| lega di rame | Conduttività (% IACS) | Indice di lavorabilità | Conto tipico | Applicazioni principali |
|---|---|---|---|---|
| C11000 (ETP Rame) | >100% | 20% (Gommose) | Mezzo | Sbarre collettrici, contatti elettrici, dissipatori di calore |
| C10100 (OFC) | >101% | 20% | Mezzo | Semiconduttori, Alto Vuoto, Acceleratori di particelle |
| C36000 (Ottone ad alta lavorabilità) | ~28% | 100% (Riferimento) | Bene | Raccordi, valvole, componenti di precisione per macchine a vite |
| C26000 (ottone 70/30) | ~28% | 30% | Medio-Alto | Componenti per munizioni, elementi di fissaggio, ferramenta decorativa |
| C93200 (Cuscinetto in bronzo) | ~12% | 70% | Alto | Cuscinetti, boccole, rondelle (SAE 660) |
| C95400 (Bronzo all'alluminio) | ~13% | 20% (Difficile) | Molto alto | Ingranaggi per impieghi gravosi, componentistica nautica, piastre antiusura |
Servizi di lavorazione CNC di precisione per rame e ottone | Componenti in rame personalizzati
Rapid Model offre componenti personalizzati in lega di rame. I servizi comprendono la prototipazione rapida e la produzione in serie. Tecniche di lavorazione all'avanguardia garantiscono prestazioni ottimali per applicazioni critiche. È disponibile la spedizione in tutto il mondo, anche con opzioni express.

10+
Macchine dedicate
5-10 giorni
Tempi di consegna tipici
12 ore
Citazioni di esperti
98%
Ritenzione della conduttività
Tolleranza dimensionale
±0,01 mm
Risultato ottenuto grazie a strumenti specializzati per materiali gommosi e alla compensazione termica in tempo reale.
Finitura superficiale
Ra ≤ 0,8 μm
Fondamentale per i contatti elettrici, la schermatura RF e le superfici di tenuta per il vuoto spinto.
Qualità e tracciabilità
ISO 9001:2015
Certificazione completa dei materiali (C10200, C36000, ecc.) e test di conduttività al 100% per le parti critiche.
Competenza nella lavorazione del rame
Lavorazioni CNC di precisione per rame e ottone
Soluzioni specializzate per componenti in rame ad alta conduttività, gestione termica e resistenza alla corrosione.
Precisione per componenti elettrici
Lavorazione di barre collettrici, connettori e terminali con tolleranze rigorose per mantenere una conduttività IACS superiore al 98%.
- Lavorazione a basso stress
- Bordi senza sbavature
Lavorazione mediante soluzione termica
Produzione di dissipatori di calore complessi, piastre di raffreddamento e diffusori con geometria e planarità delle alette ottimizzate.
- Pinne ad alto rapporto d'aspetto
- Pronto per la brasatura sottovuoto
Dal prototipo alla produzione
Prototipazione CNC rapida per componenti RF, guide d'onda ed elettrodi per elettroerosione in 2-5 giorni.
- DFM per il rame
- Consigli sulla qualità dei materiali
Componenti in rame ad alto volume
Produzione efficiente di raccordi in ottone, componenti idraulici e accessori decorativi di qualità costante.
- Lavorazione a vite svizzera
- Sbavatura automatizzata
Lavorazione multiasse avanzata
Capacità a 5 assi per componenti in rame complessi e monoblocco, come bobine a induzione e blocchi ugelli.
- Efficienza di configurazione singola
- Rifiniture di contorno lisce
Gamma completa di leghe di rame
- Corrispondenza delle proprietà della lega
- Rapporti certificati di fabbrica
La nostra lavorazione del rame
Galleria di componenti in rame e ottone lavorati a CNC
Scoprite i nostri componenti in lega di rame lavorati con precisione e ordinate i vostri pezzi in rame personalizzati.

Componenti in rame della valvola

Componenti a vite in rame

Vari prototipi di parti in rame

Componenti della valvola in lega di rame
Guida alla selezione delle leghe di rame
Materiali comunemente utilizzati da Rapid Model per la lavorazione.
Sei dei materiali in rame più utilizzati nella lavorazione CNC, selezionati per conduttività, lavorabilità, resistenza e resistenza all'usura.
