Precauzioni per la lavorazione CNC
Lavorazione CNC È uno dei metodi di produzione più affidabili per la realizzazione di componenti in metallo e plastica di alta precisione. Trova ampio impiego nella robotica, nelle apparecchiature di automazione, nei dispositivi medici, nei componenti aerospaziali, nei componenti automobilistici e nei macchinari industriali. Tuttavia, anche con attrezzature CNC avanzate, la buona riuscita della lavorazione non dipende solo dalla macchina. Dipende anche da un'adeguata revisione del progetto, dalla selezione dei materiali, dal controllo delle tolleranze, dal fissaggio del pezzo, dalla pianificazione del percorso utensile, dalla finitura superficiale e dal controllo qualità.
Per ingegneri, sviluppatori di prodotto e team acquisti, comprendere le precauzioni chiave per la lavorazione CNC può contribuire a ridurre i rischi di produzione, evitare costi inutili e migliorare l'affidabilità delle consegne. Modello rapido è un fornitore di lavorazioni CNC con sede a Shenzhen che supporta i clienti con lavorazioni CNC, lavorazioni multiasse, finitura superficiale, rapporti di controllo qualità, certificazioni dei materiali e ispezione del primo articolo, ove richiesto.
1. Rivedere il progetto prima della lavorazione
La prima precauzione nella lavorazione CNC è quella di rivedere attentamente il progetto prima di iniziare la produzione. Un modello 3D può apparire corretto sullo schermo, ma non tutte le caratteristiche sono facili o economicamente vantaggiose da realizzare. Cavità profonde, pareti sottili, angoli interni acuti, fori molto piccoli e sottosquadri complessi possono aumentare i tempi di lavorazione, l'usura degli utensili e il rischio di produzione.
Una corretta analisi di progettazione per la produzione (Design for Manufacturing, DFP) dovrebbe verificare se il pezzo può essere lavorato con utensili standard, se la direzione di impostazione è ragionevole e se le caratteristiche critiche possono essere ispezionate dopo la lavorazione. Se un pezzo richiede la lavorazione a 5 assi, attrezzature speciali o utensili a lungo raggio, ciò deve essere confermato prima della produzione.
Per ottenere risultati ottimali, i clienti dovrebbero fornire entrambi CAD 3D file e disegni 2D. Il modello 3D definisce la geometria, mentre il disegno 2D definisce le tolleranze critiche, le filettature, la finitura superficiale, il grado del materiale, il trattamento termico e i requisiti di ispezione.

2. Scegliere il materiale giusto
La scelta del materiale ha un impatto diretto sulla difficoltà di lavorazione, sul costo, sulla finitura superficiale e sulle prestazioni finali. Le leghe di alluminio come 6061 e 7075 sono comunemente utilizzati per alloggiamenti leggeri, prototipi e parti strutturali. L'acciaio inossidabile offre una buona resistenza alla corrosione ma è più difficile da lavorare rispetto all'alluminio. Il titanio offre elevata resistenza e basso peso, ma richiede parametri di taglio accurati a causa dell'accumulo di calore e dell'usura dell'utensile. Le materie plastiche tecniche come VEDERE, PA, PC E SBIRCIARE Inoltre, richiedono diverse strategie di lavorazione per ridurre deformazioni, fusioni o bave.
Prima della lavorazione, è necessario verificare la qualità del materiale, la durezza e i requisiti per il post-trattamento. Ad esempio, l'anodizzazione può influire leggermente sulle dimensioni, mentre il trattamento termico può causare deformazioni. Se dopo il trattamento superficiale sono richieste tolleranze ristrette, questo aspetto deve essere considerato in fase di pianificazione del processo.
3. Evitare tolleranze troppo strette
Un errore comune nella lavorazione CNC è quello di applicare tolleranze ristrette a ogni dimensione. Le tolleranze ristrette aumentano i tempi di lavorazione, i tempi di ispezione e i costi. In molti casi, solo poche dimensioni funzionali richiedono effettivamente un'elevata precisione.
Per le dimensioni non critiche, si applicano standard di tolleranza generali come ISO 2768 Può contribuire a rendere i disegni chiari e pratici. La norma ISO 2768 è comunemente utilizzata per semplificare le indicazioni generali di tolleranza per le dimensioni che non necessitano di specifiche tolleranze individuali.
Per le caratteristiche critiche, di solito è meglio essere più specifici. Invece di aggiungere tolleranze lineari strette ovunque, usa GD&T, ad esempio ASME Y14.5per controllare importanti caratteristiche geometriche come planarità, parallelismo, perpendicolarità, concentricità o posizione reale. Questo aiuta il fornitore di lavorazioni meccaniche a comprendere cosa influisce realmente sulla funzione e sull'assemblaggio del pezzo, anziché considerare ogni dimensione come ugualmente critica. L'ASME descrive Y14.5 come uno standard chiave per definire e interpretare i requisiti GD&T sui disegni tecnici e sui dati digitali di prodotto.
