| Processus / Article | Spécifications techniques |
|---|---|
| Zone de découpe laser maximale | 4000 mm x 2000 mm (157 po x 78 po) |
| Capacité de longueur de flexion | Presse plieuse jusqu'à 3 200 mm (126 po) - 150 tonnes |
| Épaisseur du matériau (acier) | Laser : 0,5 mm – 25 mm ; estampage : 0,5 mm – 6 mm |
| Épaisseur du matériau (aluminium) | Laser : 0,5 mm – 16 mm ; Pliage : jusqu’à 8 mm |
| Tolérance de fabrication standard | ±0,15 mm – ±0,3 mm (ISO 2768-m) |
| Tolérance de pliage de précision | ±0,2 mm / ±1° (selon la géométrie et la jauge) |
| Tolérance trou-bord | Une précision de ±0,1 mm est possible pour les profils laser de précision. |
| Capacités de soudage | Soudage MIG/TIG manuel et robotisé, soudage par points, soudage laser |
| Options de finition de surface | Revêtement en poudre, anodisation, zingage, microbillage, sérigraphie |
| Intégration matérielle | Insertion de fixations PEM®, rivetage, pose d'inserts Helicoil |
| Délai de livraison (standard) | Prototypage : 3 à 5 jours ouvrables ; Production : 10 à 15 jours ouvrables |
| Inspection et conformité | Inspection du premier article (FAI), contrôle qualité en cours de production, conformité RoHS et REACH |
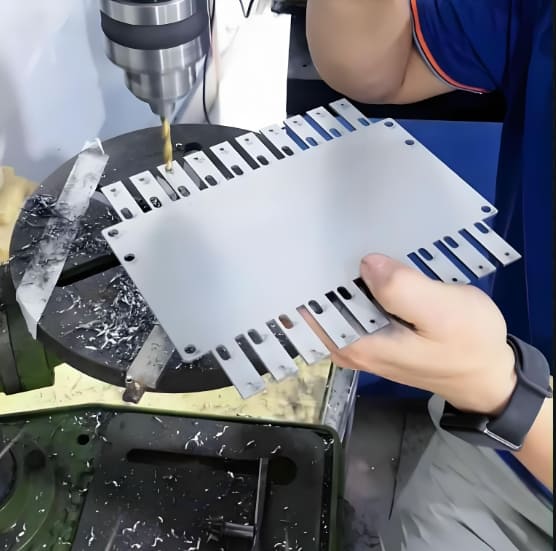
Services de fabrication de tôlerie sur mesure
Nous assurons la fabrication de tôlerie de précision, du prototypage rapide à la production en série. Nos équipements de découpe laser de pointe, de pliage CNC et notre savoir-faire en soudure garantissent une qualité optimale pour chaque projet.
ISO 9001
Qualité certifiée
5 à 10 jours
Délai de livraison typique
Aucun minimum requis
Quantité commandée (MOQ)
24h
Devis rapides
Capacités de fabrication de base
Fabrication complète de tôlerie
De la conception rapide de prototypes à la production en grande série, notre usine intègre une technologie laser de pointe et un formage de précision pour fournir des solutions métalliques clés en main.
Découpe au laser à fibre
Découpe à grande vitesse et sans bavures pour des géométries complexes sur divers métaux, notamment l'aluminium, l'acier inoxydable et l'acier au carbone.
Profils complexes
Haute précision dimensionnelle
Zone de chaleur minimale
Cintrage et formage CNC
Les presses plieuses CNC multi-axes garantissent des angles répétables et des tolérances serrées pour les composants structurels à pliages multiples.
Décalages complexes
Cohérence des angles
Outillage sur mesure
Estampage des métaux
Optimisée pour une efficacité à haut volume, elle permet de produire des pièces uniformes et de haute résistance grâce à des matrices de précision et des presses automatisées.
Travail progressif des matrices
Dessin profond
production de masse
Soudage certifié
L'intégrité structurelle rencontre la qualité esthétique grâce aux procédés de soudage MIG, TIG et par points spécialisés pour divers assemblages industriels.
TIG / MIG / Spot
Charpentes structurales
Meulage et polissage
Finition de surface
Amélioration de la durabilité et de l'esthétique grâce à une gamme complète de procédés de revêtement et de traitement internes et gérés.
revêtement en poudre
anodisation
Placage de zinc
Passivation
Prototypage rapide
Accélérez votre cycle de R&D grâce à des échantillons à délai de livraison rapide qui valident la conception, l'ajustement et la fonction avant tout investissement dans l'outillage définitif.
Commentaires DFM
Inspection du premier article
Productions à faible volume
Exposition de pièces en tôle
Galerie de pièces de tôlerie
Nous fournissons des pièces de tôlerie de haute qualité, prenant en charge tous les besoins, des prototypes fonctionnels à la production en série à grande échelle.
Pièces CNC de précision 1

