| Parametro di processo | Capacità tecnica |
|---|---|
| Forza di serraggio | Da 160 tonnellate a 1.200 tonnellate (camera fredda e camera calda) |
| Peso dei pallini (alluminio) | Da 0,1 kg a 8,5 kg (dosaggio automatico) |
| Tolleranza di fusione standard | ISO 8062-3 (grado CT5 – CT7) | ±0,15 mm per 100 mm |
| Standard di attrezzaggio | Acciaio H13, 1.2344 o Dievar; basi LKM standard o personalizzate |
| Grado di finitura superficiale | Ra da 0,8 a 3,2 μm (allo stato grezzo di fusione); SPI-C1 a A2 (post-lavorato) |
| Leghe disponibili | Alluminio (ADC12, A380), Zinco (Gradi 3, 5), Magnesio (AZ91D) |
| Lavorazione secondaria | Fresatura CNC ad alta velocità (4 assi), maschiatura e alesatura di precisione |
| Garanzia di qualità | Rilevamento della porosità tramite raggi X, analisi spettrometrica e validazione CMM. |
Pressofusione personalizzata di alta qualità per componenti metallici
Offriamo soluzioni di pressofusione personalizzate per alluminio, zinco e magnesio, combinando attrezzature di precisione con una produzione stabile e ad alto volume. Il nostro processo ottimizzato garantisce componenti affidabili ed economicamente vantaggiosi che accelerano lo sviluppo del prodotto e rafforzano il vostro marchio.

ISO 9001
Qualità certificata
5-15 giorni
Tempi di consegna tipici
24 ore
Preventivi rapidi
±0,01 mm
Tolleranza
Alambicchi per pressofusione
Materiali di fusione di grado industriale
Utilizziamo leghe non ferrose di alta qualità, selezionate specificamente per la fusione ad alta pressione, garantendo stabilità dimensionale, dissipazione del calore e integrità strutturale superiori per componenti di importanza critica.
Leghe di fusione di alluminio
Lo standard di settore per componenti leggeri e ad alta resistenza. Eccellente conduttività termica e resistenza alla corrosione per applicazioni nel settore automobilistico e abitativo.
ADC12 / A380
A360 (Elevata corrosione)
AlSi12
Leghe di magnesio
Materiale a densità estremamente bassa che offre il miglior rapporto resistenza-peso. Ideale per l'elettronica portatile e i componenti aerospaziali, dove ogni grammo conta.
AZ91D
AM60B
Leghe ad alto smorzamento
Zinco e leghe
La fluidità superiore consente spessori di parete più sottili e tolleranze di alta precisione. Caratteristiche di placcatura eccezionali ed elevata resistenza agli urti.
Carichi 3 / Carichi 5
ZA-8 / ZA-27
Zinco ad alta precisione
Leghe per la gestione termica
Leghe di alluminio specializzate con contenuto di silicio ottimizzato per massimizzare il trasferimento di calore negli alloggiamenti dei LED e nei dissipatori di calore degli alimentatori.
Elevata resistenza termica (AlSi9)
leghe a basso contenuto di rame
Gradi conduttivi
Leghe duttili e strutturali
Progettato per componenti che richiedono elevata elasticità e assorbimento di energia, previene rotture fragili negli assemblaggi automobilistici ad alta sicurezza.
Silafont-36
Castasil-37
Gradi trattabili termicamente
Opzioni di trattamento delle superfici
Operazioni secondarie complete per migliorare l'aspetto estetico, la resistenza alla nebbia salina e la durezza superficiale dei componenti fusi.
Verniciatura elettroforetica / Polvere
Anodizzazione (Tipo II/III)
Conversione del cromato
Mostra di componenti pressofusi
Componenti pressofusi ad alte prestazioni
Rapid Model offre prototipi ad alte prestazioni e componenti di livello produttivo grazie all'utilizzo di tecnologie avanzate di pressofusione, riducendo significativamente i cicli di produzione.
