| Alliage de cuivre | Conductivité (% IACS) | Indice d'usinabilité | Force typique | Applications principales |
|---|---|---|---|---|
| C11000 (Cuivre ETP) | >100% | 20% (Gommes) | Moyen | Barres omnibus, contacts électriques, dissipateurs thermiques |
| C10100 (OFC) | >101% | 20% | Moyen | Semiconducteurs, vide poussé, accélérateurs de particules |
| C36000 (Laiton décolleté) | ~28% | 100 % (Référence) | Bien | Raccords, vannes, pièces usinées de précision |
| C26000 (laiton 70/30) | ~28% | 30% | Moyen-élevé | Composants de munitions, fixations, quincaillerie décorative |
| C93200 (Roulement en bronze) | ~12% | 70% | Haut | Roulements, bagues, rondelles (SAE 660) |
| C95400 (Bronze d'aluminium) | ~13% | 20% (Dur) | Très élevé | Engrenages robustes, quincaillerie marine, plaques d'usure |
Services d'usinage CNC de précision pour le cuivre et le laiton | Pièces en cuivre sur mesure
Rapid Model propose des composants sur mesure en alliage de cuivre. Ses services incluent le prototypage rapide et la production en série. Des techniques de fabrication expertes garantissent des performances optimales pour les applications critiques. La livraison internationale est disponible avec des options express.

10+
Machines dédiées
5 à 10 jours
Délai de livraison typique
12 heures
Devis d'experts
98%
Rétention de conductivité
Tolérance dimensionnelle
±0,01 mm
Obtenu grâce à un outillage spécialisé pour les matériaux collants et une compensation thermique en temps réel.
Finition de surface
Ra ≤ 0,8 μm
Essentiel pour les contacts électriques, le blindage RF et les surfaces d'étanchéité sous vide poussé.
Qualité et traçabilité
ISO 9001:2015
Certification complète des matériaux (C10200, C36000, etc.) et test de conductivité à 100 % pour les pièces critiques.
Expertise en usinage du cuivre
Capacités d'usinage CNC de précision pour le cuivre et le laiton
Solutions spécialisées pour les composants en cuivre à haute conductivité, à gestion thermique et résistants à la corrosion complexes
Précision pour les pièces électriques
Usinage de barres omnibus, de connecteurs et de bornes avec des tolérances strictes pour maintenir une conductivité IACS >98%.
- Usinage à faible contrainte
- Bords sans bavures
Usinage par solution thermique
Production de dissipateurs thermiques complexes, de plaques froides et de diffuseurs avec une géométrie et une planéité des ailettes optimisées.
- Ailerons à rapport d'aspect élevé
- Prêt pour le brasage sous vide
Du prototype à la production
Prototypage CNC rapide pour composants RF, guides d'ondes et électrodes EDM en 2 à 5 jours.
- DFM pour le cuivre
- Conseils sur la qualité des matériaux
Pièces en cuivre à grand volume
Production efficace de raccords en laiton, de composants de plomberie et de quincaillerie décorative de qualité constante.
- Usinage de vis suisses
- Ébavurage automatisé
Usinage multi-axes avancé
Capacités 5 axes pour les composants complexes en cuivre monoblocs tels que les bobines d'induction et les blocs de buses.
- Efficacité d'une seule configuration
- Finitions aux contours lisses
Gamme complète en alliage de cuivre
- Appariement des propriétés des alliages
- Rapports d'usine certifiés
Nos ouvrages en cuivre
Galerie de pièces en cuivre et laiton usinées CNC
Découvrez nos composants en alliage de cuivre usinés avec précision et obtenez vos pièces en cuivre sur mesure.

pièces en cuivre de la vanne

vis en cuivre

Diverses pièces prototypes en cuivre

pièces en alliage de cuivre pour la vanne
Guide de sélection des alliages de cuivre
Matériaux couramment utilisés par Rapid Model pour l'usinage.
Six des matériaux en cuivre les plus utilisés dans l'usinage CNC, sélectionnés pour leur conductivité, leur usinabilité, leur résistance et leur résistance à l'usure.
Matériels
Guide des matériaux pour les pièces en cuivre sur mesure
Cuivre à haute conductivité
- C11000 (ETP / T2 Cuivre) : Excellente conductivité électrique et thermique, largement utilisée pour les électrodes et les barres omnibus.
