| Paramètre de processus | Capacité technique |
|---|---|
| Force de serrage | 160 tonnes à 1 200 tonnes (chambre froide et chambre chaude) |
| Poids de grenaille (aluminium) | 0,1 kg à 8,5 kg (Louche automatisée) |
| Tolérance de fonderie standard | ISO 8062-3 (Niveau CT5 – CT7) | ±0,15 mm pour 100 mm |
| Normes d'outillage | Acier H13, 1.2344 ou Dievar ; socles LKM standard ou sur mesure |
| État de finition de surface | Ra 0,8 à 3,2 μm (à l'état brut de coulée) ; SPI-C1 à A2 (après traitement) |
| Alliages disponibles | Aluminium (ADC12, A380), Zinc (Grades 3, 5), Magnésium (AZ91D) |
| Usinage secondaire | Fraisage CNC à grande vitesse (4 axes), taraudage et alésage de précision |
| Assurance qualité | Détection de la porosité par rayons X, analyse par spectromètre et validation CMM |
Moulage sous pression sur mesure de haute qualité pour pièces métalliques
Nous proposons des solutions de fonderie sous pression sur mesure pour l'aluminium, le zinc et le magnésium, alliant outillage de précision et production stable en grande série. Notre processus optimisé garantit des pièces fiables et économiques qui accélèrent le développement de vos produits et renforcent votre marque.

ISO 9001
Qualité certifiée
5 à 15 jours
Délai de livraison typique
24h
Devis rapides
±0,01 mm
Tolérance
Alliages de fonderie sous pression
Matériaux de fonderie de qualité industrielle
Nous utilisons des alliages non ferreux de première qualité, spécialement sélectionnés pour le moulage sous haute pression, garantissant une stabilité dimensionnelle, une dissipation thermique et une intégrité structurelle supérieures pour les pièces essentielles à la mission.
Alliages de fonderie d'aluminium
La référence du secteur pour les composants légers et haute résistance. Excellente conductivité thermique et résistance à la corrosion pour les applications automobiles et résidentielles.
ADC12 / A380
A360 (Forte corrosion)
AlSi12
Alliages de magnésium
Matériau à très faible densité offrant le meilleur rapport résistance/poids. Idéal pour l'électronique portable et les pièces aérospatiales où chaque gramme compte.
AZ91D
AM60B
Alliages à fort amortissement
Zinc et alliages
Sa fluidité supérieure permet des épaisseurs de paroi plus fines et des tolérances de haute précision. Elle offre des caractéristiques de placage exceptionnelles et une résistance aux chocs élevée.
Charges 3 / Charges 5
ZA-8 / ZA-27
Zinc de haute précision
Alliages de gestion thermique
Des nuances d'aluminium spécialisées avec une teneur en silicium optimisée pour maximiser le transfert de chaleur dans les boîtiers de LED et les dissipateurs thermiques d'alimentation.
Haute température (AlSi9)
Alliages à faible teneur en cuivre
Niveaux conducteurs
Alliages ductiles et structuraux
Conçu pour les composants nécessitant une grande capacité d'allongement et d'absorption d'énergie, empêchant la rupture fragile des assemblages automobiles homologués pour la sécurité.
Silafont-36
Castil-37
Grades traitables thermiquement
Options de traitement de surface
Opérations secondaires complètes visant à améliorer l'aspect esthétique, la résistance au brouillard salin et la dureté superficielle des pièces moulées.
Revêtement électrophorétique / Poudre
Anodisation (Type II/III)
Conversion du chromate
Exposition de pièces moulées sous pression
Pièces moulées sous pression haute performance
Rapid Model fournit des prototypes haute performance et des pièces de qualité industrielle grâce à une technologie de moulage sous pression avancée, raccourcissant considérablement vos cycles de fabrication.