La prassi migliore è semplice: le tolleranze dovrebbero essere il più strette possibile, ma non le più strette in assoluto. Tolleranze eccessivamente rigide possono aumentare i costi senza migliorare la funzionalità del pezzo. Una comunicazione chiara delle tolleranze aiuta il fornitore di lavorazioni meccaniche a scegliere il processo, l'attrezzatura, l'utensile e il metodo di ispezione più adatti.
4. Presta attenzione allo spessore della parete e alla rigidità del pezzo
Le pareti sottili sono difficili da lavorare perché possono vibrare, deformarsi o muoversi sotto l'azione del taglio. Ciò può comportare una finitura superficiale scadente, errori dimensionali o persino pezzi scartati. Il rischio è maggiore nella lavorazione di alloggiamenti in alluminio, contenitori per componenti elettronici, staffe leggere e componenti in plastica.
Per migliorare la stabilità, gli ingegneri dovrebbero evitare pareti sottili non necessarie, soprattutto se alte o non supportate. Se sono necessarie pareti sottili, il fornitore CNC può utilizzare passaggi di taglio più leggeri, dispositivi di fissaggio speciali o sequenze di lavorazione modificate. In alcuni casi, una prima sgrossatura seguita dalla finitura dopo il rilascio delle tensioni può migliorare la stabilità dimensionale.
La rigidità del componente deve essere sempre valutata insieme ai requisiti di tolleranza. È possibile realizzare un componente a parete sottile con tolleranze ristrette, ma ciò richiede un controllo di processo più accurato.
5. Confermare la strategia di gestione e configurazione del lavoro
Il fissaggio del pezzo è uno dei fattori più importanti per la precisione della lavorazione CNC. Anche una macchina CNC di alta gamma non può produrre pezzi precisi se il pezzo non è fissato saldamente. Un fissaggio inadeguato può causare vibrazioni, movimenti, deformazioni e dimensioni imprecise.
Prima della lavorazione, il fornitore deve stabilire come verrà fissato il pezzo, quanti attrezzaggi saranno necessari e quali superfici verranno utilizzate come riferimenti. I pezzi con più lati potrebbero richiedere diversi attrezzaggi, mentre i componenti complessi potrebbero trarre vantaggio dalla lavorazione CNC a 5 assi per ridurre gli errori di riposizionamento.
Per i componenti di alta precisione, la strategia di riferimento è particolarmente importante. I riferimenti di lavorazione devono corrispondere il più possibile ai riferimenti di disegno e di ispezione. Ciò migliora la coerenza tra la lavorazione e l'ispezione finale.
6. Selezionare gli utensili da taglio e i percorsi utensile appropriati
Gli utensili da taglio e i percorsi utensile influiscono direttamente sulla precisione, sulla finitura superficiale, sull'efficienza di lavorazione e sulla durata dell'utensile. Diametro e lunghezza dell'utensile, rivestimento, velocità di taglio, avanzamento, profondità di taglio e strategia di raffreddamento devono essere tutti compatibili con il materiale e la geometria.
Per cavità profonde possono essere necessari utensili lunghi, ma questi sono meno rigidi e più soggetti a vibrazioni. Gli utensili piccoli consentono di lavorare dettagli fini, ma sono più facili da rompere e richiedono parametri di taglio più lenti. Per raggi interni stretti, il diametro dell'utensile deve essere sufficientemente piccolo da ottenere il raggio d'angolo richiesto.
Anche la pianificazione del percorso utensile è fondamentale. La sgrossatura rimuove la maggior parte del materiale in modo efficiente, mentre le passate di finitura controllano le dimensioni finali e la qualità della superficie. Per i pezzi di precisione, le passate di semifinitura e finitura vengono spesso utilizzate per migliorare la precisione e la stabilità.
7. Controllo del calore, delle sollecitazioni e della deformazione
Durante la lavorazione CNC, il taglio genera calore. Se il calore non viene controllato, può influire sulla precisione dimensionale, sulla durata dell'utensile e sulla finitura superficiale. L'acciaio inossidabile, il titanio e le materie plastiche sono particolarmente sensibili ai problemi legati al calore.
Le tensioni interne del materiale possono causare deformazioni anche dopo la rimozione del materiale stesso. Questo è un problema comune nelle grandi lastre di alluminio, nei componenti a parete sottile e nelle strutture asimmetriche. Per ridurre il rischio, i fornitori possono utilizzare materiale disteso, eseguire una sgrossatura del pezzo, lasciarlo stabilizzare e quindi rifinire le caratteristiche critiche.
Il refrigerante, i parametri di taglio e la sequenza di lavorazione devono essere selezionati in base al materiale. Un buon controllo del calore e delle sollecitazioni contribuisce a mantenere la coerenza dimensionale e la qualità della superficie.