- C10100 (Cuivre sans oxygène) : Cuivre ultra-pur pour composants sous vide, aérospatiaux et semi-conducteurs.
Laiton à usinage facile
- C36000 (Laiton décolleté / H59) : Usinabilité optimale, matériau standard pour raccords, arbres et fixations.
- C26000 (Cartographie en laiton / H70) : Bonne résistance et bonne formabilité, convient aux pièces à parois minces et décoratives.
Bronze et alliages à haute résistance
- C93200 (Bronze d'étain / SAE 660) : Excellente résistance à l'usure, couramment utilisée pour les bagues et les roulements.
- C95400 (Bronze d'aluminium) : Haute résistance et résistance à la corrosion, idéales pour les composants marins et de vannes.
Nos processus
Procédés d'usinage CNC spécifiques au cuivre
Nous utilisons des techniques et des outils spécialisés pour surmonter les difficultés d'usinage des alliages de cuivre, telles que la viscosité du matériau et sa sensibilité à la chaleur, afin de fournir des composants de précision avec une qualité de surface impeccable.
Usinage de précision du cuivre
Des outils spécialisés, tranchants et polis, ainsi que des stratégies à grande vitesse permettent d'éviter l'adhérence des matériaux et d'obtenir des finitions de haute qualité sur les composants électriques et thermiques.
Outils tranchants
Finitions de qualité
Contrôle des bavures
Tournage CNC du laiton et du cuivre
Usinage expert de tiges et de barres en connecteurs, raccords et arbres, avec outillage motorisé pour les opérations de perçage transversal et de fraisage.
Tiges et barres
Outils en direct
Excellent Chip Break
Finition et placage
Services après usinage comprenant le polissage, le plaquage (nickel, argent, or, étain), la passivation et les traitements anti-ternissement.
Placage
Polissage
Passivation
Applications industrielles
Usinage CNC du cuivre : défis et solutions de l'industrie
- Électronique de puissance
- Automobile (VE/Hybride)
- Semi-conducteur
- Télécoms et radiofréquences
Spécifications du projet
- MatérielC11000 (Cuivre ETP)
- Spécifications clésConductivité IACS >99%
- Tolérances±0,1 mm sur les positions des fentes
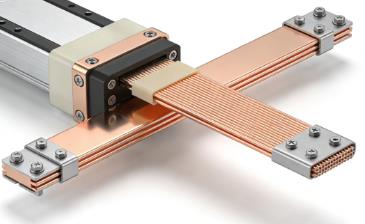
Assemblage de barres omnibus pour onduleur à courant élevé
Le défi technique
Le principal défi consistait à maintenir une précision dimensionnelle extrême sur une grande plaque de cuivre mince tout en préservant sa conductivité électrique maximale. Tout apport de chaleur excessif ou écrouissage lors de l'usinage risquait de dégrader la conductivité. De plus, les fentes longues et étroites destinées aux modules de puissance exigeaient une précision absolue et des bords exempts de bavures afin d'éviter les courts-circuits.
Notre solution d'ingénierie
Nous avons utilisé une combinaison de fraises en carbure affûtées et polies et une stratégie de fraisage à grande vitesse et faible profondeur de passe afin de minimiser l'échauffement et l'écrouissage. La pièce a été fixée à l'aide d'une plaque à vide sur mesure pour éviter toute déformation due au serrage. Une passe finale d'ébavurage en machine avec un outil spécialisé a permis de garantir la régularité et la sécurité de tous les bords des rainures. Les tests de conductivité après usinage ont confirmé une rétention de conductivité supérieure à 99 %.
>99% IACSConductivité
Sans bavuresBords de fente
0,2 mmPlatitude
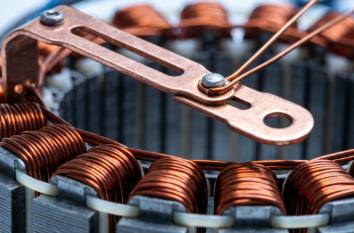
Spécifications du projet
- MatérielBarre rectangulaire en cuivre pur
- GéométrieForme 3D complexe courbée
- ExigenceCaractéristiques de précision des extrémités
Épingle à cheveux de stator de moteur EV (usinage de préformage)
Le défi technique
Après usinage, les épingles à cheveux en cuivre brut sont façonnées en formes 3D complexes. La difficulté résidait dans l'usinage précis des assemblages (chanfreins, rainures, profils) aux extrémités de la barre de cuivre rectangulaire et souple. avant Le processus de pliage. Les éléments usinés devaient être parfaitement positionnés afin qu'après le pliage, toutes les épingles à cheveux s'alignent correctement dans l'empilement du stator.