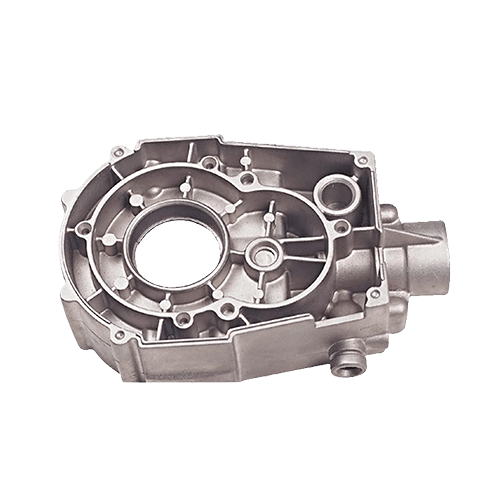
Alloggiamento del motore
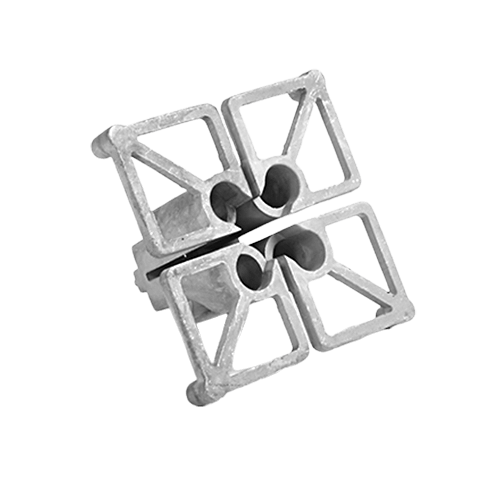
Parti cilindriche
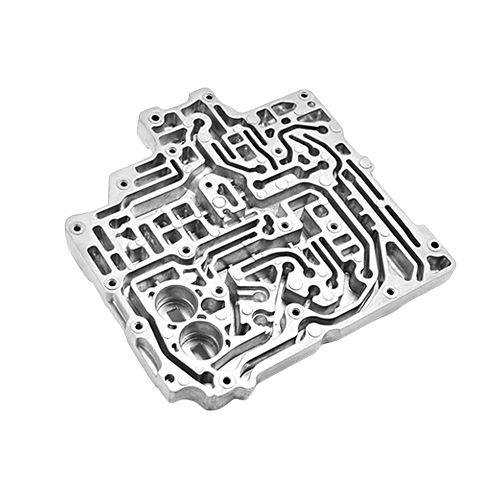
Corpo della valvola di controllo idraulica
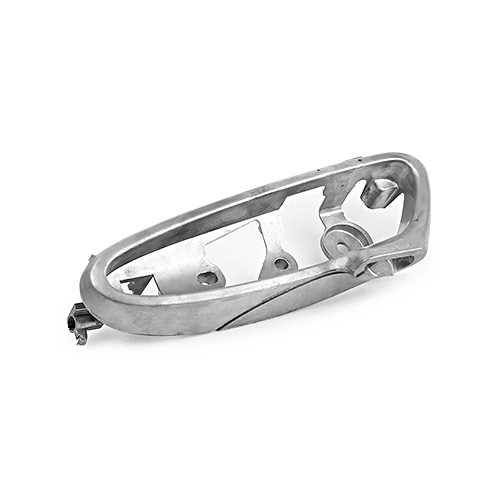
Staffa di supporto strutturale

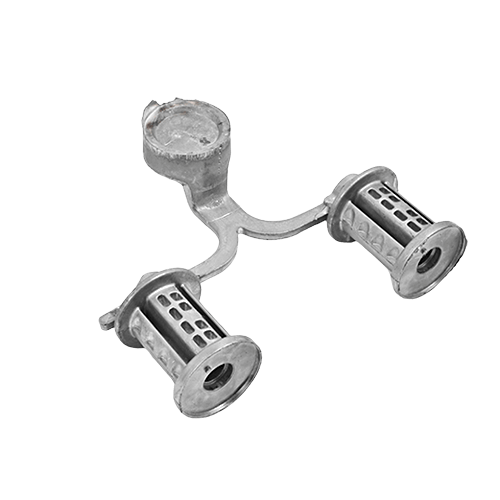
Pompa a pistoni
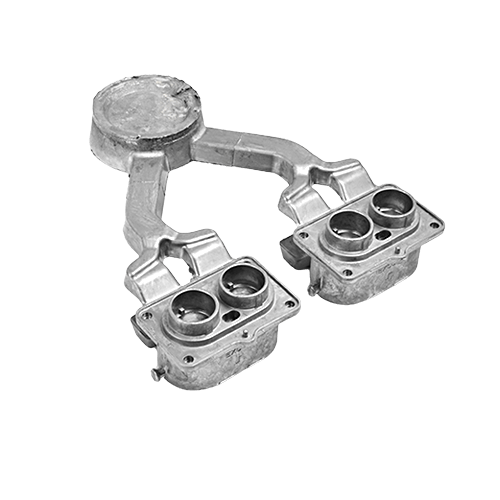
Componente a doppia camera
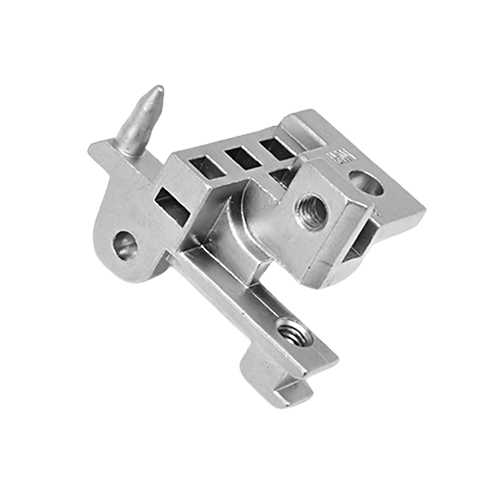
Supporto perno complesso
Radiatore
Servizi di produzione
Soluzioni complete per la pressofusione
Dalla prototipazione rapida alla produzione su larga scala, offriamo competenze complete nel settore della pressofusione, con particolare attenzione all'integrità strutturale e alla precisione con tolleranze ristrette.
Progettazione per la prototipazione e ingegneria degli stampi
Valutazione esperta della geometria del pezzo per ottimizzare il posizionamento del punto di iniezione e i canali di raffreddamento, riducendo al minimo la porosità e la turbolenza durante il ciclo di iniezione.
Capacità
Simulazione completa del flusso di stampaggio per prevedere e prevenire il ritiro o l'intrappolamento di aria prima del taglio dell'acciaio.
- Analisi del flusso dello stampo (Magma/AnyCasting)
- Ottimizzazione del sistema di cancelli e guide
- Analisi dell'angolo di sformo e dello spessore della parete
Pressofusione ad alta pressione (HPDC)
Utilizzo di macchine automatizzate a camera fredda e a camera calda (da 160T a 1200T) per una densità di pezzi costante e cicli di produzione ad alta velocità.
Scala di produzione
Produzione scalabile di leghe di alluminio, zinco e magnesio con monitoraggio del processo in tempo reale.
