Principios y procesos del mecanizado por electroerosión por hilo

El mecanizado por descarga eléctrica de hilo, comúnmente conocido como electroerosión por hilo o WEDM, es un proceso de alta precisión que se utiliza para cortar materiales conductores de electricidad. A diferencia del fresado o el torneado, la electroerosión por hilo no depende de la fuerza de corte mecánica. Elimina el material mediante chispas eléctricas controladas que se generan entre un hilo delgado en movimiento y la pieza de trabajo. Soluciones de mecanizado GF Describe la electroerosión por hilo como un proceso en el que se crea una chispa eléctrica entre dos partes conductoras: el hilo de corte y el material que se está eliminando.
Esto hace que la electroerosión por hilo sea valiosa para metales duros, elementos delgados, esquinas internas afiladas y perfiles complejos que son difíciles de mecanizar con herramientas de corte estándar. Makino Cabe destacar que la electroerosión por hilo (EDM) es adecuada para materiales conductores de cualquier dureza y resulta útil cuando el fresado convencional alcanza sus límites. En los sectores aeroespacial, de dispositivos médicos, automotriz, robótica, utillaje y equipos industriales, la EDM por hilo se suele elegir cuando la precisión, la dureza del material y la geometría son más importantes que la alta velocidad de remoción de material.
En Modelo rápido, una fábrica de fabricación de precisión con sede en Shenzhen, China, Wire EDM se utiliza junto con Mecanizado CNCTorneado CNC, fresado CNC, rectificado, fabricación de chapa metálica, impresión 3D y acabado de superficies para dar soporte a proyectos de prototipos y producción de bajo volumen. El servicio de mecanizado CNC de Rapid-Model destaca la capacidad de tolerancia de hasta ±0,005 mm y ISO 9001 gestión de calidad.
Cómo funciona la electroerosión por hilo
El principio básico de la electroerosión por hilo es la erosión por chispa. Un electrodo de hilo delgado, generalmente de latón o latón revestido, se mueve continuamente a lo largo de una trayectoria CNC programada. El hilo y la pieza de trabajo están separados por un espacio muy pequeño y se enjuagan con fluido dieléctricoGeneralmente se utiliza agua desionizada. Al aplicar voltaje, se produce una descarga eléctrica a través del espacio entre los electrodos. La chispa genera un calor localizado intenso que funde o vaporiza una cantidad microscópica de material.
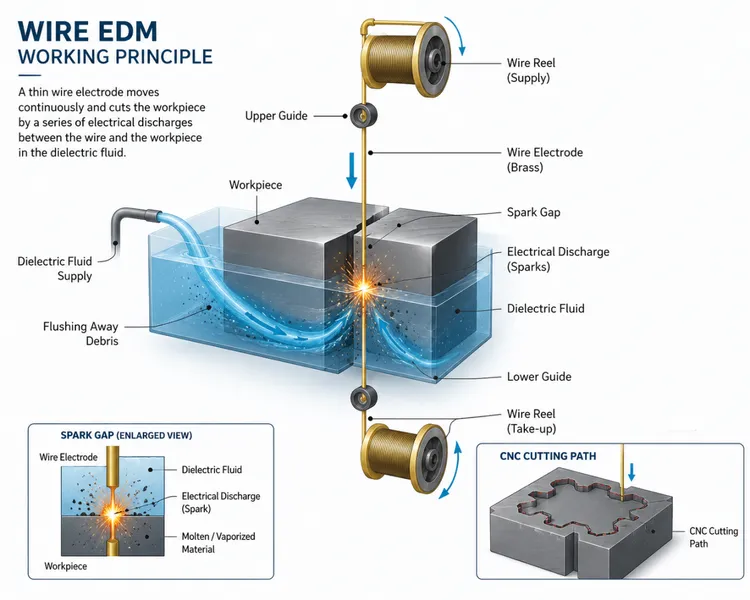
El hilo nunca toca físicamente la pieza. Tras cada descarga, el fluido dieléctrico enfría la zona de corte y elimina las partículas erosionadas. Este ciclo se repite miles de veces por segundo, creando gradualmente la forma deseada. Gracias a la ausencia de presión de corte directa, la electroerosión por hilo permite crear detalles delicados con una mínima tensión mecánica o distorsión.
Pasos principales en el proceso de electroerosión por hilo
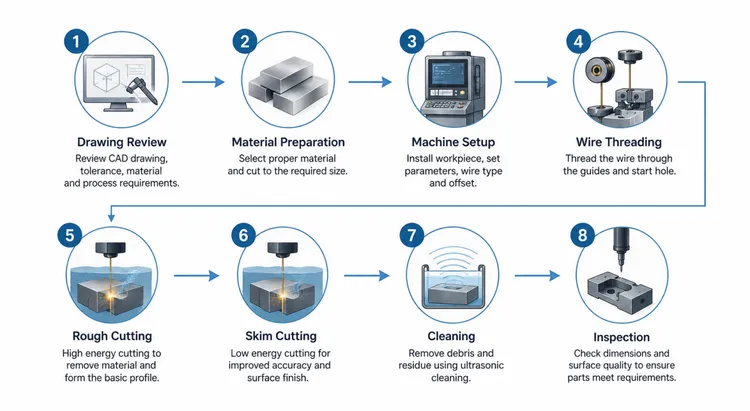
Revisión del diseño
Cada proyecto de electroerosión por hilo comienza con una revisión del plano, el modelo CAD, el material, el espesor, la tolerancia, el acabado superficial y los requisitos funcionales. Los ingenieros confirman si la pieza es apta para electroerosión o si conviene combinarla con mecanizado CNC o rectificado.