Pièces CNC de précision 2

Pièces CNC de précision 3
Pièces CNC de précision 4
Pièces CNC de précision 5

Pièces CNC de précision 6

Pièces CNC de précision 7

Pièces CNC de précision 8
Excellence en ingénierie des matériaux
Matériaux de tôlerie spécialisés
Nous disposons en stock d'une gamme complète de métaux industriels, garantissant une formabilité, une soudabilité et une résistance environnementale optimales pour votre application spécifique.
Acier inoxydable
La référence du secteur en matière de composants haute résistance et résistants à la corrosion. Idéal pour les environnements hygiéniques et les enceintes structurelles exigeantes.
- Notes :304, 316L, 430 et 17-4 PH
- Résistance exceptionnelle à l'oxydation à haute température
- Disponible en finitions brossée, miroir ou 2B
Alliages d'aluminium
Conçue pour un rapport résistance/poids optimal, notre fabrication d'aluminium privilégie le pliage de précision et les solutions de gestion thermique.
- Notes :5052, 6061-T6 et 7075
- Excellente conductivité thermique et électrique
- Prêt pour l'anodisation dans les secteurs de l'aérospatiale et des technologies grand public
Acier au carbone et acier doux
Polyvalent et économique pour les châssis industriels robustes et les solutions de montage où une résistance à la traction élevée est primordiale.
- Types :Laminé à froid (CRS) et laminé à chaud (HRS)
- Soudabilité et intégrité structurelle supérieures
- Parfait pour les châssis industriels à revêtement en poudre
Acier galvanisé
Substrats revêtus de zinc conçus pour une longue durée de vie en extérieur et une protection contre la corrosion galvanique, sans le coût de l'acier inoxydable.
- Types :SECC, SGCC et galvanisé
- Propriétés d'auto-réparation pour les bords cisaillés
- Idéal pour les systèmes de chauffage, ventilation et climatisation et les infrastructures extérieures
Cuivre et laiton
Matériaux non magnétiques et hautement conducteurs pour le blindage EMI/RFI spécialisé et les applications de barres omnibus électriques.
- Notes :C101, C110 et C260 (Cartographie en laiton)
- Propriétés de ressort supérieures et formage ductile
- Indispensable pour la distribution d'énergie et les boîtiers RF
Alliages avancés
Pour les applications critiques nécessitant une résistance extrême à la chaleur ou des propriétés non corrosives en milieu chimique.
- Solutions de titane (Gr 2/5) et d'Inconel
- Haute ductilité pour l'emboutissage profond
- Kovar pour les applications d'étanchéité verre-métal
Spécifications techniques
Capacités de fabrication de tôlerie