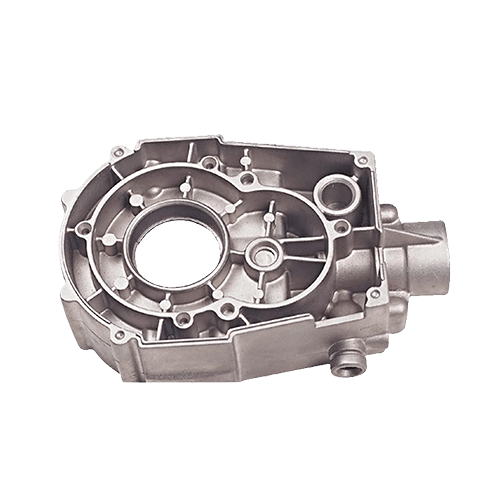
Carter moteur
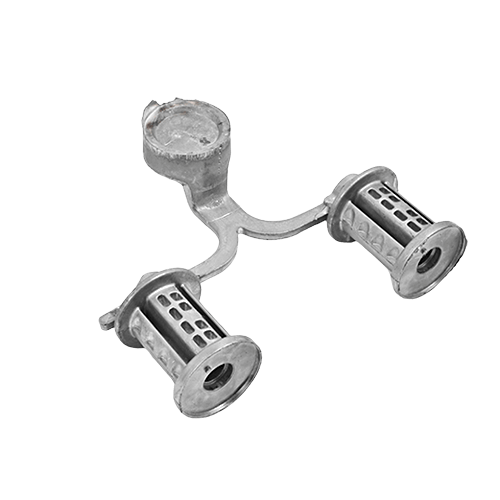
Pièces cylindriques
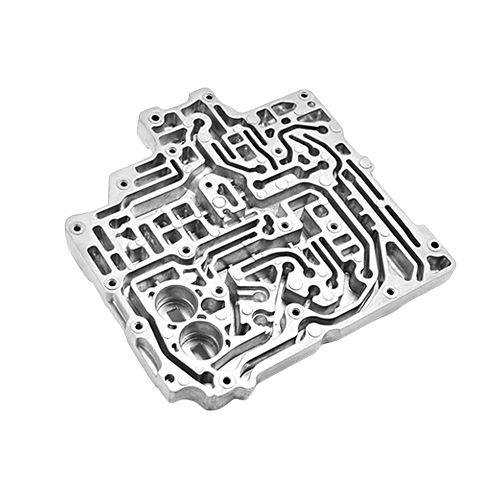
Corps de vanne de commande hydraulique
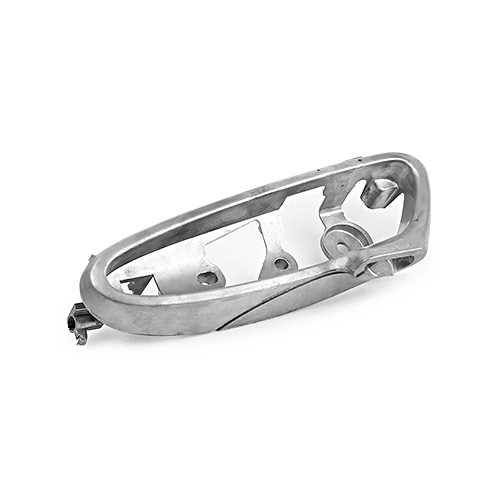
Support de structure

Pompe à piston
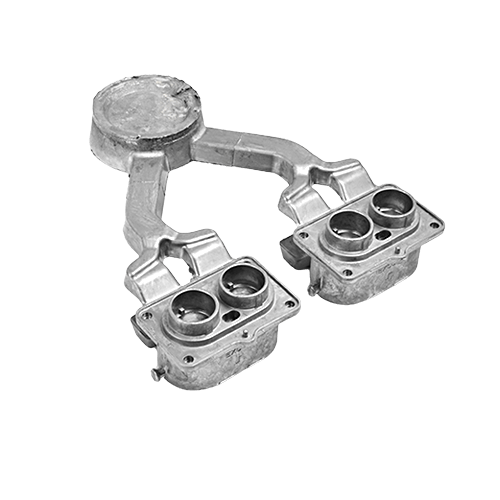
Composant à double chambre
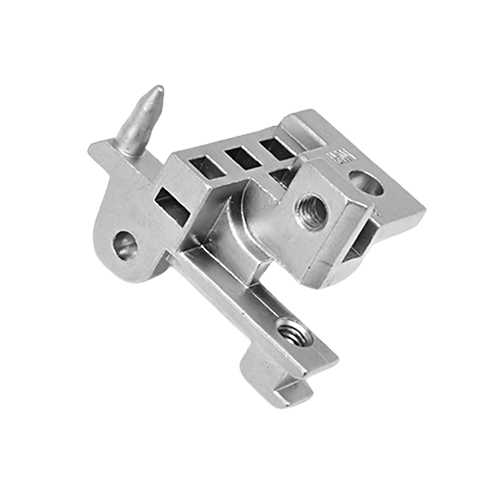
Support de pivot complexe
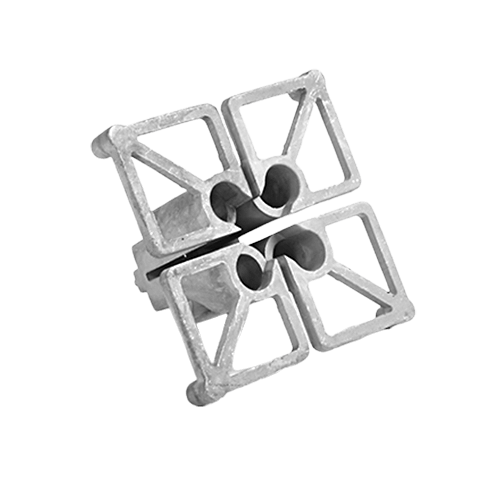
Dissipateur de chaleur
Services de fabrication
Solutions complètes de fonderie sous pression
Du prototypage rapide à la production en grande série, nous offrons une expertise complète en matière de fonderie sous pression, axée sur l'intégrité structurelle et la précision des tolérances serrées.
Ingénierie DFM et des moules
Évaluation experte de la géométrie des pièces afin d'optimiser le positionnement des points d'injection et des canaux de refroidissement, minimisant ainsi la porosité et les turbulences pendant le cycle d'injection.
Capacités
Simulation complète de l'écoulement du moule pour prédire et prévenir le retrait ou l'emprisonnement d'air avant la découpe de l'acier.
- Analyse du flux de moule (Magma/AnyCasting)
- Optimisation du système de porte et de rail
- examen de l'angle de tirage et de l'épaisseur des parois
Moulage sous pression à haute pression (HPDC)
Utilisation de machines automatisées à chambre froide et à chambre chaude (160T à 1200T) pour une densité de pièces constante et des cycles de production à grande vitesse.
Échelle de production
Production à grande échelle d'alliages d'aluminium, de zinc et de magnésium avec surveillance des processus en temps réel.
