| Grado di alluminio | Costo | Hardnes | lavorabilità | Resistenza alla corrosione | Finitura estetica |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Buono (facile da estrudere) | ★★★★★ | Eccellente |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Fair (Gommosa) | ★★★★★ | Moderare |
| 6061 | ★★★☆☆ | ★★★★☆ | Eccellente (stabile) | ★★★☆☆ | Molto bene |
| 2024 | ★★★★☆ | ★★★★★ | Bene | ★★☆☆☆ | Moderare |
| 7075 | ★★★★★ | ★★★★★ | Eccezionale (Precisione) | ★★☆☆☆ | Bene |
Servizi di lavorazione CNC di precisione dell'alluminio e produzione di componenti.
Forniamo componenti personalizzati in lega di alluminio, supportando ogni fase, dalla prototipazione alla produzione di massa. Grazie a un servizio di spedizione globale efficiente e conveniente, la consegna può essere completata in soli tre giorni, garantendo risultati che soddisfano le vostre aspettative.

100+
Macchine CNC
3-7 giorni
Tempi di consegna tipici
24 ore
Preventivi rapidi
6k㎡
Area della fabbrica.
Tolleranza dimensionale
±0,005 mm
Risultato ottenuto grazie a centri di lavoro giapponesi/tedeschi di alta gamma e alla verifica tramite CMM.
Rugosità superficiale
Ra ≤ 0,8 μm
Soddisfa i rigorosi requisiti per i componenti ottici e l'elettronica di consumo di fascia alta.
Garanzia di qualità
ISO 9001:2015
Protocolli di ispezione rigorosi al 100% per le caratteristiche critiche, utilizzando apparecchiature OMM/CMM automatizzate.
Capacità di lavorazione dell'alluminio
Capacità di lavorazione CNC di precisione dell'alluminio
Soluzioni personalizzate di alta precisione ed efficienza per componenti complessi in alluminio.
Lavorazione simultanea a 5 assi
Fresatura multiasse avanzata per geometrie complesse e forme organiche in un'unica configurazione.
- Strutture complesse integrate
- Finitura superficiale di qualità superiore
Finitura superficiale avanzata
Gamma completa di trattamenti post-produzione, tra cui anodizzazione, sabbiatura e rivestimento duro.
- Abbinamento colori personalizzato
- Maggiore resistenza all'usura
Prototipazione rapida
Tempi di consegna rapidissimi (24-48 ore) per prototipi funzionali, per accelerare il ciclo di ricerca e sviluppo.
- Feedback DFM incluso
- Supporto per iterazioni rapide
Produzione ad alto volume
Linee di produzione scalabili, ottimizzate per garantire uniformità ed efficienza in termini di costi nella produzione di grandi lotti.
- Lavorazione automatizzata delle celle
- Ottimizzazione del costo unitario
Controllo rigoroso delle tolleranze
Mantenimento delle dimensioni critiche in grandi lotti di produzione con una precisione a livello di micron.
- Alesatura e alesatura di precisione
- Controllo termico stabile
Versatilità dei materiali
Competenza in una vasta gamma di leghe, tra cui le serie 6061, 7075, 2024 e 5052.
- Leghe di grado aerospaziale
- Tracciabilità certificata dei materiali
Galleria di esempi
Componenti in alluminio lavorati a CNC su misura
Scoprite i nostri componenti in alluminio, che dimostrano la nostra capacità di fornire soluzioni conformi agli standard di settore in diversi ambiti.
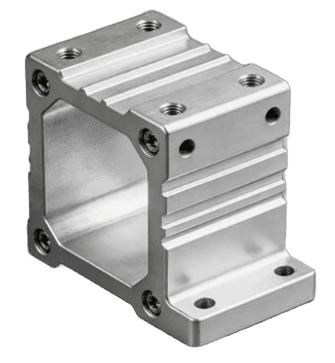
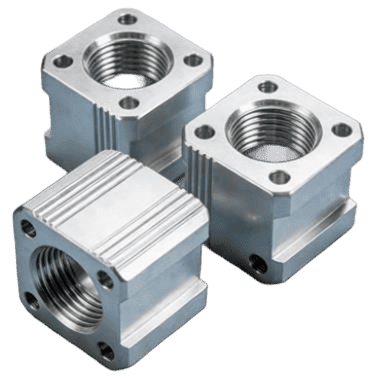
Alloggiamento in alluminio lavorato a CNC
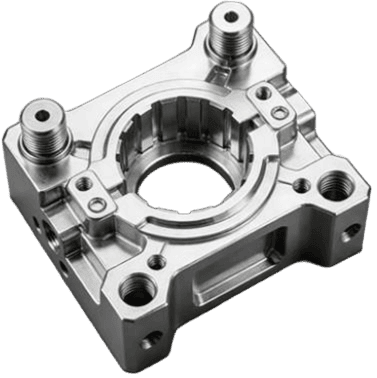
Base meccanica in alluminio