- Utensili multicavità ad alto volume
- Opzioni di fusione assistita dal vuoto
- Sistemi automatizzati di dosaggio e spruzzatura
Lavorazione CNC post-fusione
Fresatura e tornitura CNC secondarie per ottenere tolleranze critiche e superfici piane che non possono essere mantenute con il solo processo di fusione.
Precisione
Attrezzature dedicate per la lavorazione secondaria ad alta velocità, al fine di garantire l'allineamento preciso tra le diverse componenti e accoppiamenti netti.
- Maschiatura e alesatura di precisione dei fori
- Rivestimento per superfici di accoppiamento critiche
- Fori con tolleranze ristrette (fino a ±0,01 mm)
Trattamento e rivestimento delle superfici
Servizi di finitura integrati per migliorare la resistenza alla corrosione, la durezza superficiale e la qualità estetica del componente finale.
Gamma di finitura
Trattamenti di livello professionale adatti ad ambienti esterni e ad applicazioni industriali ad alta usura.
- Verniciatura a polvere e verniciatura elettroforetica
- Anodizzazione e conversione al cromato
- Sabbiatura e sbavatura vibratoria
Controllo qualità e metrologia
Protocolli di validazione rigorosi per garantire la solidità strutturale e la conformità dimensionale di ogni lotto di produzione.
Verifica
Tracciabilità dei materiali e rilevamento dei difetti interni mediante apparecchiature di collaudo avanzate.
- Ispezione della porosità mediante raggi X
- elaborazione dimensionale CMM
- Analisi della lega tramite spettrometro
Assemblaggio e confezionamento
Operazioni secondarie a valore aggiunto, tra cui l'inserimento di componenti hardware, l'assemblaggio di componenti e l'imballaggio protettivo personalizzato.