Notre usine est équipée pour la découpe laser de haute précision, le formage CNC et l'assemblage complexe, et fonctionne selon les normes ISO 9001:2015 afin de garantir l'intégrité structurelle et la constance dimensionnelle.
Solutions industrielles en tôlerie
Du prototype à la production en série
- Sciences médicales et de la vie
- Automobile et véhicules électriques
- Automatisation industrielle
- Centre de données et TIC
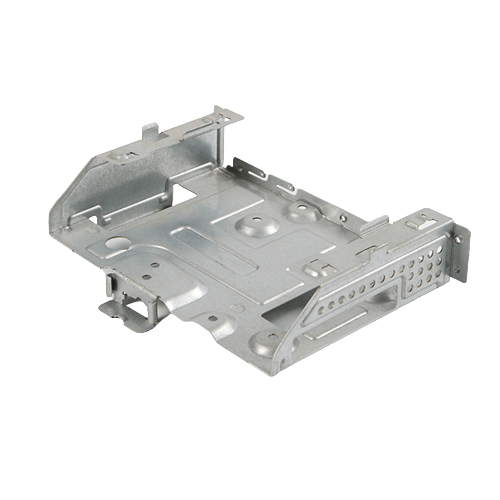
Équipements de diagnostic et de laboratoire
Boîtier pour analyseur d'immunoessais automatisé
Exigence clé : Soudures à piège à bactéries zéro et résistance chimique
MATÉRIEL
Acier inoxydable AISI 304 / 316L
FINITION
#4 Brossé / Électropoli
CONFORMITÉ
Norme ISO 13485 / FDA Classe I Sanitaire
Défi d'ingénierie
Le client exigeait un châssis modulaire capable de résister à une stérilisation agressive au peroxyde d'hydrogène vaporisé (VHP). Les cordons de soudure traditionnels présentaient des risques de micro-cavités propices à la prolifération bactérienne, et les déformations thermiques lors du soudage compromettaient l'alignement optique des capteurs internes.
- Transitions d'angles sans jointure et avec un sens de grain uniforme.
- Tolérance de planéité critique < 0,4 mm sur toute la surface de montage.
- Élimination de toutes les arêtes vives (politique zéro bavure) pour la sécurité de l'opérateur.
Solution de fabrication
Nous avons mis en œuvre le soudage TIG robotisé avec un système de fixation du dissipateur thermique sur mesure afin de minimiser la zone affectée thermiquement (ZAT). Un procédé de finition post-soudage en trois étapes a été utilisé pour obtenir un aspect monolithique.
- DFM : Transition d'un assemblage soudé en 12 parties à une structure à pliage profond en 4 parties.
- Passivation: Passivation à l'acide citrique selon la norme ASTM A967 pour une résistance supérieure à la corrosion.
- Assemblée: Installation de matériel auto-sertissage PEM® de haute précision avec vérification automatisée du couple.
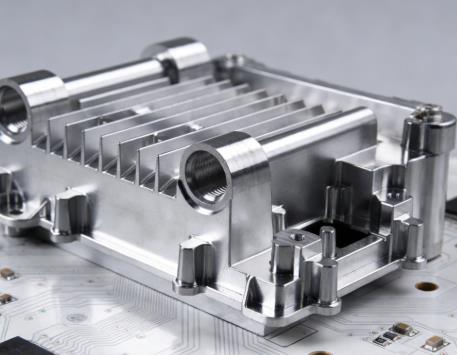
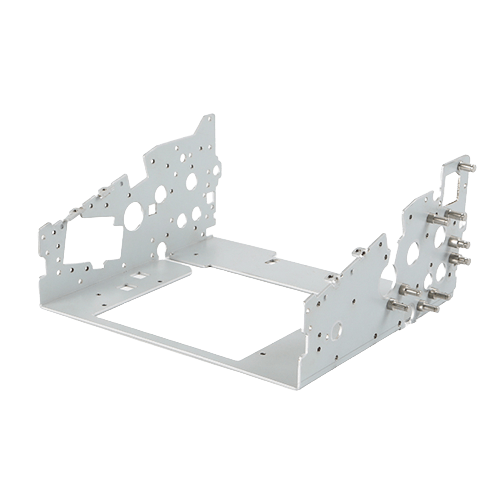
Électricité et électronique de puissance
Boîtier léger pour onduleur de véhicule électrique
Objectif : Contrôle du retour élastique et surface à haute conductivité
MATÉRIEL
Aluminium AL 5052-H32
PROCESSUS
Poinçonnage NCT / Pliage CNC / Soudage CMT
NOTATION
Étanchéité IP67 / Blindage EMI
Défi technique