Ingranaggio cilindrico in alluminio lavorato a CNC
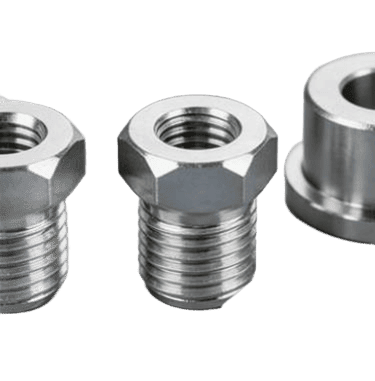
Bulloni filettati in alluminio
Orologi da parete in alluminio lavorato a CNC
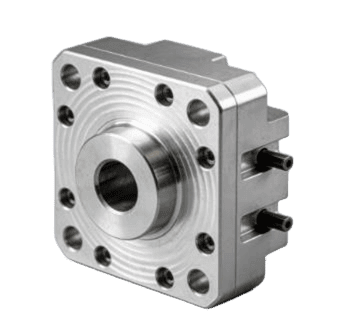
Componente flangiato in alluminio
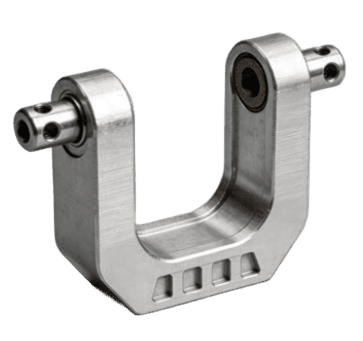
Staffa in alluminio lavorata a CNC

Componente conico in alluminio
Scegliere il materiale in alluminio giusto
Selezione dei materiali in lega di alluminio
Vasta gamma di leghe di alluminio di alta qualità per uso industriale e strutturale, realizzate con precisione in base alle specifiche dei vostri componenti personalizzati.
Materiali
Leghe di alluminio ad alte prestazioni
Gradi aerospaziali ad alta resistenza
- Alluminio 6061: Standard strutturale versatile.
- Alluminio 2024: Rivestimento degli aeromobili soggetto a forte fatica.
- Alluminio 6063: Profili architettonici di precisione.
- Alluminio 7075: Resistenza statica ultima.
Resistente alla corrosione e speciale
- Alluminio 2A12: Elevata durezza, paragonabile a quella richiesta nel settore aeronautico.
- Alluminio 5052: Piastra marina resistente all'acqua salata.
- Alluminio 7050: Sezioni spesse ad elevata tenacità.
Guida alla selezione dei materiali
- Forza:I modelli 7075 e 2A12 offrono i carichi meccanici più elevati.
- Durata: 5052 è il punto di riferimento per gli ambienti difficili.
- Lavorabilità: 6061 / 6063
La nostra struttura
Centri di lavoro CNC avanzati per alluminio
Scoprite la nostra struttura all'avanguardia, attrezzata per fornire componenti in alluminio lavorati a CNC di alta qualità per i vostri progetti più esigenti.