- Outillage multicavités à grand volume
- Options de moulage assisté par le vide
- Systèmes automatisés de louches et de pulvérisation
Usinage CNC après moulage
Usinage secondaire par fraisage et tournage CNC pour obtenir des tolérances critiques et des surfaces planes qui ne peuvent être obtenues par le seul procédé de fonderie.
Précision
Dispositifs dédiés à l'usinage secondaire à grande vitesse pour garantir un alignement précis des éléments et des ajustements serrés.
- Taraudage et alésage de précision
- Faces pour surfaces d'accouplement critiques
- Alésages à tolérance serrée (jusqu'à ±0,01 mm)
Traitement et revêtement de surface
Services de finition intégrés pour améliorer la résistance à la corrosion, la dureté de surface et la qualité esthétique du composant final.
Gamme de finition
Traitements de qualité professionnelle adaptés aux environnements extérieurs et aux applications industrielles à forte usure.
- Revêtement en poudre et électrophorèse
- Anodisation et conversion au chromate
- Grenaillage et ébavurage vibratoire
Assurance qualité et métrologie
Des protocoles de validation rigoureux garantissent la solidité structurelle et la conformité dimensionnelle de chaque lot de production.
Vérification
Traçabilité des matériaux et détection des défauts internes grâce à des équipements de test avancés.
- Inspection de la porosité par rayons X
- vérification dimensionnelle CMM
- Analyse des alliages par spectromètre
Assemblage et préparation de kits
Opérations secondaires à valeur ajoutée, notamment l'insertion de matériel, l'assemblage de composants et l'emballage de protection sur mesure.