Production d'un boîtier léger et résistant pour les équipementiers de premier rang de véhicules électriques. Le coefficient de retour élastique élevé de l'aluminium a rendu difficile l'obtention de tolérances serrées pour les joints IP67, tandis que les composants internes nécessitaient des zones conductrices localisées pour la mise à la terre.
- Maintien du parallélisme des brides pour des joints étanches aux liquides de refroidissement.
- Courbes complexes à rayons multiples sans fracturation de surface.
- Continuité électrique constante sur les surfaces anodisées.
Exécution technique
Grâce à des presses plieuses CNC équipées de systèmes de contrôle d'angle actifs (type LVD/Amada), nous avons neutralisé le retour élastique en temps réel. Nous avons appliqué un revêtement de conversion au chromate trivalent sélectif afin de répondre aux spécifications environnementales et de conductivité.
- Outillage : Matrices en uréthane non marquantes spécialisées pour éliminer les marques d'outillage.
- Surface: Revêtement en poudre sélectif avec masquage de précision pour les languettes de mise à la terre.
- Qualité: Test d'étanchéité sous vide IP67 effectué sur chaque unité numérotée.
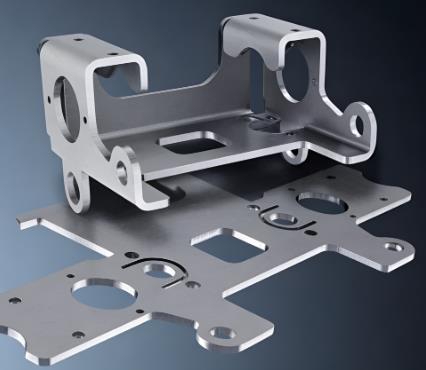
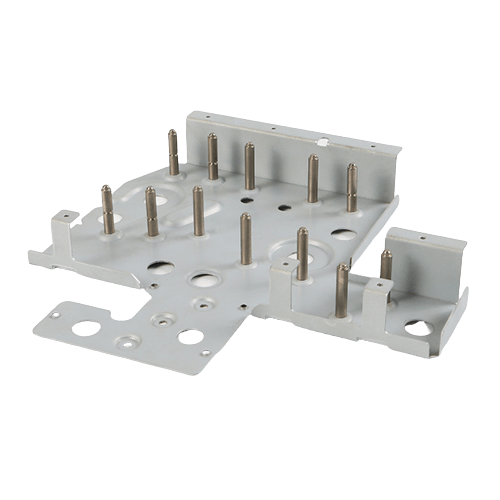
Distribution d'énergie / Réseau intelligent
Systèmes de contrôle modulaires extérieurs NEMA 4X
Objectif : Résistance structurelle aux charges et à la corrosion C5-M
MATÉRIEL
Acier galvanisé (G90) / Acier haute résistance S355
PROCESSUS
Joints d'étanchéité pour laser à fibre grand format / FIPG
NORMES
UL 508A / IP66 / NEMA 4X
Défi d'ingénierie
Production en série d'armoires robustes pour environnements offshore difficiles. Ces armoires doivent supporter des charges statiques supérieures à 600 kg tout en conservant leur intégrité structurelle sous l'effet des vibrations sismiques et des vents violents.
- Exigence pour les systèmes de rails internes modulaires avec des entraxes de perçage de 25 mm.
- Épaisseur de revêtement uniforme sur les arêtes vives pour prévenir la formation précoce de rouille.
- Scellage automatisé pour une protection IP constante et à haut volume.
Notre solution
Nous avons utilisé une structure à profil en « 9 plis » pour un rapport rigidité/poids maximal. La technologie de mousse de polyuréthane moulée en place (FIPG) a été employée pour garantir une étanchéité environnementale permanente.
- Prétraitement : Phosphatation au zinc en plusieurs étapes pour une adhérence supérieure de la peinture.
- Soudage: Soudage MIG pulsé pour assurer une pénétration profonde sur les structures épaisses.
- Essai: Test de brouillard salin de 1000 heures validé selon la norme ASTM B117.