Integrazione
Riduzione della complessità della catena di fornitura grazie alla fornitura di sottogruppi pronti per l'installazione.
- Installazione con inserto filettato Helicoil
- Integrazione di guarnizioni e tenute
- Kit di protezione o per la vendita al dettaglio personalizzati
La nostra struttura
Pressofusione personalizzata direttamente dalla fabbrica
Offriamo servizi di fusione professionali con un flusso di lavoro ottimizzato, consegnando i pezzi finiti in soli 5-10 giorni.

Linea di produzione per pressofusione
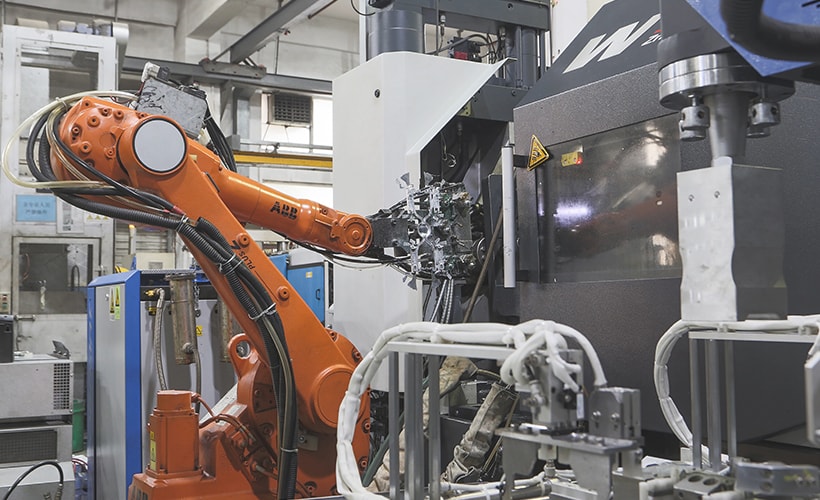
Fabbrica di pressofusione di precisione
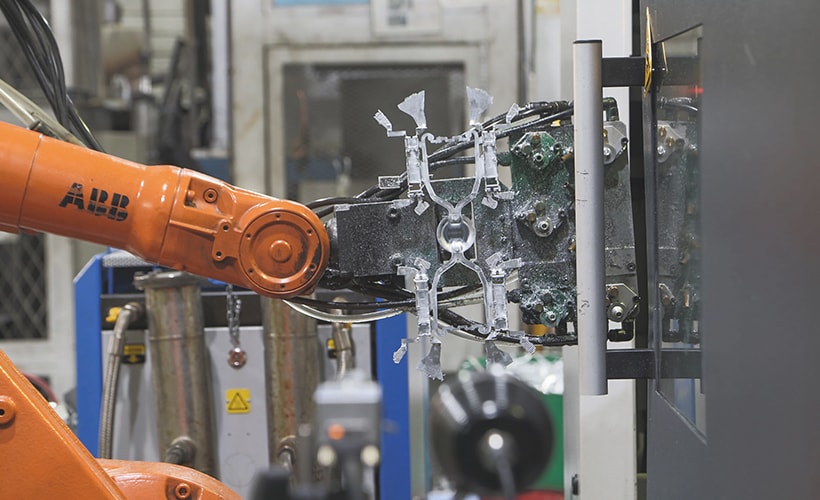
Macchine di pressofusione di precisione

Stabilimento di produzione
Specifiche tecniche
Capacità di pressofusione
Il nostro stabilimento utilizza una gamma di macchine a camera fredda e a camera calda ottimizzate per le leghe non ferrose, offrendo un equilibrio tra densità strutturale, cicli ad alta velocità e precisione CNC secondaria.
Casi di studio sulla pressofusione
Soluzioni ingegneristiche per componenti metallici complessi
- Propulsione automobilistica
- Illuminazione a LED
- Hardware industriale
- Dispositivi elettronici portatili

settore automobilistico
Alloggiamento di trasmissione strutturale
Obiettivo del progetto: controllo della porosità e riduzione del peso
LEGA
Alluminio ADC12
MACCHINA
Camera fredda 800T
QUANTITÀ
25.000 pezzi/anno
La sfida ingegneristica
Un fornitore di secondo livello richiedeva un coperchio della trasmissione con canali dell'olio integrati. La sfida principale consisteva nel mantenere la densità strutturale per prevenire perdite d'olio ad alta pressione, riducendo al contempo lo spessore complessivo della parete per rispettare i limiti di peso del veicolo.