Notre solution d'ingénierie
Nous avons mis au point un dispositif de fixation multi-étapes spécifique qui maintenait fermement la barre rectangulaire aux points de référence exacts utilisés par la cintreuse. Grâce à un usinage synchronisé 3+2 axes, nous avons usiné les deux extrémités en une seule opération, garantissant une symétrie et une précision de positionnement parfaites. Une attention particulière a été portée à la géométrie de l'outil afin d'éviter les bavures susceptibles de perturber le processus d'isolation ultérieur.
±0,03 mmEmplacement
MiroirSymétrie
ZéroInterférence de flexion
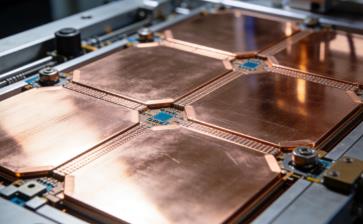
Spécifications du projet
- MatérielC10100 (Cuivre sans oxygène)
- SurfaceFinition super miroir
- PropretéCompatible avec le vide poussé
Composant de manipulation de plaquettes semi-conductrices
Le défi technique
La pièce nécessitait un état de surface Ra < 0,05 μm (super-miroir) sur de grandes surfaces planes, ce qui est extrêmement difficile sur du cuivre tendre et ductile, car ce matériau se raye facilement et présente des marques d'usinage. De plus, la pièce devait être totalement exempte d'huile, d'empreintes digitales et de particules incrustées afin d'éviter toute contamination dans l'environnement sous vide poussé de l'outillage pour semi-conducteurs.
Notre solution d'ingénierie
L'usinage a été réalisé en salle blanche contrôlée. Nous avons utilisé des outils de tournage en diamant monocristallin sur un tour/fraiseuse ultra-précis pour obtenir un fini miroir directement en sortie de machine, minimisant ainsi les opérations de post-traitement. L'ensemble du processus a employé exclusivement des fluides de coupe semi-aqueux de haute pureté, totalement éliminés lors d'un nettoyage ultrasonique final en plusieurs étapes avec des solvants spécifiques, suivi d'une étuvage sous vide et d'un conditionnement en salle blanche de classe 100.
Ra < 0,05 μmFinition
Classe 100Conditionnement
ZéroParticules

Spécifications du projet
- MatérielLaiton C36000, nickelé
- CaractéristiquesTrous profonds de petit diamètre
- ExigenceContrôle d'impédance
Corps de connecteur RF haute fréquence
Le défi technique
La pièce exigeait des diamètres internes et des états de surface extrêmement précis afin de maintenir une impédance caractéristique spécifique (par exemple, 50 ohms). Le perçage de trous profonds et de petit diamètre dans du laiton à rapport longueur/diamètre élevé risquait d'entraîner une déformation de l'outil et un mauvais état de surface. Toute rayure interne ou variation de diamètre provoquerait des réflexions et des pertes de signal, dégradant ainsi les performances aux fréquences GHz.
Notre solution d'ingénierie
Nous avons combiné le perçage profond avec le perçage canon pour garantir la rectitude des trous, suivi d'un alésage et d'un rodage de précision pour obtenir le diamètre et l'état de surface définitifs. Le processus a été rigoureusement contrôlé par des mesures en cours de fabrication. Les surfaces internes ont ensuite été micropolies avant le nickelage afin d'assurer une conductivité optimale et à faibles pertes. Des tests d'impédance sur des échantillons ont permis de vérifier les performances.
50Ω ±1Impédance
Ra 0,4 μmFinition intérieure
< -30 dBPerte de retour
Guide des propriétés des matériaux
Comparaison des alliages de cuivre pour l'usinage CNC
Comparez les propriétés clés telles que la conductivité, l'usinabilité, la résistance et la résistance à la corrosion pour sélectionner le meilleur alliage de cuivre pour votre application.