Materiali
Guida ai materiali per componenti in rame personalizzati
Rame ad alta conduttività
- C11000 (ETP / T2 Rame): Eccellente conduttività elettrica e termica, ampiamente utilizzata per elettrodi e barre collettrici.
- C10100 (rame privo di ossigeno): Rame ad altissima purezza per componenti per vuoto, aerospaziali e semiconduttori.
Ottone a lavorabilità migliorata
- C36000 (Ottone ad alta lavorabilità / H59): Ottima lavorabilità, materiale standard per raccordi, alberi e elementi di fissaggio.
- C26000 (Ottone della cartuccia / H70): Buona resistenza e formabilità, adatto per componenti a parete sottile e decorativi.
Bronzo e leghe ad alta resistenza
- C93200 (Bronzo allo stagno / SAE 660): Eccellente resistenza all'usura, comunemente utilizzata per boccole e cuscinetti.
- C95400 (Bronzo all'alluminio): Elevata resistenza meccanica e alla corrosione, ideale per componenti marini e valvole.
I nostri processi
Processi di lavorazione CNC specifici per il rame
Utilizziamo tecniche e attrezzature specializzate per superare le difficoltà legate alla lavorazione delle leghe di rame, come la viscosità del materiale e la sensibilità al calore, al fine di fornire componenti di precisione con una qualità superficiale impeccabile.
Fresatura di precisione del rame
Utensili specializzati, affilati e lucidati, e strategie ad alta velocità per prevenire l'adesione dei materiali e ottenere finiture di alta qualità su componenti elettrici e termici.
Utensili affilati
Finiture di pregio
Controllo delle bave
Tornitura CNC di ottone e rame
Lavorazione esperta di barre e tondini per la realizzazione di connettori, raccordi e alberi, con utensili motorizzati per foratura trasversale e fresatura.
Barre e aste
Utensili in movimento
Ottimo break di patatine
Finitura e placcatura
Servizi di post-lavorazione che includono lucidatura, placcatura (nichel, argento, oro, stagno), passivazione e trattamenti antiossidanti.
Placcatura
Lucidatura
Passazione
Applicazioni industriali
Lavorazione CNC del rame: sfide e soluzioni del settore
- Elettronica di potenza
- Settore automobilistico (elettrici/ibridi)
- Semiconduttore
- Telecomunicazioni e radiofrequenza
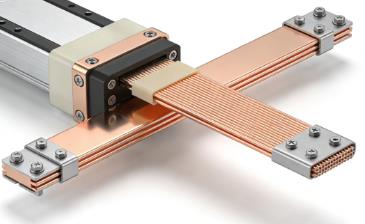
Specifiche del progetto
- MaterialeC11000 (ETP Rame)
- Specifiche chiaveConduttività IACS >99%
- Tolleranze±0,1 mm sulle posizioni delle fessure
Gruppo di sbarre collettrici per inverter ad alta corrente
La sfida tecnica
La sfida principale consisteva nel mantenere un'estrema precisione dimensionale su una grande e sottile piastra di rame, preservandone al contempo la massima conduttività elettrica. Qualsiasi apporto eccessivo di calore o incrudimento durante la lavorazione avrebbe potuto compromettere la conduttività. Inoltre, le lunghe e strette fessure per i moduli di potenza richiedevano una precisione assoluta e bordi privi di bave per evitare cortocircuiti.
La nostra soluzione ingegneristica
Abbiamo utilizzato una combinazione di frese in metallo duro affilate e lucidate e una strategia di fresatura ad alta velocità e bassa profondità di taglio per ridurre al minimo il calore e l'incrudimento. Il pezzo è stato fissato utilizzando una piastra a vuoto personalizzata per evitare la deformazione da serraggio. Una passata finale di sbavatura in macchina con un utensile specializzato ha garantito che tutti i bordi delle scanalature fossero lisci e sicuri. I test di conduttività post-lavorazione hanno confermato una ritenzione IACS superiore al 99%.
