones dúctiles como la C11000 y la C26000. |
| Profundidad de la rosca | 1,5 veces al día | 2,5 veces al día | El modelo C36000 permite un roscado sencillo; el modelo C95400 requiere machos de roscar de alta resistencia. |
| Tolerancia de agujeros | ±0,05 mm | H7 / G6 | Imprescindible para los ajustes a presión de los cojinetes C93200 para garantizar la holgura adecuada. |
Consejo para la selección de materiales:
Elegir C11000/C10100 para máxima conductividad eléctrica/térmica. Para componentes mecanizados complejos donde la conductividad es secundaria, Latón C36000 Ofrece el menor coste gracias a su capacidad de mecanizado de alta velocidad.
Resistencia al desgaste:
C93200 es la opción preferida para bujes estándar debido a sus propiedades antifricción. Para entornos de alta carga y alto impacto, Bronce de aluminio C95400 Proporciona una resistencia mecánica y una resistencia a la corrosión superiores.
Nota de fabricación:
Los cobres puros (C11000/C10100) son "gomosos" durante el fresado CNC; cabe esperar costes de desbarbado más elevados en comparación con el C36000.
Proceso simplificado
Sus piezas de cobre, desde el presupuesto hasta la entrega.
Nuestro proceso especializado para componentes de cobre garantiza una manipulación experta desde la revisión del diseño inicial hasta la inspección final, asegurando piezas que cumplen con sus especificaciones eléctricas, térmicas y mecánicas precisas.
01
Consulta y presupuesto
Comparta su diseño CAD. Le proporcionaremos un presupuesto detallado con recomendaciones de aleaciones y análisis de diseño para la fabricación en cuestión de horas.
02
Finalización del diseño
Colaboramos para optimizar el diseño para el mecanizado de cobre, centrándonos en la facilidad de fabricación y la funcionalidad.
03
Producción de precisión
Sus piezas son mecanizadas por especialistas que utilizan parámetros y herramientas optimizados para el cobre.
04
Control de calidad riguroso
Inspección dimensional, prueba de conductividad (si es necesario) y verificación del acabado superficial.
05
Acabado y envío
Aplique el recubrimiento o acabado especificado, luego empaque y envíe con la documentación completa.
Preguntas frecuentes
Preguntas frecuentes sobre el mecanizado CNC del cobre con respuestas
-
¿Cuáles son las principales ventajas del mecanizado CNC de piezas de cobre?
Las piezas de cobre mecanizadas por CNC ofrecen una conductividad eléctrica y térmica inigualable, una excelente resistencia a la corrosión, propiedades antimicrobianas inherentes y una buena maquinabilidad para ciertas aleaciones como el latón. Son esenciales para la distribución de energía, la gestión térmica, los componentes de radiofrecuencia y las aplicaciones decorativas.
-
¿Qué aleación de cobre es la más fácil de mecanizar?
El C36000 (latón de fácil mecanizado) es el estándar de la industria en cuanto a maquinabilidad, con una calificación del 100 %. Contiene plomo, lo que mejora la formación de virutas. Para opciones sin plomo con buena maquinabilidad, considere el C46400 (latón naval) o el C48500 (latón de fácil mecanizado con plomo).
-
¿Cómo se evitan las rebabas al mecanizar cobre blando?
Utilizamos múltiples estrategias: herramientas afiladas y pulidas con geometrías específicas; parámetros de mecanizado de alta velocidad y baja velocidad de avance; herramientas de desbarbado en proceso; y procesos secundarios como el método de energía térmica (TEM), el acabado vibratorio o el desbarbado químico para lograr bordes sin rebabas según lo especificado.
-
¿Es posible mecanizar cobre puro (C11000) con tolerancias muy ajustadas?
Sí. Si bien el cobre puro es gomoso, logramos tolerancias estrictas (±0,01 mm es lo habitual para características críticas) mediante herramientas afiladas especializadas, configuraciones rígidas, refrigerantes controlados y estrategias de mecanizado que minimizan el calor y la tensión del material. Los templetes más duros (como el H04) suelen ser más fáciles de mantener en cuanto a tolerancia que el cobre recocido.
-
¿Qué acabados superficiales y recubrimientos están disponibles para las piezas de cobre?
Los acabados incluyen pulido, cepillado y abrillantado. Las opciones de recubrimiento son variadas: níquel (para mayor dureza y protección), plata (máxima conductividad), oro (resistencia a la corrosión para contactos), estaño (soldabilidad) y pasivación (protección transparente contra el deslustre). Ofrecemos recomendaciones según la aplicación.
-
¿Ofrecen certificaciones de materiales para aleaciones de cobre?
Sí. Ofrecemos trazabilidad completa e informes de ensayos de materiales (MTR/CofC) para todas las aleaciones de cobre, certificando su composición, temple y propiedades físicas. Para grados eléctricos, también podemos proporcionar informes de ensayos de conductividad bajo petición.
-
¿Qué industrias utilizan con mayor frecuencia componentes de cobre mecanizados por CNC?
Entre los sectores clave se incluyen: Electricidad y Energía (barras colectoras, conectores), Automoción y Vehículos Eléctricos (componentes de baterías, horquillas), Telecomunicaciones (conectores de RF, guías de onda), Semiconductores (componentes de mandriles, calentadores), Fontanería y Marina (accesorios, válvulas) y Aeroespacial (componentes conductores).
-
¿Es más difícil mecanizar aleaciones de cobre que cobre puro?
Sí, el mecanizado de aleaciones de cobre suele ser más complejo que el del cobre puro. Las aleaciones de cobre a menudo contienen elementos añadidos que aumentan su dureza y resistencia, lo que dificulta el corte y el conformado.
-
¿Qué factores influyen en la dificultad de mecanizado de las aleaciones de cobre?
La dificultad del mecanizado depende de factores como:
Composición de la aleación: Un mayor contenido de aleación aumenta la dureza y la tenacidad.
Dureza del material: Las aleaciones más duras desgastan las herramientas más rápidamente.
Conductividad térmica: Una conductividad menor puede provocar acumulación de calor.
Ductilidad y tenacidad: Estas influyen en la formación de virutas y el desgaste de la herramienta.
Requisitos de acabado superficial: Las tolerancias más estrictas requieren un mecanizado más preciso.