- Eliminazione della porosità gassosa nelle zone di transizione da spessore elevato a spessore ridotto.
- Mantenimento di una tolleranza di ±0,05 mm sulle superfici di accoppiamento dopo la lavorazione.
- Garantire la resistenza alla nebbia salina per l'esposizione sotto il telaio.
La nostra soluzione
Abbiamo ottimizzato il sistema di canali di colata utilizzando la simulazione Magma per garantire un flusso laminare. È stato implementato un processo di fusione sottovuoto per rimuovere l'aria dalla cavità, aumentando significativamente la densità del pezzo.
- Attrezzatura: Acciaio H13 temprato con raffreddamento conforme.
- Secondario: Fresatura CNC a 4 assi per un allineamento preciso dei fori.
- Controllo qualità: Test di tenuta al 100% e controlli a campione con raggi X.

Illuminazione esterna
Dissipatore di calore per lampioni ad alta efficienza
Focus: Geometria delle alette sottili e dissipazione termica
LEGA
Alluminio ad alta resistenza termica
FINE
Verniciatura a polvere resistente ai raggi UV
CONTEGGIO DELLE PINNE
42 alette di raffreddamento
Livello tecnico
Il cliente necessitava di un dissipatore di calore di grandi dimensioni con alette ad alta densità, spesse solo 1,5 mm alle estremità. La fusione tradizionale spesso causava "chiusure a freddo" laddove il metallo non riusciva a riempire completamente le strette cavità delle alette.
- Garantire il riempimento completo di 42 alette verticali separate.
- Previene la deformazione dei componenti su una lunghezza superiore a 500 mm.
- Raggiungere una finitura estetica di Classe A per l'esterno dell'abitazione.
Esecuzione tecnica
Abbiamo aumentato la pressione di iniezione e utilizzato un sistema di alimentazione a più punti. Sono stati impiegati precisi regolatori di temperatura dello stampo per mantenere le superfici dello stampo alla temperatura ottimale per un flusso costante nelle sezioni a parete sottile.
- Processo: Iniezione ad alta velocità con monitoraggio in tempo reale.
- Finitura: Sabbiatura automatizzata per uniformare la superficie.
- Test: Validazione della conducibilità termica del lotto di lega.

Sistemi industriali
Alloggiamento di bloccaggio di precisione in zinco
Obiettivo: Resistenza ad alto numero di cicli e qualità della placcatura
LEGA
Carica 3
PROCESSO
Fusione in camera calda
TOLLERANZA
±0,03 mm
Sfide ingegneristiche
Un'azienda di sicurezza industriale necessitava di un corpo serratura complesso con guide di scorrimento interne. La lega di zinco doveva garantire un'elevata resistenza agli urti e un foro interno perfettamente liscio per il movimento meccanico.
- Mantenere geometrie interne complesse senza l'ausilio di macchine CNC secondarie.
- Fornisce una superficie di base idonea per la cromatura decorativa.
- Nessun requisito di bava di risciacquo per le parti mobili interne.
La nostra soluzione
L'utilizzo di una macchina a camera calda ha permesso di ottenere tempi di ciclo estremamente rapidi e un'elevata precisione. Abbiamo progettato lo stampo con un sistema di estrazione idraulica del nucleo per formare i canali interni in un'unica operazione.
- Muffa: Utensile multicavità per massimizzare la produttività.
- Finitura: Sbavatura vibratoria e nichelatura chimica.
- Assemblaggio: Installazione del cuscinetto a pressione inclusa.