Intégration
Réduction de la complexité de la chaîne d'approvisionnement grâce à la livraison de sous-ensembles prêts à installer.
- Installation d'un insert Helicoil et d'un insert fileté
- Intégration des joints et des bagues d'étanchéité
- vente au détail personnalisée ou kits de protection
Nos installations
Moulage sous pression sur mesure directement du fabricant
Nous proposons des services de fonderie professionnels avec un flux de travail optimisé, vous livrant vos pièces finies en seulement 5 à 10 jours.

Ligne de production de moulage sous pression
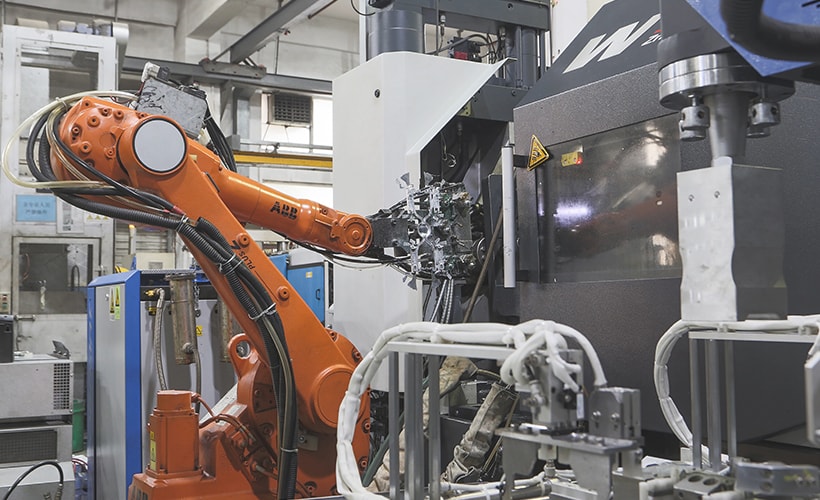
Usine de fonderie sous pression de précision
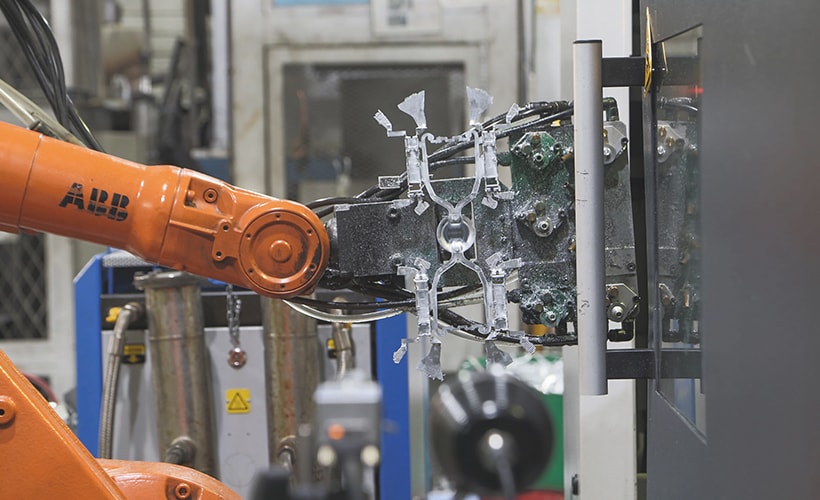
machines de moulage sous pression de précision

usine de fabrication
Spécifications techniques
Capacités de moulage sous pression
Notre installation utilise une gamme de machines à chambre froide et à chambre chaude optimisées pour les alliages non ferreux, offrant un équilibre entre densité structurelle, cyclage à grande vitesse et précision CNC secondaire.
Études de cas en fonderie sous pression
Solutions d'ingénierie pour composants métalliques complexes
- Groupe motopropulseur automobile
- Éclairage LED
- Quincaillerie industrielle
- Électronique portable

Secteur automobile
Carter de transmission structurel
Objectif du projet : Contrôle de la porosité et réduction du poids
ALLIAGE
Aluminium ADC12
MACHINE
Chambre froide 800T
Qté
25 000 pièces/an
Le défi de l'ingénierie
Un fournisseur de second rang avait besoin d'un couvercle de transmission avec canaux d'huile intégrés. Le principal défi consistait à maintenir la densité structurelle pour éviter les fuites d'huile sous haute pression tout en réduisant l'épaisseur totale de la paroi afin de respecter les objectifs de poids du véhicule.