Officina di lavorazione CNC a modello rapido

Operatore CNC con anni di esperienza presso Rapid Model

Operatore CNC addetto al pannello di controllo

Centro di lavoro CNC di Rapid Model

Officina CNC di modelli rapidi

Operatori di officina CNC

Centro di lavoro di precisione a 5 assi Rapid Model

Ingegnere addetto alla programmazione del pannello di controllo di un centro di lavoro di precisione a 5 assi.
Processi disponibili
Processi opzionali di lavorazione CNC dell'alluminio
Offriamo servizi di fresatura e tornitura CNC di alta precisione, specificamente progettati per le leghe di alluminio. Il nostro obiettivo è garantire stabilità dimensionale, tolleranze ristrette e finiture superficiali di qualità superiore per componenti industriali.
Fresatura CNC
Attrezzate per geometrie complesse, cavità e caratteristiche superficiali. Le nostre macchine a 3, 4 e 5 assi gestiscono qualsiasi cosa, dalle semplici piastre ai pezzi prismatici più complessi.
Tolleranza: ±0,0004"
Dimensioni massime: 110" x 70" x 20"
Finitura Ra 3,2 μm
Tornitura CNC
Tornitura di alta precisione per componenti rotanti come alberi, boccole e connettori. L'utensile motorizzato consente di fresare elementi in un'unica operazione.
Diametro: da 0,1" a 30"
Utensili in movimento
Alta concentricità
Lavorazione CNC a 5 assi
Movimento simultaneo a 5 assi per le geometrie industriali più complesse. Riduce i tempi di setup, aumenta la precisione e accorcia i tempi di produzione.
Giranti e valvole
Configurazione singola
Contornatura complessa
Lavorazione a vite svizzera
Progettato specificamente per componenti di piccolo diametro, lunghi e sottili. Le boccole di guida ad alta rigidità garantiscono un'estrema precisione per i componenti in miniatura.
Diametro: 0,03" - 1,25"
Tolleranza di ±0,0002"
Inserti di precisione
Selezione di leghe di alluminio
Competenza nella lavorazione di leghe industriali comuni. Garantiamo la selezione ottimale degli utensili in base alla tempra e alla lavorabilità specifiche della lega.
6061 / 6063
7075-T6
5052 / 2024
Finitura e ispezione
Post-elaborazione e controllo qualità integrati. Ogni lotto viene verificato mediante metrologia standardizzata per garantire la conformità alle specifiche.
Anodizzazione
Verifica CMM
sabbiatura a microsfere
Guida alla selezione dei materiali
Confronto delle proprietà dei materiali delle leghe di alluminio
Confronta le caratteristiche principali, tra cui durezza, lavorabilità, resistenza alla corrosione e finitura estetica, per selezionare il materiale ottimale per il tuo progetto CNC.
- Confronto delle prestazioni
- Selezione del temperamento
- Trattamento superficiale
- Competenza nella progettazione
| Grado di alluminio | Temperamenti comuni | Resistenza allo snervamento (MPa) | Consigli per la scelta del temperamento |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Scelta ideale per componenti estetici e dissipatori di calore. Il T5 è il più comune per gli estrusi che richiedono una finitura superficiale di qualità superiore. |
| 5052 | H32 / O | ~190 | Scegli H32 per involucri generici; O-temper per imbutitura profonda o piegature complesse. Ideale per ambienti marini e di acqua salata. |
| 6061 | T6 / T651 | ~270 | CNC preferito T651:Trattamento di distensione per garantire stabilità dimensionale e ridurre al minimo la deformazione dopo il taglio. Il "cavallo di battaglia" del settore. |
| 2024 | T3 / T4 | ~325 | Il trattamento termico T3 offre il miglior equilibrio tra elevata resistenza e tenacità alla frattura per applicazioni aerospaziali e strutture soggette a forte fatica. |
| 7075 | T6 / T651 | ~500 | T651 è obbligatorio Ideale per componenti complessi e di alta precisione, per prevenire deformazioni. La durezza è paragonabile a quella dell'acciaio, risultando adatta a componenti in cui il peso è un fattore critico. |
| Grado di alluminio | Anodizzazione trasparente | Anodizzazione colorata | Anodizzazione dura (Tipo III) | Osservazioni |
|---|---|---|---|---|
| 6063 | Eccellente | Eccellente | Moderare | Offre la texture superficiale più fine e i colori più vivaci. |
| 6061 | Grande | Grande | Eccellente | La scelta più affidabile per i componenti industriali; risultati estremamente costanti. |