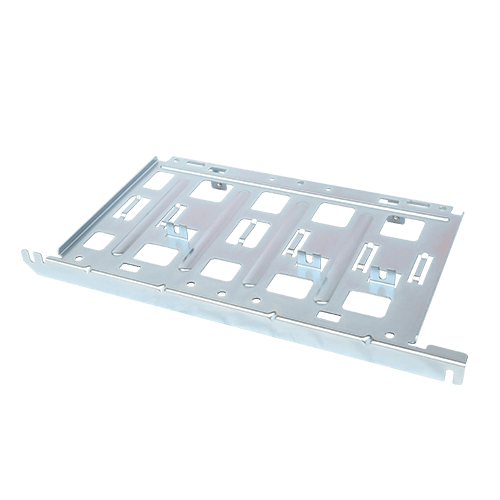
Infrastructure informatique / Informatique IA
Châssis serveur GPU haute densité 4U
Objectif : 70 % de flux d’air en espace ouvert et confinement des interférences électromagnétiques
MATÉRIEL
Acier pré-plaqué SECC (galvanisé) /
PROCESSUS
Contrôle technique à grande vitesse / Prise de pont / Sérigraphie
DÉLAI DE MISE EN ŒUVRE
Prototypage accéléré en 5 jours
Défi technique
Les nœuds de serveurs d'IA nécessitent une ventilation extrême. Le perçage de motifs à haute densité (plus de 65 % de surface ouverte) induit des contraintes internes, provoquant la déformation des panneaux. De plus, les joints EMI requièrent des surfaces de contact uniformes et exemptes d'oxydation.
- Maintien d'un positionnement à ±0,1 mm pour plus de 400 trous de connecteurs d'E/S.
- Perforation sans déformation de panneaux SECC de 1,2 mm avec des motifs haute densité.
- Assurer la liaison électrique sur tous les panneaux amovibles.
Ingénierie de précision
En optimisant la séquence de poinçonnage et en utilisant des outils de nivellement actifs sur nos machines NCT, nous avons obtenu des panneaux parfaitement plats. Nous avons utilisé un zingage conducteur et des masques spécifiques pour les zones de mise à la terre.
- Outillage : Matrices groupées pour le poinçonnage rapide de réseaux de ventilation.
- Vérification: Test de conformité à 100 % pour l'alignement des emplacements PCIe.
- Esthétique: Revêtement en poudre à texture fine résistant aux UV avec sérigraphie haute résolution.
Applications de la tôlerie dans les industries clés
Des solutions de fabrication de précision conçues pour répondre aux exigences structurelles
et les exigences fonctionnelles des leaders industriels mondiaux.
Composants de base
- Baies et armoires de serveurs
- Supports d'antenne
- Boîtiers de blindage de signal
- Stations de base extérieures
Composants de base
- Panneaux de scanner IRM/CT
- Cadres de chariots chirurgicaux
- Instruments de laboratoire
- Moniteurs muraux