- Éliminer la porosité gazeuse dans les zones de transition entre couches épaisses et minces.
- Maintien d'une tolérance de ±0,05 mm sur les surfaces d'accouplement après usinage.
- Garantir la résistance aux embruns salins pour les zones exposées sous le châssis.
Notre solution
Nous avons optimisé le système d'alimentation par simulation Magma afin de garantir un écoulement laminaire. Un procédé de coulée sous vide a été mis en œuvre pour évacuer l'air de la cavité, augmentant ainsi considérablement la densité des pièces.
- Outillage : Acier H13 trempé avec refroidissement conforme.
- Secondaire: Fraisage CNC 4 axes pour un alignement précis des alésages.
- CQ : Tests d'étanchéité à 100 % et contrôles ponctuels aux rayons X.

Éclairage extérieur
Dissipateur thermique haute efficacité pour lampadaire
Axe principal : Géométrie des ailettes minces et dissipation thermique
ALLIAGE
Aluminium à haute température
FINITION
Revêtement en poudre résistant aux UV
COMPTE DES NAGEOIRES
42 ailettes de refroidissement
Défi technique
Le client avait besoin d'un dissipateur thermique de grande taille doté d'ailettes haute densité d'une épaisseur de seulement 1,5 mm à leurs extrémités. Les techniques de fonderie traditionnelles entraînaient souvent des défauts de remplissage, le métal ne parvenant pas à remplir complètement les cavités étroites des ailettes.
- Assurer le remplissage complet des 42 ailettes verticales distinctes.
- Empêcher la déformation des pièces sur une longueur supérieure à 500 mm.
- Obtention d'une finition cosmétique de classe A pour l'extérieur du logement.
Exécution technique
Nous avons augmenté la pression d'injection et utilisé un système d'alimentation multipoints. Des régulateurs de température de moule précis ont été utilisés pour maintenir les faces de la matrice à une température optimale, assurant ainsi un flux constant dans les sections à parois minces.
- Processus: Injection à haute vitesse avec surveillance en temps réel.
- Finition: Grenaillage automatisé pour une uniformité de surface.
- Essai: Validation de la conductivité thermique d'un lot d'alliage.

Systèmes industriels
Boîtier de verrouillage en zinc de précision
Priorité : Durabilité à haute intensité et qualité du placage
ALLIAGE
Charges 3
PROCESSUS
Coulée à chambre chaude
TOLÉRANCE
±0,03 mm
Défi d'ingénierie
Une entreprise spécialisée dans la sécurité industrielle avait besoin d'un corps de serrure complexe avec des glissières internes. L'alliage de zinc devait offrir une haute résistance aux chocs et un alésage interne parfaitement lisse pour le mouvement mécanique.
- Maintien de géométries internes complexes sans usinage CNC secondaire.
- Fournir une surface de base adaptée au chromage décoratif.
- Exigences de zéro bavure pour les pièces mobiles internes.
Notre solution
L'utilisation d'une machine à chambre chaude a permis d'obtenir des temps de cycle extrêmement rapides et une grande précision. Nous avons conçu le moule avec des extracteurs de noyaux hydrauliques pour former les canaux internes en une seule opération.
- Moule: Outil multicavités pour maximiser le débit.
- Finition: Ébavurage vibratoire et nickelage chimique.
- Assemblée: Installation des roulements par ajustement serré incluse.