| 5052 | Bene | Giusto | Bene | I colori potrebbero apparire leggermente spenti o opachi rispetto alla serie 6xxx. |
| 7075 | Scarso (a chiazze) | Povero | Eccellente | L'alto contenuto di zinco provoca una colorazione non uniforme. Ideale per rivestimenti scuri e resistenti. |
| Serie 2XXX | Sconsigliato | Sconsigliato | Giusto | Un elevato contenuto di rame porta a una scarsa ossidazione e a un aspetto "annerito". |
| Fattore di progettazione | Specifiche standard | Ottimizzazione di fascia alta | Raccomandazione tecnica |
|---|---|---|---|
| Spessore della parete | 0,8 mm | 0,5 mm (preciso) | Mantenere un rapporto d'aspetto (altezza:larghezza) inferiore a 10:1 per prevenire le vibrazioni e garantire una finitura a specchio. |
| Profondità della cavità | Rapporto L:D 3:1 | Rapporto L:D 5:1 (Limite) | La profondità standard dovrebbe essere entro 3 volte il diametro dell'utensile. Profondità superiori a 6 volte il diametro richiedono utensili speciali a collo lungo e comportano costi aggiuntivi. |
| Angoli interni | R ≥ 1,0 mm | R = (Profondità / 6) + 0,5 mm | Progettare angoli leggermente più ampi del raggio dell'utensile (ad esempio, R3.2 per una fresa da 6 mm) per consentire velocità di avanzamento uniformi ed eliminare i segni dell'utensile. |
| Filettature per fori ciechi | Profondità = 1,5 x Diametro | Profondità = 2,0 x Diametro (massimo) | Assicurarsi che vi sia uno spazio di foratura di 3-5 passi nella parte inferiore. Superare il doppio del diametro non aggiunge resistenza ma aumenta il rischio di rottura del maschio. |
| Rugosità superficiale | Ra 3,2 μm | Ra 0,8 μm (Premium) | La finitura standard di alta qualità è Ra 1,6 μm. Utilizzare Ra 0,8 μm solo per superfici di tenuta critiche o componenti ottici di alta gamma. |
| Tolleranze di precisione | ±0,05 mm | ±0,01 mm | Applicare una tolleranza di ±0,01 mm solo alle dimensioni funzionali critiche (CTQ). Utilizzare la norma ISO 2768-m (Media) per le caratteristiche non di accoppiamento. |
| Trattamento dei bordi | spigoli vivi | Smusso da 0,1 a 0,3 mm | È sempre opportuno smussare leggermente gli spigoli vivi per migliorare l'uniformità del rivestimento di anodizzazione e prevenire scheggiature fragili. |
Allevia lo stress:
Nel caso di materiali ad alta resistenza come il 7075, i componenti sottili e complessi sono soggetti a deformazioni dopo la lavorazione.
Si consiglia di specificare la tempra T651, in quanto sottoposta a distensione mediante stiramento.
Avvertenza sulla saldabilità:
Le leghe 2024 e 7075 sono sostanzialmente non saldabili a causa dell'elevato rischio di fessurazione.
Se è necessaria la saldatura, consigliamo invece i modelli 5052 o 6061.
Conduttività termica:
Per le applicazioni di dissipazione del calore, raccomandiamo il 6063, poiché la sua conduttività termica è migliore del 6061,
mentre la lega 7075 presenta la conduttività termica più bassa tra queste leghe.
Competenza tecnica
Competenze nella lavorazione CNC dell'alluminio: sfide e soluzioni
- utensili industriali
- Automobilistico (EV)
- Robotica
- Comunicazione
Specifiche del progetto
- MaterialeAlluminio 6061-T6 (trattato con distensione)
- Dimensione criticaConcentricità e perpendicolarità
- Tolleranze±0,01 mm sui fori critici
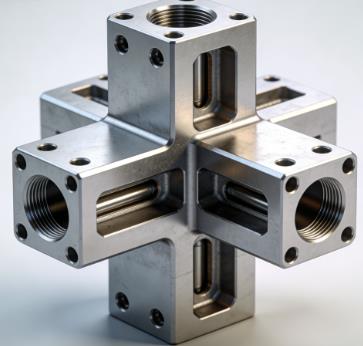
Fresatura di precisione del corpo valvola pneumatica
La sfida tecnica
La difficoltà principale risiedeva nella foratura profonda multidirezionale e nella fresatura a cavità incrociate. Nell'alluminio tenero, le punte lunghe tendono a deviare, e la fresatura ad alta velocità in cavità profonde spesso provoca il "ritaglio del truciolo", che degrada la finitura superficiale e porta a instabilità dimensionale a causa dell'accumulo di calore.
La nostra soluzione ingegneristica
Abbiamo utilizzato il raffreddamento ad alta pressione attraverso il mandrino (70 bar) per espellere istantaneamente i trucioli dalle cavità profonde, prevenendo l'accumulo di calore. Per i fori di precisione, abbiamo implementato un processo in due fasi: una sgrossatura iniziale seguita da un periodo di riposo per la stabilizzazione termica, quindi la finitura finale con alesatori in PCD (diamante policristallino) per garantire una concentricità di ±0,01 mm su tutta la lunghezza di 150 mm.
Ra 0,4 μmFinitura interna
0,01 mmConcentricità
99.8%Tasso di superamento