Elettronica mobile
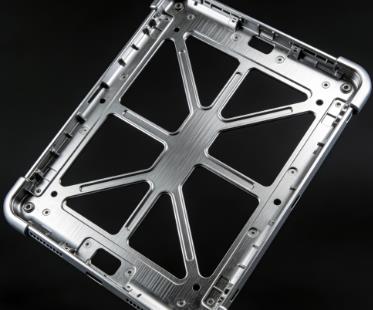
Telaio per tablet in lega di magnesio
Obiettivo: Pareti ultrasottili e schermatura EMI
LEGA
Magnesio AZ91D
WALLTHK
0,8 mm - 1,2 mm
MACCHINA
Camera fredda da 250 tonnellate
Livello tecnico
Un marchio di elettronica di alta gamma necessitava di un telaio in magnesio per garantire schermatura EMI e rigidità strutturale. Il componente era estremamente grande e sottile, il che lo rendeva soggetto a cortocircuiti e deformazioni dovute alla contrazione termica.
- Raggiungere spessori delle pareti inferiori a 1,0 mm su ampie superfici.
- Controllo dell'elevata infiammabilità e del rapido raffreddamento del magnesio.
- Preparazione della superficie per vernici di alta gamma con finitura soft-touch.
Ingegneria di precisione
Abbiamo implementato un approccio specializzato di "thixomolding", ovvero un'iniezione ad alta velocità con atmosfera di gas inerte. Ciò ha garantito che la lega raggiungesse tutte le estremità dello stampo prima di solidificarsi.
- Materiale: AZ91D per il miglior equilibrio tra fluidità e resistenza.
- Post-elaborazione: Ossidazione a microarco (MAO) per basi corrosive.
- Stabilità: Trattamento termico sottovuoto per alleviare le tensioni interne.
Testimonianze dei clienti
Feedback sincero dai nostri partner globali
Risultati concreti nella pressofusione ad alta pressione nei settori automobilistico, industriale e dei beni di consumo.
★★★★★
La densità interna dei componenti ADC12 è eccellente. Abbiamo eseguito una sezionatura a raggi X casuale e non abbiamo riscontrato porosità critica nelle aree di raccordo. Il design del canale di colata ha chiaramente ottimizzato il riempimento. Siamo molto soddisfatti dei campioni T1.
★★★★☆
Il loro rapporto DFM è stato molto accurato e ha individuato un potenziale problema di chiusura a freddo nel nostro progetto di alette. Abbiamo regolato gli angoli di sformo come da loro suggerimento. I pezzi sono perfetti, anche se i tempi di consegna iniziali per gli stampi sono stati leggermente più lunghi del previsto.
★★★★★
Tempi di realizzazione impressionanti per un progetto di camera fredda. Abbiamo ricevuto i pezzi in California entro 30 giorni dall'approvazione dello stampo. La finitura superficiale è uniforme e pronta per l'anodizzazione con una preparazione minima. Comunicazione affidabile durante tutto il processo.
★★★★★
Le fusioni in Zamak 3 presentano una superficie molto liscia, fondamentale per il nostro processo di cromatura. Abbiamo riscontrato una significativa riduzione del tasso di scarti di cromatura rispetto al nostro precedente fornitore. Altamente raccomandato per la ferramenta decorativa.
★★★★★
Il punto di forza principale è la ripetibilità tra i diversi lotti. Abbiamo ordinato tre serie separate da 10.000 unità e le dimensioni sono rimaste invariate. L'imballaggio per il trasporto marittimo era robusto: nessun segno di ossidazione o danno all'arrivo.
★★★★☆
Ho usufruito del loro servizio di fusione in magnesio per realizzare un telaio leggero. Il risparmio di peso è risultato esattamente quello previsto dal progetto. Alcuni pezzi presentavano piccole bave in corrispondenza della linea di giunzione, ma nulla che abbia compromesso l'assemblaggio. Ottimo supporto tecnico.
★★★★★
Un unico punto di riferimento per la fusione e la lavorazione CNC. Affidare alla stessa fabbrica sia la fusione grezza che la fresatura di precisione delle sedi dei cuscinetti ha eliminato i nostri problemi di assemblaggio. Il prezzo per il servizio combinato è molto competitivo.
★★★★☆
Fusione a parete sottile di alta qualità. Durante la prima settimana abbiamo avuto un piccolo malinteso riguardo al certificato specifico della lega, ma il loro team ha corretto rapidamente la documentazione. La qualità del prodotto finale è eccellente.
Processo di collaborazione efficiente
Componenti pressofusi personalizzati, realizzati in modo semplice.
Grazie al nostro processo produttivo snello ed efficiente, potrai immettere i tuoi componenti sul mercato più velocemente. Ci occupiamo noi della complessità, così tu potrai concentrarti sulla crescita del tuo marchio.