8. Pianificare la finitura superficiale in anticipo
La finitura superficiale non deve essere considerata un aspetto secondario. Anodizzazione, verniciatura a polvere, sabbiatura, lucidatura, passivazione, placcatura e verniciatura possono influenzare l'aspetto, la resistenza alla corrosione e le dimensioni.
Ad esempio, l'anodizzazione è comunemente utilizzata per i componenti in alluminio, ma le dimensioni possono variare leggermente a seconda dello spessore del rivestimento. La verniciatura a polvere aggiunge uno spessore maggiore rispetto all'anodizzazione e dovrebbe essere presa in considerazione per le superfici di accoppiamento, i fori filettati e le aree di assemblaggio. Se un componente presenta superfici estetiche, queste aree devono essere chiaramente indicate sul disegno.
Qualora sia richiesta una finitura superficiale, i clienti devono specificare il colore, la texture, il livello di lucentezza, le aree da mascherare e gli standard estetici accettabili.
9. Pianificare l'ispezione prima della produzione
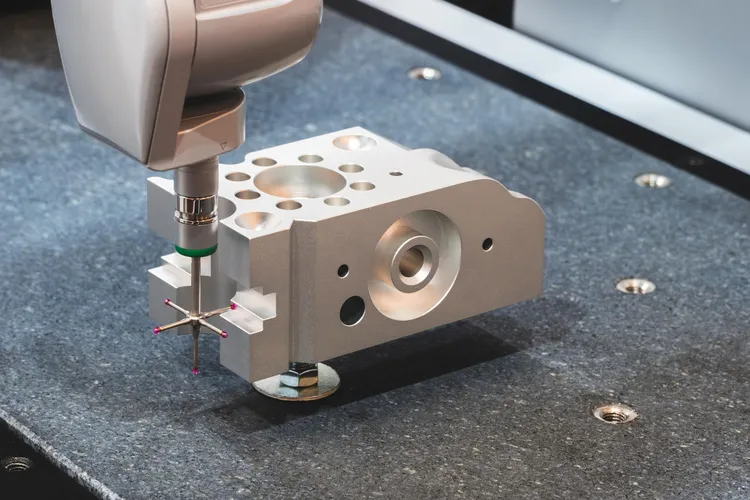
Il controllo qualità deve essere pianificato prima dell'inizio della lavorazione. Il fornitore deve comprendere quali dimensioni sono critiche, quali strumenti di ispezione sono necessari e quale formato di report richiede il cliente.
I metodi di ispezione comuni includono calibri, micrometri, altimetri, calibri per filettature, calibri a perno, Ispezione CMMIspezione ottica e test di rugosità superficiale. Per componenti di alta precisione o critici per l'assemblaggio, i clienti possono anche richiedere rapporti di ispezione del primo articolo, rapporti di ispezione dimensionale completi, certificati dei materiali o registri della finitura superficiale.
L'ispezione del primo articolo è particolarmente utile prima della produzione su vasta scala perché aiuta a confermare che il primo pezzo lavorato corrisponda al disegno approvato e che il processo produttivo sia in grado di produrre costantemente pezzi conformi. SAE AS9102 Definisce i requisiti di documentazione per l'ispezione del primo articolo, rendendo la FAI un importante punto di riferimento per i progetti che richiedono registrazioni di qualità chiare e tracciabilità.
Per i progetti di lavorazione CNC, i rapporti di ispezione e i certificati dei materiali non sono solo documenti di qualità, ma aiutano anche i clienti con il controllo in entrata, la verifica dell'assemblaggio e l'approvazione del cliente finale. Rapid-Model afferma di poter fornire il controllo del primo articolo, rapporti dimensionali, certificazioni dei materiali e supporto per l'ispezione calibrata, a seconda delle esigenze del progetto.
Conclusione
Lavorazione CNC È possibile produrre componenti estremamente precisi e affidabili, ma solo se il processo è controllato dalla fase di progettazione fino all'ispezione finale. Le precauzioni più importanti includono la verifica della fattibilità produttiva, la scelta del materiale più adatto, l'evitare tolleranze troppo strette, il miglioramento del fissaggio dei pezzi, la selezione degli utensili appropriati, la gestione del calore e della deformazione, la pianificazione della finitura superficiale e la conferma dei requisiti di ispezione.
Per i componenti lavorati a CNC su misura, l'obiettivo non è solo realizzare un pezzo che corrisponda al disegno. L'obiettivo è realizzare un componente che funzioni correttamente, si assembli senza problemi e possa essere consegnato in modo costante.
Rapid-Model offre servizi di lavorazione CNC, lavorazione a 5 assi, finitura superficiale e controllo qualità da Shenzhen, Cina. Se state sviluppando componenti complessi in metallo o plastica, il nostro team di ingegneri può aiutarvi a esaminare i vostri disegni, valutare i rischi di produzione e fornire soluzioni pratiche, dal prototipo alla produzione in serie.