>99% IACSConduttività
Senza sbavatureBordi delle fessure
0,2 mmPiattezza
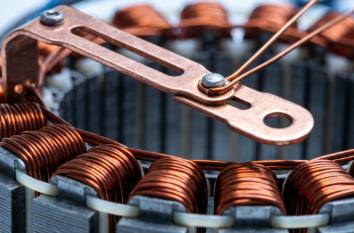
Specifiche del progetto
- MaterialeBarra rettangolare in rame puro
- GeometriaForma complessa tridimensionale curva
- RequisitoCaratteristiche terminali di precisione
Forcella dello statore del motore EV (lavorazione di preformatura)
La sfida tecnica
Le forcine di rame grezzo vengono piegate in complesse forme tridimensionali dopo la lavorazione. La sfida consisteva nel realizzare con precisione le caratteristiche di accoppiamento (smussi, scanalature, profili) sulle estremità della barra di rame rettangolare e morbida. Prima il processo di piegatura. Le caratteristiche lavorate dovevano essere posizionate perfettamente in modo che, dopo la piegatura, tutte le forcine si allineassero correttamente nel pacco dello statore.
La nostra soluzione ingegneristica
Abbiamo sviluppato un dispositivo di fissaggio multistadio dedicato che manteneva saldamente la barra rettangolare nei punti di riferimento esatti utilizzati dalla piegatrice. Grazie alla lavorazione sincronizzata a 3+2 assi, abbiamo lavorato entrambe le estremità in un'unica configurazione, garantendo perfetta simmetria e precisione di posizionamento. Particolare attenzione è stata dedicata alla geometria dell'utensile per evitare la formazione di bave che avrebbero potuto interferire con il successivo processo di isolamento.
±0,03 mmPosizione
SpecchioSimmetria
ZeroInterferenza di flessione
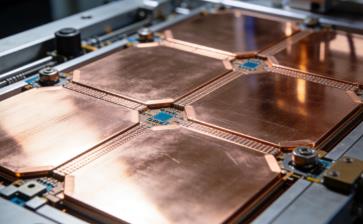
Specifiche del progetto
- MaterialeC10100 (Rame privo di ossigeno)
- SuperficieFinitura super-specchiata
- PuliziaCompatibile con l'alto vuoto
Componente per la movimentazione di wafer di semiconduttori
La sfida tecnica
Il componente richiedeva una finitura superficiale Ra < 0,05 μm (super-specchio) su ampie superfici piane, un risultato estremamente difficile da ottenere su un rame morbido e duttile, che si graffia facilmente e mostra i segni degli utensili. Inoltre, il componente doveva essere completamente privo di oli, impronte digitali e particelle incorporate per evitare contaminazioni nell'ambiente di alto vuoto tipico delle macchine per semiconduttori.
La nostra soluzione ingegneristica
La lavorazione è stata eseguita in un'area pulita e controllata. Abbiamo utilizzato utensili di tornitura in diamante monocristallino su un tornio/fresatrice di ultraprecisione per ottenere una finitura a specchio direttamente dalla macchina, riducendo al minimo le fasi di post-elaborazione. L'intero processo ha impiegato esclusivamente fluidi di raffreddamento semi-acquosi ad elevata purezza, completamente rimossi in una fase finale di pulizia a ultrasuoni a più stadi con solventi specifici, seguita da cottura sottovuoto e confezionamento in camera bianca di classe 100.
Ra < 0,05μmFine
Classe 100Confezione
Zeroparticolato

Specifiche del progetto
- MaterialeOttone C36000, nichelato
- CaratteristicheFori profondi di piccolo diametro
- RequisitoControllo dell'impedenza
Corpo del connettore RF ad alta frequenza
La sfida tecnica
Il componente richiedeva diametri interni e finiture superficiali estremamente precisi per mantenere una specifica impedenza caratteristica (ad esempio, 50 ohm). La foratura di fori profondi e di piccolo diametro in ottone con un elevato rapporto lunghezza/diametro comportava il rischio di flessione dell'utensile e di una finitura superficiale scadente. Qualsiasi graffio interno o variazione di diametro avrebbe causato riflessione e perdita di segnale, degradando le prestazioni alle frequenze GHz.
La nostra soluzione ingegneristica
Abbiamo utilizzato una combinazione di foratura profonda per garantire la rettilineità dei fori, seguita da alesatura di precisione e levigatura per ottenere il diametro finale e la finitura superficiale desiderata. Il processo è stato rigorosamente controllato mediante misurazioni in corso d'opera. Le superfici interne sono state quindi microlucidate prima della nichelatura per garantire un percorso conduttivo impeccabile e a bassa perdita. Le prestazioni sono state verificate tramite test di impedenza su campioni.