01
Preventivo e DFM
Carica i file STP/DXF per ottenere immediatamente prezzi e analisi di fattibilità produttiva.
02
Ottimizzazione della progettazione
I nostri ingegneri perfezionano il progetto per ottimizzare i costi e la velocità di produzione.
03
Fabbricazione di precisione
Attrezzature all'avanguardia e ingegneria specializzata.
04
Validazione della qualità
Verifica con CMM e protocolli di ispezione standardizzati ISO 9001.
05
Finitura e consegna
Finitura finale delle superfici, assemblaggio e spedizione logistica globale.
FAQ
Rispondere alle vostre preoccupazioni
-
Camera fredda vs. camera calda: qual è la differenza?
La scelta dipende dal punto di fusione del metallo.
Camera calda: utilizzata per metalli a basso punto di fusione come lo zinco. Il meccanismo è immerso nel metallo fuso, consentendo cicli molto rapidi.
Camera fredda: utilizzata per metalli ad alto punto di fusione come l'alluminio. Il metallo viene fuso separatamente e versato nella macchina per evitare danni da calore alle apparecchiature.
-
Pressofusione o lavorazione CNC per piccoli lotti?
Lavorazione CNC: ideale per lotti da 1 a 50 unità. Consente di evitare i costi degli stampi, ma ha un costo unitario elevato.
Pressofusione: ideale per oltre 500 unità. L'elevato costo iniziale dello stampo è compensato dai prezzi unitari molto bassi e dalla rapidità di produzione.
-
Quali tolleranze può raggiungere la pressofusione?
La fusione standard garantisce tolleranze da ±0,05 mm a ±0,1 mm. Per accoppiamenti critici (come le sedi dei cuscinetti), fondiamo il pezzo e poi utilizziamo lavorazioni CNC secondarie per raggiungere una tolleranza di ±0,01 mm.
-
Perché la lega di alluminio A380 è la più diffusa?
L'A380 è il materiale "tuttofare". Offre il miglior equilibrio tra flusso dei fluidi (per forme complesse), resistenza strutturale e rapporto costo-efficacia. È lo standard per gli alloggiamenti in ambito automobilistico ed elettronico.
-
Come si controlla la porosità?
Riduciamo al minimo le bolle d'aria interne attraverso:
Fusione sottovuoto: Rimozione dell'aria dallo stampo prima dell'iniezione.
Sfiato: Progettazione di canali di troppo pieno per la fuoriuscita dei gas.
Simulazione: Utilizzo di software per ottimizzare la progettazione dello stampo prima dell'inizio della produzione.
-
Quali sono le migliori finiture superficiali?
Verniciatura a polvere: resistente e disponibile in molti colori.
Anodizzazione: ideale per la resistenza alla corrosione (generalmente produce una finitura opaca).
Chem-Film: Fornisce protezione dalla corrosione mantenendo la conduttività elettrica.
Verniciatura elettroforetica (E-coating): ideale per componenti automobilistici prodotti in grandi volumi che necessitano di una copertura uniforme.
-
La stampa 3D sostituirà la pressofusione?
No. La pressofusione produce un pezzo ogni 30-60 secondi, mentre la stampa 3D richiede ore. La stampa 3D è per i prototipi; la pressofusione è per la produzione in serie. Lavorano insieme: si stampa il prototipo, poi si realizza la versione di produzione in serie tramite pressofusione.
-
Cos'è la pressofusione e a cosa serve?
Che cos'è la pressofusione?
La pressofusione è un processo di produzione di metalli ad alta efficienza in cui il metallo fuso viene iniettato ad alta pressione in uno stampo di acciaio di precisione. Dopo la solidificazione, il pezzo viene estruso con elevata precisione dimensionale, finitura superficiale liscia ed eccellente ripetibilità. Il processo è comunemente utilizzato con metalli non ferrosi come alluminio, zinco e magnesio.
A cosa serve la pressofusione?
La pressofusione viene utilizzata principalmente per produrre in grandi volumi componenti metallici dimensionalmente uniformi con geometrie complesse. Trova ampia applicazione in settori industriali che richiedono resistenza, precisione ed efficienza in termini di costi su larga scala.