- Comparaison des performances
- Tempérament et condition
- Surface et placage
- Conception pour le cuivre
| Alliage | Tempéraments/affections courants | Limite d'élasticité (MPa) typique | Conseils d'usinage |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 dur), H04 (dur) | 250-350 | Vitesses élevées, outils affûtés. Utilisez H04 pour un broyage plus propre des copeaux. |
| C36000 | H02 (1/2 dur) | 200-310 | Norme industrielle en matière d'usinabilité. Excellent état de surface. |
| C26000 | H02 (1/2 dur), recuit | 110-380 | Sensible aux copeaux filandreux ; nécessite des brise-copeaux. Idéal pour le formage à froid. |
| C93200 | Tel que distribué / M07 | 125-170 | Contient du plomb pour l'autolubrification ; s'usine très bien. |
| C95400 | Brut de fonderie, traité thermiquement (TQ50) | 300-500 | Très dur/abrasif. Nécessite un outillage en carbure et des montages rigides. |
| Alliage de cuivre | Polissage | Placage nickelé | Placage argent/or | Notes |
|---|---|---|---|---|
| C11000 / C10100 | Excellent | Excellent | Excellent | La haute pureté permet une adhérence supérieure du revêtement électrolytique. |
| C36000 / C26000 | Excellent | Excellent | Excellent | Couramment utilisé pour les finitions décoratives. Le C26000 est plus ductile. |
| C93200 (Bronze) | Bien | Équitable | Équitable | La porosité du matériau peut affecter le placage ; il est souvent utilisé nu avec de l'huile. |
| C95400 (Bronze d'aluminium) | Équitable | Pauvre | Pauvre | Forme naturellement une couche protectrice d'alumine ; difficile à plaquer. |
| Facteur de conception | Directives générales | Ligne directrice de haute précision | Raisonnement et recommandation |
|---|---|---|---|
| Épaisseur minimale de paroi | 0,5 mm | 0,8 mm | Le cuivre pur est mou ; le C95400 est dur mais a besoin de rigidité. |
| Angles vifs internes | R ≥ 0,5 mm | R ≥ 1,0 mm | Réduit la formation de bavures dans les alliages ductiles comme le C11000 et le C26000. |
| Profondeur du filetage | 1,5 x Jour | 2,5 x Jour | Le C36000 permet un taraudage facile ; le C95400 nécessite des tarauds robustes. |
| Tolérance des trous | ±0,05 mm | H7 / G6 | Essentiel pour les ajustements serrés des roulements C93200 afin de garantir un jeu correct. |
Conseil pour le choix des matériaux :
Choisir C11000/C10100 pour une conductivité électrique/thermique maximale. Pour les composants usinés complexes où la conductivité est secondaire, Laiton C36000 offre le coût le plus bas grâce à ses capacités d'usinage à grande vitesse.
Résistance à l'usure :
C93200 est le matériau de prédilection pour les bagues standard grâce à ses propriétés antifriction. Pour les environnements soumis à des charges et des impacts importants, Bronze d'aluminium C95400 offre une résistance mécanique et une résistance à la corrosion supérieures.
Note de fabrication :
Les cuivres purs (C11000/C10100) sont « collants » lors du fraisage CNC ; il faut s'attendre à des coûts d'ébavurage plus élevés qu'avec le C36000.
Processus simplifié
Vos pièces en cuivre, du devis à la livraison
Notre processus dédié aux composants en cuivre assure une prise en charge experte, de l'examen initial de la conception à l'inspection finale, garantissant des pièces qui répondent à vos spécifications électriques, thermiques et mécaniques précises.
01
Consultation et devis
Partagez votre fichier CAO. Nous vous fournissons un devis détaillé avec des recommandations d'alliages et une analyse de fabrication en quelques heures.
02
Finalisation de la conception
Nous collaborons pour optimiser la conception de l'usinage du cuivre, en mettant l'accent sur la fabricabilité et la fonctionnalité.
03
Production de précision
Vos pièces sont usinées par des spécialistes utilisant des paramètres et des outils optimisés pour le cuivre.
04
Contrôle qualité rigoureux
Contrôle dimensionnel, test de conductivité (le cas échéant) et vérification de l'état de surface.
05
Finition et expédition
Appliquer le placage ou les finitions spécifiés, puis emballer et expédier avec la documentation complète.