Specifiche del progetto
- MaterialeAlluminio 6063 (ad alta resistenza termica)
- Misurare600 mm x 450 mm x 12 mm
- RequisitoPlanarità senza deformazioni
Piastra di gestione termica della batteria del veicolo elettrico
La sfida tecnica
La lavorazione di lamiere di alluminio grandi e sottili è notoriamente soggetta a deformazioni. Man mano che il materiale superficiale viene rimosso, le tensioni residue interne vengono rilasciate, causando la flessione o la torsione della lamiera. I tradizionali sistemi di bloccaggio spesso mascherano la deformazione durante la lavorazione, salvo poi far sì che il pezzo, una volta rilasciato, esca dalle tolleranze.
La nostra soluzione ingegneristica
Abbiamo adottato una strategia di "ciclo di rilascio delle tensioni". Le piastre sono state inizialmente fresate grossolanamente su entrambi i lati per rilasciare le tensioni primarie. Abbiamo quindi utilizzato un dispositivo di aspirazione sottovuoto a pressione controllata per mantenere il pezzo in posizione senza deformazioni meccaniche. La finitura finale è stata eseguita utilizzando una fresa a disco con un'elevata velocità di avanzamento per ridurre al minimo il tempo di contatto tra l'utensile e il pezzo, gestendo efficacemente la dilatazione termica.
< 0,05 mmPiattezza
12%Riduzione del peso.
OttimizzatoTempo di ciclo

Specifiche del progetto
- MaterialeAlluminio 7075-T6 (grado aeronautico)
- GeometriaSottosquadri e angoli composti
- PrecisioneCuscinetto H7 compatibile
Alloggiamento per articolazione robotica a 5 assi
La sfida tecnica
Rispetto alla lega 6061, l'alluminio 7075-T6 è altamente abrasivo, il che comporta una rapida usura dell'utensile e fluttuazioni nel diametro del foro. Inoltre, la forma organica e non prismatica richiedeva un movimento continuo a 5 assi senza "punti di sosta" nei punti di transizione tra gli assi, poiché questi avrebbero compromesso l'integrità strutturale sotto l'effetto di coppie elevate.
La nostra soluzione ingegneristica
Abbiamo programmato i percorsi utensile utilizzando la fresatura trocoidale simultanea a 5 assi per mantenere un carico utensile costante. Per garantire la precisione del foro H7, abbiamo utilizzato un sistema di misurazione a infrarossi in macchina (Renishaw) per misurare il foro dopo la sgrossatura e regolare automaticamente l'offset dell'utensile per la passata di finitura finale, compensando in tempo reale l'usura dell'utensile.
H7Attacco alesaggio
ZeroGradini in superficie
AltoResistenza alla coppia