50Ω ±1Impedenza
Ra 0,4 μmFinitura interna
< -30 dBPerdita di rendimento
Guida alle proprietà dei materiali
Confronto tra leghe di rame per lavorazioni CNC
Confronta le proprietà chiave come la conduttività, la lavorabilità, la resistenza e la resistenza alla corrosione per selezionare la lega di rame più adatta alla tua applicazione.
- Confronto delle prestazioni
- Temperamento e condizione
- Superficie e placcatura
- Progettazione per il rame
| Lega | Temperamento/Condizioni comuni | Resistenza allo snervamento (MPa) tipica | Consigli sulla lavorazione meccanica |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 Duro), H04 (Duro) | 250-350 | Velocità elevate, utensili affilati. Utilizzare H04 per una rottura dei trucioli più pulita. |
| C36000 | H02 (1/2 Duro) | 200-310 | Standard di settore per la lavorabilità. Eccellente finitura superficiale. |
| C26000 | H02 (1/2 Duro), Ricotto | 110-380 | Tende a produrre trucioli filamentosi; richiede l'utilizzo di rompitrucioli. Ottimo per la formatura a freddo. |
| C93200 | Come Cast / M07 | 125-170 | Contiene piombo per l'autolubrificazione; funziona molto bene. |
| C95400 | Come fuso, trattato termicamente (TQ50) | 300-500 | Molto resistente/abrasivo. Richiede utensili in metallo duro e configurazioni rigide. |
| lega di rame | Pellebilità | Nichelatura | Placcatura in argento/oro | Note |
|---|---|---|---|---|
| C11000 / C10100 | Eccellente | Eccellente | Eccellente | L'elevata purezza consente un'adesione galvanica superiore. |
| C36000 / C26000 | Eccellente | Eccellente | Eccellente | Comunemente utilizzato per finiture decorative. Il C26000 è più duttile. |
| C93200 (Bronzo) | Bene | Giusto | Giusto | La natura porosa può influire sulla placcatura; spesso viene utilizzato non trattato, ricoperto d'olio. |
| C95400 (Bronzo di alluminio) | Giusto | Povero | Povero | Forma naturalmente uno strato protettivo di allumina; difficile da placcare. |
| Fattore di progettazione | Linee guida generali | Linee guida ad alta precisione | Ragionamento e raccomandazione |
|---|---|---|---|
| Spessore minimo della parete | 0,5 mm | 0,8 mm | Il rame puro è morbido; la lega C95400 è resistente ma necessita di rigidità. |
| Angoli interni acuti | R ≥ 0,5 mm | R ≥ 1,0 mm | Riduce la formazione di bave nelle leghe duttili come C11000 e C26000. |
| Filo doppio | 1,5 volte al giorno | 2,5 volte al giorno | Il modello C36000 consente una facile foratura; il modello C95400 richiede maschi per impieghi gravosi. |
| Tolleranza del foro | ±0,05 mm | H7 / G6 | Essenziale per garantire il corretto gioco nei cuscinetti C93200 mediante accoppiamento a pressione. |
Suggerimento per la scelta del materiale:
Scegliere C11000/C10100 per la massima conduttività elettrica/termica. Per componenti complessi lavorati dove la conduttività è secondaria, Ottone C36000 Offre il costo più basso grazie alle capacità di lavorazione ad alta velocità.
Resistenza all'usura:
C93200 è la scelta ideale per le boccole standard grazie alle sue proprietà antifrizione. Per ambienti ad alto carico e ad alto impatto, Bronzo all'alluminio C95400 Offre una resistenza meccanica e una resistenza alla corrosione superiori.
Nota di produzione:
I ramati puri (C11000/C10100) risultano "gommosi" durante la fresatura CNC; è prevedibile un aumento dei costi di sbavatura rispetto al C36000.
Processo semplificato
I vostri componenti in rame, dal preventivo alla consegna.
Il nostro processo dedicato ai componenti in rame garantisce una gestione esperta, dalla revisione iniziale del progetto fino all'ispezione finale, assicurando componenti che soddisfino le vostre precise specifiche elettriche, termiche e meccaniche.
01
Consulenza e preventivo
Condividi il tuo file CAD. In poche ore ti forniremo un preventivo dettagliato con consigli sulle leghe e analisi DFM (Design for Manufacturing).
02
Finalizzazione del progetto
Collaboriamo per ottimizzare la progettazione per la lavorazione del rame, concentrandoci sulla producibilità e sulla funzionalità.
03
Produzione di precisione
I vostri componenti vengono lavorati da specialisti utilizzando parametri e utensili ottimizzati per il rame.