FAQ
Réponses aux questions sur l'usinage CNC du cuivre
-
Quels sont les principaux avantages de l'usinage CNC de pièces en cuivre ?
Les pièces en cuivre usinées CNC offrent une conductivité électrique et thermique inégalée, une excellente résistance à la corrosion, des propriétés antimicrobiennes intrinsèques et une bonne usinabilité pour certains alliages comme le laiton. Elles sont indispensables pour la distribution d'énergie, la gestion thermique, les composants RF et les applications décoratives.
-
Quel alliage de cuivre est le plus facile à usiner ?
Le laiton de décolletage C36000 est la référence du secteur en matière d'usinabilité, avec un taux de réussite de 100 %. Il contient du plomb, ce qui améliore la formation des copeaux. Pour des alternatives sans plomb offrant une bonne usinabilité, on peut envisager le laiton naval C46400 ou le laiton de décolletage au plomb C48500.
-
Comment éviter les bavures lors de l'usinage du cuivre tendre ?
Nous utilisons plusieurs stratégies : des outils affûtés et polis avec des géométries spécifiques ; des paramètres d’usinage à grande vitesse et faible avance ; des outils d’ébavurage en cours de processus ; et des procédés secondaires comme la méthode de l’énergie thermique (TEM), la finition vibratoire ou l’ébavurage chimique pour obtenir des bords sans bavures comme spécifié.
-
Peut-on usiner du cuivre pur (C11000) avec des tolérances serrées ?
Oui. Bien que le cuivre pur soit malléable, nous obtenons des tolérances serrées (±0,01 mm en moyenne pour les éléments critiques) grâce à un outillage spécialisé et précis, des montages rigides, des fluides de coupe contrôlés et des stratégies d'usinage qui minimisent la chaleur et l'arrachement de matière. Les états de trempe plus durs (comme H04) sont souvent plus faciles à maîtriser que le cuivre recuit.
-
Quelles finitions de surface et quels placages sont disponibles pour les pièces en cuivre ?
Les finitions proposées incluent le polissage, le brossage et le lustrage. Un large choix de placages est disponible : nickel (pour la dureté et la protection), argent (pour une conductivité maximale), or (pour la résistance à la corrosion des contacts), étain (pour la soudabilité) et passivation (protection anti-ternissement transparente). Nous formulons des recommandations adaptées à chaque application.
-
Fournissez-vous des certifications de matériaux pour les alliages de cuivre ?
Oui. Nous fournissons une traçabilité complète et des rapports d'essais de matériaux (MTR/CofC) pour tous les alliages de cuivre, certifiant leur composition, leur état de trempe et leurs propriétés physiques. Pour les nuances électriques, nous pouvons également fournir des rapports d'essais de conductivité sur demande.
-
Quels sont les secteurs industriels qui utilisent le plus souvent des composants en cuivre usinés CNC ?
Les principaux secteurs d'activité comprennent : l'électricité et l'énergie (barres omnibus, connecteurs), l'automobile et les véhicules électriques (composants de batterie, épingles à cheveux), les télécommunications (connecteurs RF, guides d'ondes), les semi-conducteurs (composants de mandrin, éléments chauffants), la plomberie et le secteur maritime (raccords, vannes) et l'aérospatiale (composants conducteurs).
-
L'usinage d'un alliage de cuivre est-il plus difficile que celui du cuivre pur ?
Oui, l'usinage des alliages de cuivre est généralement plus complexe que celui du cuivre pur. Les alliages de cuivre contiennent souvent des éléments ajoutés qui augmentent leur dureté et leur résistance, ce qui rend la découpe et le façonnage plus difficiles.
-
Quels facteurs influencent la difficulté d'usinage des alliages de cuivre ?
La difficulté d'usinage dépend de facteurs tels que :
Composition de l'alliage : une teneur plus élevée en éléments d'alliage augmente la dureté et la ténacité.
Dureté du matériau : Les alliages plus durs usent les outils plus rapidement.
Conductivité thermique : Une conductivité plus faible peut entraîner une accumulation de chaleur.
Ductilité et ténacité : ces paramètres influent sur la formation des copeaux et l'usure des outils.
Exigences relatives à l'état de surface : des tolérances plus serrées nécessitent un usinage plus précis.