Électronique mobile
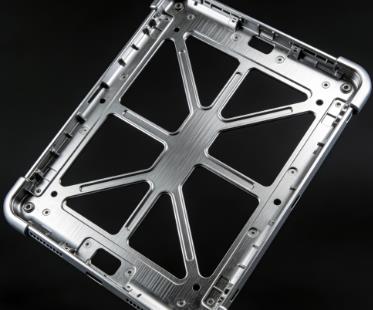
Châssis de tablette en alliage de magnésium
Objectif : Parois ultra-minces et blindage EMI
ALLIAGE
Magnésium AZ91D
ÉPAISSEUR DU MUR
0,8 mm - 1,2 mm
MACHINE
Chambre froide 250T
Défi technique
Une marque d'électronique haut de gamme exigeait un châssis en magnésium pour assurer le blindage contre les interférences électromagnétiques et la rigidité structurelle. La pièce, extrêmement grande et fine, était sujette aux courts-circuits et à la déformation par contraction thermique.
- Obtention d'épaisseurs de paroi inférieures à 1,0 mm sur de grandes surfaces.
- Contrôle de la forte inflammabilité et du refroidissement rapide du magnésium.
- Préparation de surface pour peinture haut de gamme à effet doux au toucher.
Ingénierie de précision
Nous avons mis en œuvre une technique spécialisée de « thixomoulage », ou injection à haute vitesse sous atmosphère de gaz inerte. Cela a permis de garantir que l'alliage atteigne toutes les extrémités du moule avant de se solidifier.
- Matériel: AZ91D pour un équilibre optimal entre débit et résistance.
- Post-traitement : Oxydation micro-arc (MAO) pour la base de corrosion.
- Stabilité: Traitement thermique sous vide pour soulager les contraintes internes.
Témoignages clients
Commentaires sincères de nos partenaires internationaux
Résultats concrets dans le domaine du moulage sous pression à haute pression pour les secteurs automobile, industriel et de la consommation.
★★★★★
La densité interne des pièces ADC12 est excellente. Nous avons effectué des coupes aléatoires aux rayons X et n'avons constaté aucune porosité critique dans les zones de bossage. La conception du canal d'alimentation a clairement optimisé le remplissage. Nous sommes très satisfaits des échantillons T1.
★★★★☆
Leur rapport DFM était très complet et a identifié un problème potentiel de fermeture à froid dans la conception de nos ailerons. Nous avons ajusté les angles de dépouille conformément à leurs recommandations. Les pièces sont parfaites, même si le délai de fabrication initial de l'outillage a été légèrement plus long que prévu.
★★★★★
Délai de réalisation impressionnant pour un projet de chambre froide. Nous avons reçu les pièces en Californie moins de 30 jours après l'approbation du moule. La finition de surface est uniforme et prête pour l'anodisation avec une préparation minimale. Communication fiable tout au long du projet.
★★★★★
Les pièces moulées en Zamak 3 présentent une surface très lisse, un atout essentiel pour notre procédé de chromage. Nous avons constaté une réduction significative de notre taux de rebuts par rapport à notre fournisseur précédent. Hautement recommandées pour la quincaillerie décorative.
★★★★★
La reproductibilité d'un lot à l'autre est son principal atout. Nous avons commandé trois lots distincts de 10 000 unités et les dimensions sont restées parfaitement constantes. L'emballage pour le transport maritime était robuste : aucun signe d'oxydation ni dommage n'a été constaté à la livraison.
★★★★☆
J'ai utilisé leur service de fonderie de magnésium pour un cadre léger. Le gain de poids était conforme aux prévisions. Quelques pièces présentaient de légères bavures autour de la ligne de joint, mais rien qui n'ait affecté l'assemblage. Bon support technique.
★★★★★
Un service complet de fonderie et d'usinage CNC. Le fait que la même usine prenne en charge la fonderie brute et le fraisage de précision des logements de paliers a éliminé nos problèmes d'ajustement lors de l'assemblage. Leurs tarifs pour cette prestation combinée sont très compétitifs.
★★★★☆
Pièces moulées à parois minces de haute qualité. Nous avons eu un léger malentendu concernant le certificat d'alliage spécifique durant la première semaine, mais leur équipe a rapidement rectifié la documentation. La qualité du produit final est excellente.
Processus de collaboration efficace
Pièces moulées sous pression personnalisées simplifiées
Accélérez la mise sur le marché de vos pièces grâce à notre processus de production optimisé et ultra-performant. Nous prenons en charge la complexité pour que vous puissiez vous concentrer sur le développement de votre marque.