04
Controllo di qualità rigoroso
Ispezione dimensionale, test di conducibilità (se richiesto) e verifica della finitura superficiale.
05
Finitura e spedizione
Applicare la placcatura o le finiture specificate, quindi imballare e spedire con tutta la documentazione completa.
FAQ
Risposte alle domande sulla lavorazione CNC del rame.
-
Quali sono i principali vantaggi della lavorazione CNC di componenti in rame?
I componenti in rame lavorati a CNC offrono una conduttività elettrica e termica ineguagliabile, un'eccellente resistenza alla corrosione, intrinseche proprietà antimicrobiche e una buona lavorabilità per alcune leghe come l'ottone. Sono essenziali per la distribuzione di energia, la gestione del calore, i componenti RF e le applicazioni decorative.
-
Quale lega di rame è più facile da lavorare?
La lega C36000 (ottone a lavorabilità migliorata) è lo standard di settore per la lavorabilità, con una valutazione del 100%. Contiene piombo, che migliora la formazione del truciolo. Per opzioni senza piombo con buona lavorabilità, si consiglia di valutare la lega C46400 (ottone navale) o la C48500 (ottone a lavorabilità migliorata con piombo).
-
Come si prevengono le sbavature durante la lavorazione del rame dolce?
Utilizziamo diverse strategie: utensili affilati e lucidati con geometrie specifiche; parametri di lavorazione ad alta velocità e basso avanzamento; utensili per la sbavatura in corso di lavorazione; e processi secondari come il metodo a energia termica (TEM), la finitura vibratoria o la sbavatura chimica per ottenere bordi privi di bave come specificato.
-
È possibile lavorare il rame puro (C11000) con tolleranze ristrette?
Sì. Sebbene il rame puro sia gommoso, otteniamo tolleranze ristrette (±0,01 mm è tipico per le caratteristiche critiche) utilizzando utensili specializzati e affilati, configurazioni rigide, refrigeranti controllati e strategie di lavorazione che riducono al minimo il calore e la deformazione del materiale. I materiali temprati più duri (come l'HO4) sono spesso più facili da lavorare con tolleranze più strette rispetto al rame ricotto.
-
Quali finiture superficiali e placcature sono disponibili per i componenti in rame?
Le finiture includono lucidatura, spazzolatura e brunitura. Le opzioni di placcatura sono numerose: nichel (per durezza e funzione barriera), argento (massima conduttività), oro (resistenza alla corrosione per i contatti), stagno (saldabilità) e passivazione (antiossidante trasparente). Forniamo consigli in base all'applicazione.
-
Fornite certificazioni dei materiali per le leghe di rame?
Sì. Forniamo tracciabilità completa e rapporti di prova dei materiali (MTR/CofC) per tutte le leghe di rame, che certificano composizione, tempra e proprietà fisiche. Per le leghe elettriche, possiamo fornire anche rapporti di prova di conducibilità su richiesta.
-
Quali sono i settori industriali che utilizzano più comunemente componenti in rame lavorati a CNC?
I settori chiave includono: Elettrico ed Energia (sbarre collettrici, connettori), Automotive ed E-Vehicle (componenti per batterie, connettori a forcina), Telecomunicazioni (connettori RF, guide d'onda), Semiconduttori (componenti per mandrini, elementi riscaldanti), Idraulica e Navale (raccordi, valvole) e Aerospaziale (componenti conduttivi).
-
La lavorazione delle leghe di rame è più difficile di quella del rame puro?
Sì, la lavorazione delle leghe di rame è generalmente più complessa rispetto al rame puro. Le leghe di rame spesso contengono elementi aggiuntivi che ne aumentano la durezza e la resistenza, rendendo il taglio e la sagomatura più impegnativi.
-
Quali fattori influenzano la difficoltà di lavorazione delle leghe di rame?
La difficoltà di lavorazione dipende da fattori quali:
Composizione della lega: un maggiore contenuto di elementi di lega aumenta la durezza e la tenacità.
Durezza del materiale: le leghe più dure usurano gli utensili più rapidamente.
Conduttività termica: una bassa conduttività può causare un accumulo di calore.
Duttilità e tenacità: queste caratteristiche influenzano la formazione del truciolo e l'usura dell'utensile.
Requisiti di finitura superficiale: tolleranze più strette richiedono lavorazioni più precise.