El mecanizado por electroerosión por hilo es ideal para cortes pasantes, ranuras estrechas, perfiles de precisión, materiales endurecidos y geometrías internas complejas. Sin embargo, el material debe ser conductor y los perfiles internos generalmente requieren un orificio de inicio para el enhebrado del hilo.
Configuración de la máquina
La pieza de trabajo se fija firmemente a la mesa de la máquina. Aunque la electroerosión por hilo genera muy poca fuerza de corte, una sujeción estable sigue siendo importante para la precisión. El operario selecciona el tipo de hilo, el diámetro del hilo, la condición dieléctrica, la presión de lavado, la estrategia de corte y los parámetros de descarga.
La máquina también aplica una compensación de desplazamiento del alambre porque la trayectoria de corte real es más ancha que el diámetro del alambre.
Corte y acabado
La primera pasada suele ser un desbaste, que elimina el material principal y da forma al perfil básico. El desbaste utiliza mayor energía de descarga y velocidades de avance más rápidas, por lo que es eficiente, pero puede dejar una superficie más rugosa y una pequeña capa afectada por el calor.
Un lavado estable es fundamental, ya que una mala eliminación de residuos puede reducir la precisión o provocar la rotura de los cables.
Tras el desbaste, uno o más cortes de acabado mejoran la precisión dimensional y la calidad de la superficie. Estos cortes eliminan una pequeña cantidad de material con menor energía de descarga. Ayudan a reducir la rugosidad superficial, eliminan la capa refundida y acercan la pieza a la tolerancia final.
Tras el mecanizado, las piezas se limpian y se inspeccionan utilizando micrómetros, medidores de altura, equipos de medición de coordenadas (CMM) y medidores de rugosidad superficial.
Ventajas de la electroerosión por hilo
La electroerosión por hilo permite cortar materiales conductores duros como acero para herramientas endurecido, acero inoxidable, aleaciones de titanio, carburo, aleaciones de cobre y aleaciones de níquel. Esto resulta útil cuando las piezas requieren un tratamiento térmico antes del mecanizado final.
Dado que el proceso es sin contacto, prácticamente no se aplica fuerza de corte mecánica. Esto ayuda a proteger paredes delgadas, elementos delicados y piezas que podrían deformarse durante el mecanizado convencional.
La electroerosión por hilo también permite crear esquinas internas afiladas, ranuras estrechas, radios pequeños, contornos complejos y perfiles pasantes de alta precisión. Esto la hace idónea para la fabricación de herramientas, moldes, fijaciones, calibres y piezas de producción de precisión.
Limitaciones de la electroerosión por hilo
La electroerosión por hilo es potente, pero no siempre es la opción más económica. Solo funciona con materiales conductores de electricidad. Los plásticos, cerámicas y materiales compuestos no conductores no se pueden mecanizar con la electroerosión por hilo estándar.
Generalmente, también es más lento que el fresado CNC para formas simples en materiales blandos como el aluminio. Si una pieza tiene una geometría simple y no requiere perfiles internos afilados ni tolerancias extremadamente ajustadas, el fresado CNC puede ser más rápido y rentable.
Otra limitación es la geometría. La electroerosión por hilo se utiliza principalmente para cortes pasantes, no para cavidades ciegas ni tridimensionales. Si una pieza requiere cavidades profundas, roscas, una gran remoción de material o superficies complejas de forma libre, el fresado CNC o la electroerosión por penetración pueden ser más adecuados.
Aplicaciones comunes
La electroerosión por hilo se utiliza ampliamente para piezas de precisión que requieren tolerancias estrictas y perfiles complejos. Entre las aplicaciones comunes se incluyen insertos de moldes, matrices de estampado, matrices de extrusión, engranajes, estrías, chaveteros, componentes médicos, piezas aeroespaciales, componentes automotrices, calibres de inspección, plantillas, dispositivos de fijación y piezas metálicas delgadas.

En muchos proyectos, la electroerosión por hilo y el mecanizado CNC se combinan. El fresado CNC puede eliminar grandes cantidades de material y crear características generales, mientras que la electroerosión por hilo se utiliza para perfiles críticos, esquinas afiladas y cortes de alta precisión.
Este enfoque combinado puede mejorar la precisión, reducir el riesgo y controlar el coste total de fabricación.
¿Por qué trabajar con Rapid-Model?
Rapid-Model ofrece soporte integral de fabricación a clientes de todo el mundo, desde la creación de prototipos hasta la producción en pequeñas cantidades. Nuestras capacidades incluyen mecanizado CNC, electroerosión por hilo, rectificado de precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección, fundición a presión, acabado de superficies e inspección de calidad.
Para proyectos de electroerosión por hilo, nuestro equipo de ingeniería puede revisar sus planos y recomendarle un proceso práctico basado en el material, la tolerancia, la geometría, el plazo de entrega y el coste.
Conclusión
El mecanizado por electroerosión por hilo es un proceso preciso y sin contacto que elimina material conductor mediante la erosión controlada por chispa eléctrica. Resulta especialmente útil para materiales duros, perfiles complejos, características internas afiladas y piezas que no toleran esfuerzos de corte mecánico.
Cuando se aplica correctamente, la electroerosión por hilo ayuda a los ingenieros a producir componentes fiables y de alta calidad para aplicaciones industriales exigentes. Para proyectos que involucran metales duros, ranuras estrechas, paredes delgadas o tolerancias ajustadas, Modelo rápido Puede ayudar a evaluar el proceso adecuado y proporcionar soporte de fabricación de precisión, desde la revisión de ingeniería hasta la entrega final.