01
Devis et DFM
Téléchargez des fichiers STP/DXF pour obtenir instantanément un devis et une analyse de faisabilité.
02
Optimisation de la conception
Nos ingénieurs optimisent la conception pour une meilleure rentabilité et une production plus rapide.
03
Fabrication de précision
Équipement de pointe et ingénierie experte.
04
Validation de la qualité
Vérification CMM et protocoles d'inspection normalisés ISO 9001.
05
Finition et livraison
Finition de surface finale, assemblage et expédition logistique mondiale.
FAQ
Répondre à vos préoccupations
-
Chambre froide contre chambre chaude : quelle est la différence ?
Le choix dépend du point de fusion du métal.
Chambre chaude : utilisée pour les métaux à bas point de fusion comme le zinc. Le mécanisme est immergé dans le métal en fusion, ce qui permet des cycles très rapides.
Chambre froide : utilisée pour les métaux à point de fusion élevé comme l’aluminium. Le métal est fondu séparément puis versé dans la machine à l’aide d’une louche afin d’éviter d’endommager l’équipement par la chaleur.
-
Moulage sous pression ou usinage CNC pour les petites séries ?
Usinage CNC : Idéal pour les séries de 1 à 50 unités. Il permet d’éviter les coûts de moule, mais le coût par pièce est élevé.
Moulage sous pression : Idéal pour les productions de plus de 500 unités. Le coût initial élevé du moule est compensé par des prix unitaires très bas et une production plus rapide.
-
Quelles tolérances peut-on atteindre avec le moulage sous pression ?
Le moulage standard garantit une tolérance de ±0,05 mm à ±0,1 mm. Pour les ajustements critiques (comme les logements de paliers), nous réalisons le moulage puis un usinage CNC secondaire pour atteindre une tolérance de ±0,01 mm.
-
Pourquoi l'alliage d'aluminium A380 est-il le plus populaire ?
L'A380 est un matériau polyvalent offrant un équilibre optimal entre fluidité (pour les formes complexes), résistance structurelle et rapport qualité-prix. Il constitue la référence pour les boîtiers automobiles et électroniques.
-
Comment contrôle-t-on la porosité ?
Nous minimisons les bulles d'air internes grâce à :
Moulage sous vide : Élimination de l'air du moule avant injection.
Ventilation : Conception de canaux de trop-plein pour l'évacuation des gaz.
Simulation : Utilisation d'un logiciel pour optimiser la conception du moule avant le début de la production.
-
Quelles sont les meilleures finitions de surface ?
Revêtement en poudre : Durable et disponible dans de nombreuses couleurs.
Anodisation : Idéale pour la résistance à la corrosion (donne généralement une finition mate).
Chem-Film : Assure une protection contre la corrosion tout en maintenant la conductivité électrique.
Revêtement électrophorétique : idéal pour les pièces automobiles produites en grande série nécessitant une couverture uniforme.
-
L'impression 3D remplacera-t-elle le moulage sous pression ?
Non. Le moulage sous pression produit une pièce toutes les 30 à 60 secondes, tandis que l'impression 3D prend plusieurs heures. L'impression 3D est utilisée pour les prototypes ; le moulage sous pression pour la production en série. Ces deux procédés sont complémentaires : on imprime le prototype, puis on moule la version produite en série.
-
Qu'est-ce que le moulage sous pression et à quoi sert-il ?
Qu'est-ce que le moulage sous pression ?
Le moulage sous pression est un procédé de fabrication métallique à haut rendement qui consiste à injecter du métal en fusion sous haute pression dans un moule en acier de précision. Après solidification, la pièce est éjectée avec une grande précision dimensionnelle, un état de surface lisse et une excellente répétabilité. Ce procédé est principalement utilisé pour les métaux non ferreux tels que l'aluminium, le zinc et le magnésium.
À quoi sert le moulage sous pression ?
Le moulage sous pression est principalement utilisé pour produire en grande série des pièces métalliques aux dimensions constantes et aux géométries complexes. Il est largement employé dans les industries exigeant résistance, précision et rentabilité à grande échelle.