Composants de base
- Supports de suivi solaire
- Boîtiers pour onduleurs
- Pièces internes d'une éolienne
- Systèmes de stockage d'énergie par batterie

Composants de base
- Châssis avionique
- Structures intérieures
- Blindage EMI
- Composants du réservoir de carburant

Composants de base
- Consoles de contrôle
- Pièces de système de convoyeur
- Bras de protection robotisés
- Panneaux pneumatiques

Composants de base
- Bornes de recharge pour véhicules électriques
- Plateaux de batterie
- Écrans thermiques
- Renforts du châssis
Processus de collaboration efficace
Comment personnaliser des pièces en tôle
Notre flux de travail simplifié et efficace élimine les pertes de temps inutiles et permet à votre projet d'avancer rapidement et sans encombre.
01
Devis et DFM
Téléchargez des fichiers STP/DXF pour obtenir instantanément un devis et une analyse de faisabilité.
02
Optimisation de la conception
Nos ingénieurs optimisent la conception pour une meilleure rentabilité et une production plus rapide.
03
Fabrication de précision
Découpe laser CNC avancée, pliage et soudage robotisé.
04
Validation de la qualité
Vérification CMM et protocoles d'inspection normalisés ISO 9001.
05
Finition et livraison
Finition de surface finale, assemblage et expédition logistique mondiale.



Pièces de tôlerie de haute qualité
En tant que professionnel Fournisseur de fabrication de tôles Depuis 2009, nous avons obtenu avec succès quatre certifications ISO. Nous nous engageons à fournir à nos clients des composants de tôlerie de haute précision et de qualité supérieure.
-
Équipement d'inspectionMachine à mesurer tridimensionnelle (MMT), système de mesure de contour, jauge de hauteur numérique.
-
RapportsNous nous engageons clairement à fournir un rapport d'inspection complet (FAI) et une certification des matériaux (MTR).
-
CertificationsNotre établissement est certifié ISO 9001, ISO 13485, ISO 14001 et IATF 16949.
-
Support DFM (Conception pour la fabrication)Nous sommes plus qu'un fabricant sous contrat, nous sommes votre partenaire en ingénierie.
Commentaires DFM gratuits sur chaque devis. Nous vous aidons à optimiser vos conceptions et à réduire vos coûts.
Nos installations
Installation de fabrication de tôlerie
Nous assurons une fabrication de tôlerie professionnelle et complète, garantissant une livraison constante sous 5 à 10 jours ouvrables.

