Principi e processi della lavorazione a scarica elettrica a filo

La lavorazione a scarica elettrica a filo, comunemente nota come elettroerosione a filo o WEDM, è un processo di alta precisione utilizzato per tagliare materiali elettricamente conduttivi. A differenza della fresatura o della tornitura, l'elettroerosione a filo non si basa sulla forza di taglio meccanica. Rimuove il materiale tramite scintille elettriche controllate generate tra un sottile filo in movimento e il pezzo in lavorazione. GF Machining Solutions Descrive l'elettroerosione a filo come un processo in cui si crea una scintilla elettrica tra due parti conduttive: il filo da taglio e il materiale da rimuovere.
Questo rende l'elettroerosione a filo una soluzione preziosa per metalli duri, elementi sottili, angoli interni acuti e profili complessi, difficili da lavorare con utensili da taglio standard. Machino Si osserva che l'elettroerosione a filo (EDM) è adatta a materiali conduttivi di qualsiasi durezza ed è utile quando la fresatura convenzionale raggiunge i suoi limiti. Nei settori aerospaziale, dei dispositivi medici, automobilistico, della robotica, degli utensili e delle attrezzature industriali, l'elettroerosione a filo viene spesso scelta quando la precisione, la durezza del materiale e la geometria sono più importanti dell'elevata velocità di asportazione del materiale.
A Modello rapido, una fabbrica di produzione di precisione con sede a Shenzhen, in Cina, l'elettroerosione a filo viene utilizzata insieme a Lavorazione CNC, tornitura CNC, fresatura CNC, rettifica, fabbricazione di lamiere, stampa 3D e finitura superficiale per supportare progetti di prototipazione e produzione a basso volume. Il servizio di lavorazione CNC di Rapid-Model evidenzia la capacità di tolleranza fino a ±0,005 mm e ISO 9001 gestione della qualità.
Come funziona l'elettroerosione a filo
Il principio base dell'elettroerosione a filo è l'erosione a scintilla. Un sottile elettrodo a filo, solitamente in ottone o ottone rivestito, si muove continuamente lungo un percorso CNC programmato. Il filo e il pezzo in lavorazione sono separati da un piccolissimo spazio e lavati con fluido dielettrico, solitamente acqua deionizzata. Quando viene applicata una tensione, si verifica una scarica elettrica attraverso l'intercapedine. La scintilla genera un intenso calore localizzato, fondendo o vaporizzando una quantità microscopica di materiale.
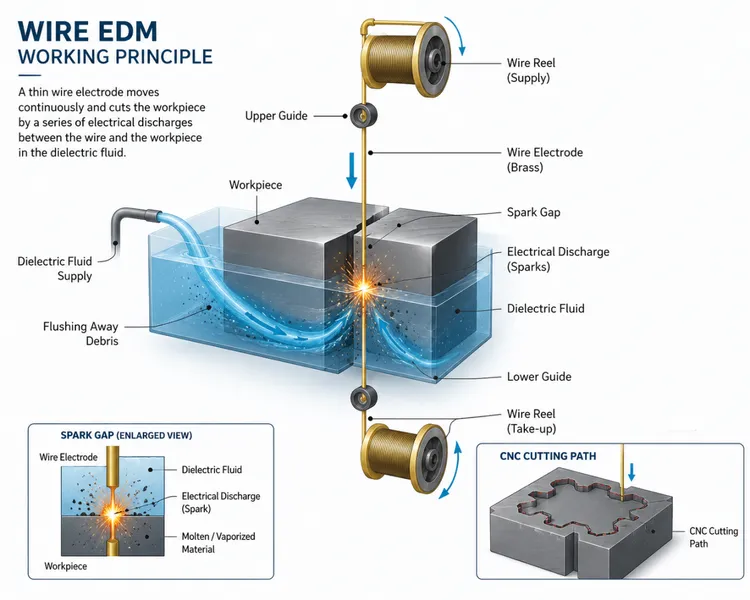
Il filo non tocca mai fisicamente il pezzo. Dopo ogni scarica, il fluido dielettrico raffredda l'area di taglio e rimuove le particelle erose. Questo ciclo si ripete migliaia di volte al secondo, creando gradualmente la forma desiderata. Poiché non vi è pressione di taglio diretta, l'elettroerosione a filo può produrre dettagli delicati con stress meccanico e deformazioni minimi.