Specifiche del progetto
- MaterialeAlluminio 5052-H32 (lamiera/piastra)
- RequisitoGrado di protezione IP67 e finitura conduttiva.
- CaratteristicaScanalature per guarnizioni EMI
Contenitore per ricetrasmettitore di segnale RF per esterni
La sfida tecnica
Gli involucri per dispositivi elettronici da esterno richiedono una tenuta perfetta. Le strette scanalature della guarnizione (larghe 1,5 mm) dovevano essere lavorate con elevata precisione su un'ampia superficie. Qualsiasi sbavatura o irregolarità nella scanalatura avrebbe compromesso il grado di protezione IP67. Inoltre, la superficie doveva rimanere conduttiva per la schermatura EMI, resistendo al contempo a oltre 300 ore di esposizione alla nebbia salina.
La nostra soluzione ingegneristica
Abbiamo utilizzato frese diamantate specializzate per ottenere una finitura della scanalatura priva di bave direttamente dalla macchina, eliminando la sbavatura manuale che avrebbe potuto danneggiare i bordi. Dopo la lavorazione, abbiamo applicato un rivestimento di conversione al cromato giallo (Alodine) che fornisce una barriera resistente alla nebbia salina, mantenendo al contempo la conduttività elettrica della superficie per la messa a terra e la schermatura RFI.
IP67Valutazione
Oltre 300 oreNebbia salina
Senza sbavatureScanalature
Processo di collaborazione efficiente
Componenti in alluminio CNC personalizzati, realizzati in modo semplice.
Grazie al nostro processo produttivo snello ed efficiente, potrai immettere i tuoi componenti sul mercato più velocemente. Ci occupiamo noi della complessità, così tu potrai concentrarti sulla crescita del tuo marchio.
01
Preventivo e DFM
Carica i file STP/DXF per ottenere immediatamente prezzi e analisi di fattibilità produttiva.
02
Ottimizzazione della progettazione
I nostri ingegneri perfezionano il progetto per ottimizzare i costi e la velocità di produzione.
03
Fabbricazione di precisione
Attrezzature all'avanguardia e ingegneria specializzata.
04
Validazione della qualità
Verifica con CMM e protocolli di ispezione standardizzati ISO 9001.
05
Finitura e consegna
Finitura finale delle superfici, assemblaggio e spedizione logistica globale.
FAQ
Rispondere alle vostre preoccupazioni
-
Quali finiture superficiali sono disponibili dopo la lavorazione CNC dell'alluminio?
Le finiture disponibili includono anodizzazione (trasparente, nera, colorata), anodizzazione dura (Tipo III), sabbiatura, spazzolatura, verniciatura a polvere, verniciatura e galvanizzazione. La scelta dipende dalla resistenza alla corrosione, dalla resistenza all'usura, dall'aspetto e dai requisiti funzionali.
-
Quali settori industriali utilizzano la lavorazione CNC dell'alluminio?
La lavorazione CNC dell'alluminio è ampiamente utilizzata nei settori aerospaziale, dei dispositivi medici, dell'elettronica, delle telecomunicazioni, della robotica, dei sistemi ottici e laser, dell'automotive e delle nuove energie.
-
L'anodizzazione influisce sulla precisione dimensionale?
Sì. L'anodizzazione aggiunge uno strato di ossido tipicamente spesso 5-25 μm, con circa il 50% che cresce verso l'interno e il 50% verso l'esterno. La compensazione dimensionale o la mascheratura vengono applicate alle caratteristiche critiche per mantenere tolleranze ristrette.
-
La lavorazione CNC dell'alluminio è conforme agli standard ISO 2768 o ASME?
Sì. La lavorazione CNC dell'alluminio generalmente segue la norma ISO 2768-m/f per le tolleranze generali e la norma ASME Y14.5 per le tolleranze geometriche e dimensionali (GD&T), salvo diversa indicazione sul disegno.
-
Quale lega di alluminio è la migliore per la lavorazione CNC?
La lega 6061 è la più comunemente utilizzata grazie alla sua eccellente lavorabilità e al suo ottimo rapporto qualità-prezzo. Altre opzioni includono la 7075 per l'elevata resistenza, la 2024 per la resistenza alla fatica, la 5052 per la resistenza alla corrosione e la 6063 per una migliore finitura superficiale e conduttività termica.
-
Quali servizi di lavorazione e fresatura dell'alluminio sono disponibili?
I servizi offerti includono fresatura CNC da 3 a 5 assi, tornitura CNC, lavorazioni di fresatura-tornitura, prototipazione rapida, produzione di piccoli volumi e lotti, ottimizzazione DFM e finitura superficiale.
-
È possibile combinare la lavorazione della lamiera con la lavorazione CNC dell'alluminio?
Sì. La lavorazione della lamiera e la lavorazione CNC dell'alluminio possono essere combinate per produrre assemblaggi completi come custodie, telai e moduli strutturali, migliorando la uniformità e riducendo i tempi di consegna.