Pièces CNC de précision 1

Pièces CNC de précision 2

Pièces CNC de précision 3

Pièces CNC de précision 4
FAQ
Répondre à vos préoccupations
-
Comment garantir une qualité constante dans la fabrication de tôles ?
La qualité constante de la fabrication de tôles est assurée par une approche globale intégrant prévention proactive, contrôle des processus en temps réel et traçabilité complète. Ce système respecte les normes industrielles telles que IATF 16949 et AS9100D et s'articule autour de cinq axes clés : normes, équipements, processus, personnel et inspection. Des tolérances dimensionnelles claires et une documentation détaillée des processus sont définies en amont, tandis qu'un contrôle strict de la qualité des matières premières est appliqué. Les paramètres numériques des processus sont verrouillés afin d'empêcher toute modification non autorisée, et les opérations critiques sont surveillées en continu. La formation des opérateurs et la gestion des postes de travail selon la méthode des 5S minimisent les erreurs humaines. Des outils d'inspection de précision, tels que les machines à mesurer tridimensionnelles, associés aux systèmes d'exécution de la production (MES), garantissent une visibilité et une traçabilité complètes des processus. Le contrôle statistique des processus (SPC) est utilisé pour une optimisation continue, maintenant les variations dimensionnelles à ±0,05 mm et les taux de défauts en dessous de 1 %, répondant ainsi pleinement aux exigences rigoureuses du secteur.
-
Qu'est-ce que la fabrication de tôles ?
La fabrication de tôles est un procédé comprenant une série d'opérations telles que le découpage (cisaillement, découpe laser, etc.), le formage (pliage, estampage), l'assemblage (soudage, rivetage, boulonnage) et le traitement de surface (revêtement, placage, anodisation). Elle permet de transformer les tôles en diverses pièces ou produits finis aux formes et fonctions spécifiques. Largement utilisée dans l'électronique, l'automobile, la mécanique et d'autres industries, elle se caractérise par sa flexibilité, sa grande efficacité et sa rentabilité.
-
Découpe au laser à fibre vs. découpe au jet d'eau et au plasma : comment choisir ?
La découpe laser fibre, la découpe au jet d'eau et la découpe plasma sont les trois principales méthodes de découpe utilisées dans la fabrication de tôles. Le choix du procédé dépend principalement du type de matériau et de l'épaisseur de la tôle : pour les tôles fines, la découpe laser fibre est privilégiée. La découpe au jet d'eau convient aux matériaux spéciaux et aux tôles plus épaisses. La découpe plasma est adaptée aux tôles d'épaisseur moyenne où les exigences de précision sont moindres. La précision et la déformation thermique sont également des critères importants : si des tolérances serrées et une déformation thermique minimale sont essentielles, il convient d'opter pour la découpe laser fibre ou au jet d'eau. Si des tolérances plus larges et une certaine zone affectée thermiquement sont acceptables, la découpe plasma est une option viable. Enfin, le coût et le volume de production sont des facteurs déterminants : pour les grandes séries exigeant un faible coût, la découpe laser fibre ou plasma est idéale. Pour les petites séries ou les pièces spéciales, la découpe au jet d'eau offre une plus grande flexibilité. En résumé, le type de matériau, l'épaisseur et la précision sont les critères principaux, puis il faut optimiser en fonction du coût et du volume de production afin d'obtenir une solution de découpe efficace, précise et économique.
-
Quel est le délai de livraison habituel pour la fabrication de tôles ?
Le délai de livraison varie en fonction de la complexité du produit et de la quantité commandée. Les prototypes rapides peuvent généralement être livrés sous 1 à 3 jours, la production en petites séries prend généralement entre 5 et 10 jours, tandis que les délais de production à grande échelle sont négociés séparément.
-
Que fabrique-t-on dans le secteur de la tôlerie ?
La fabrication de tôles produit des pièces telles que des boîtiers, des supports, des panneaux, des châssis, des composants automobiles, des pièces de CVC et des pièces de machines industrielles.
-
Quels types de projets de tôlerie sur mesure pouvez-vous réaliser ?
Nous réalisons une vaste gamme de projets de fabrication de tôlerie sur mesure, notamment des boîtiers électroniques, des panneaux de commande, des pièces automobiles, des carters d'équipements industriels, des composants de CVC et des ouvrages métalliques architecturaux. Nos services s'adressent à divers secteurs d'activité et garantissent des solutions personnalisées répondant à des exigences spécifiques en matière de conception et de fonctionnalité.
-
Quel est le processus habituel après avoir passé une commande de fabrication de tôlerie sur mesure ?
Après la passation d'une commande, le processus habituel comprend : la validation du design → l'approvisionnement en matériaux → la découpe et le découpage → le formage (pliage, estampage) → l'assemblage (soudage, rivetage, boulonnage) → le traitement de surface (revêtement, placage, anodisation) → le contrôle qualité → l'emballage et la livraison. Nous restons en contact étroit avec nos clients tout au long du processus afin de garantir le respect des spécifications et des délais.
-
L'impression 3D va-t-elle remplacer la fabrication de tôles en petites séries ?
Bien que l'impression 3D soit excellente pour la production de prototypes complexes et de pièces aux géométries sophistiquées, la fabrication de tôles reste plus rentable et plus résistante pour de nombreux besoins de production en petites séries. Par conséquent, il est peu probable que l'impression 3D remplace complètement la fabrication de tôles en petites séries dans un avenir proche.
-
Proposez-vous des services de traitement de surface et de revêtement pour les pièces en tôle ?
Oui, nous proposons divers services de traitement et de revêtement de surface, notamment le revêtement en poudre, la peinture liquide, la galvanoplastie, l'anodisation et la passivation. Ces traitements améliorent la résistance à la corrosion, la durabilité et l'aspect esthétique des pièces en tôle.