Principali fasi del processo di elettroerosione a filo
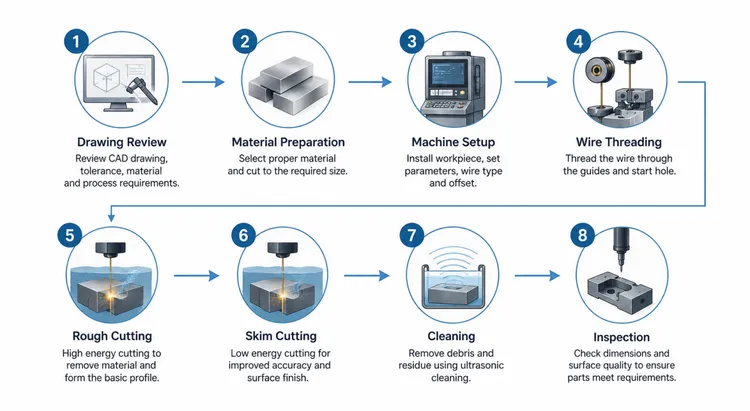
Revisione del design
Ogni progetto di elettroerosione a filo inizia con un'analisi del disegno, del modello CAD, del materiale, dello spessore, delle tolleranze, della finitura superficiale e dei requisiti funzionali. Gli ingegneri verificano se il pezzo è adatto all'elettroerosione o se è necessario combinarla con la lavorazione CNC o la rettifica.
L'elettroerosione a filo è ideale per tagli passanti, scanalature strette, profili di precisione, materiali temprati e geometrie interne complesse. Tuttavia, il materiale deve essere conduttivo e i profili interni solitamente richiedono un foro iniziale per l'inserimento del filo.
Configurazione della macchina
Il pezzo in lavorazione è fissato saldamente al piano della macchina. Sebbene l'elettroerosione a filo generi una forza di taglio molto ridotta, un bloccaggio stabile è comunque fondamentale per la precisione. L'operatore seleziona il tipo di filo, il diametro del filo, le condizioni dielettriche, la pressione di lavaggio, la strategia di taglio e i parametri di scarica.
La macchina applica anche una compensazione dell'offset del filo poiché il percorso di taglio effettivo è più ampio del diametro del filo.
Taglio e finitura
La prima passata è in genere una sgrossatura, che rimuove il materiale principale e forma il profilo di base. La sgrossatura utilizza una maggiore energia di scarica e velocità di avanzamento più elevate, quindi è efficiente ma può lasciare una superficie più ruvida e un sottile strato termicamente alterato.
Un lavaggio stabile è fondamentale perché una rimozione inadeguata dei detriti può ridurre la precisione o causare la rottura dei fili.
Dopo la sgrossatura, una o più passate di finitura migliorano la precisione dimensionale e la qualità della superficie. Le passate di finitura rimuovono solo una piccola quantità di materiale con una minore energia di scarica. Contribuiscono a ridurre la rugosità superficiale, a rimuovere lo strato rifuso e ad avvicinare il pezzo alle tolleranze finali.
Dopo la lavorazione, i pezzi vengono puliti e ispezionati utilizzando micrometri, altimetri, macchine di misura a coordinate (CMM) e rugosimetri.
Vantaggi dell'elettroerosione a filo
L'elettroerosione a filo può tagliare materiali duri e conduttivi come acciaio per utensili temprato, acciaio inossidabile, leghe di titanio, carburo, leghe di rame e leghe di nichel. Ciò risulta utile quando i pezzi devono essere sottoposti a trattamento termico prima della lavorazione finale.
Poiché il processo è senza contatto, non si genera praticamente alcuna forza di taglio meccanica. Questo contribuisce a proteggere pareti sottili, elementi delicati e componenti che potrebbero deformarsi durante le lavorazioni convenzionali.
L'elettroerosione a filo consente inoltre di realizzare angoli interni acuti, scanalature strette, raggi di curvatura ridotti, contorni complessi e profili passanti di elevata precisione. Ciò la rende adatta per utensili, stampi, dispositivi di fissaggio, calibri e componenti di produzione di precisione.
Limitazioni dell'elettroerosione a filo
L'elettroerosione a filo è potente, ma non è sempre l'opzione più economica. Funziona solo su materiali elettricamente conduttivi. Plastiche, ceramiche e materiali compositi non conduttivi non possono essere lavorati con l'elettroerosione a filo standard.
In genere, la fresatura CNC è anche più lenta della fresatura a controllo numerico per forme semplici in materiali morbidi come l'alluminio. Se un pezzo ha una geometria semplice e non richiede profili interni precisi o tolleranze estremamente strette, la fresatura a controllo numerico può essere più veloce ed economica.
Un altro limite è rappresentato dalla geometria. L'elettroerosione a filo viene utilizzata principalmente per elementi passanti, non per cavità cieche o tridimensionali. Se un pezzo richiede cavità profonde, filettature, asportazione di grandi quantità di materiale o superfici complesse a forma libera, la fresatura CNC o l'elettroerosione a tuffo potrebbero essere più adatte.
Applicazioni comuni
L'elettroerosione a filo è ampiamente utilizzata per la produzione di componenti di precisione che richiedono tolleranze ristrette e profili complessi. Le applicazioni più comuni includono inserti per stampi, matrici per tranciatura, matrici per estrusione, ingranaggi, scanalature, chiavette, componenti medicali, componenti aerospaziali, componenti automobilistici, calibri di ispezione, maschere, dispositivi di fissaggio e componenti in metallo sottile.

In molti progetti, l'elettroerosione a filo e la lavorazione CNC lavorano insieme. La fresatura CNC può essere utilizzata per rimuovere materiale in grandi quantità e creare elementi generici, mentre l'elettroerosione a filo viene impiegata per profili critici, angoli acuti e tagli di alta precisione.
Questo approccio combinato può migliorare la precisione, ridurre i rischi e controllare i costi totali di produzione.
Perché collaborare con Rapid-Model?
Rapid-Model offre un supporto produttivo completo per clienti in tutto il mondo, dalla prototipazione alla produzione di piccoli volumi. Le nostre capacità includono lavorazione CNC, elettroerosione a filo, rettifica di precisione, lavorazione della lamiera, stampa 3D, stampaggio a iniezione, pressofusione, finitura superficiale e controllo qualità.
Per i progetti di elettroerosione a filo, il nostro team di ingegneri può esaminare i vostri disegni e consigliare un processo pratico in base al materiale, alle tolleranze, alla geometria, ai tempi di consegna e ai costi.
Conclusione
La lavorazione a scarica elettrica a filo (WIDE) è un processo preciso e senza contatto che rimuove materiale conduttivo tramite erosione controllata da scintille elettriche. È particolarmente utile per materiali duri, profili complessi, spigoli interni e componenti che non possono sopportare sollecitazioni meccaniche da taglio.
Se applicata correttamente, l'elettroerosione a filo aiuta gli ingegneri a produrre componenti affidabili e di alta qualità per applicazioni industriali esigenti. Per progetti che coinvolgono metalli duri, fessure strette, pareti sottili o tolleranze ristrette, Modello rapido può aiutare a valutare il processo più adatto e fornire un supporto di produzione di precisione, dalla revisione ingegneristica alla consegna finale.