| Qualité aluminium | Coût | dureté | usinabilité | résistance à la corrosion | Finition esthétique |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Bon (Facile à extruder) | ★★★★★ | Excellent |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Foire (Gomme) | ★★★★★ | Modéré |
| 6061 | ★★★☆☆ | ★★★★☆ | Excellent (Stable) | ★★★☆☆ | Très bien |
| 2024 | ★★★★☆ | ★★★★★ | Bien | ★★☆☆☆ | Modéré |
| 7075 | ★★★★★ | ★★★★★ | Exceptionnel (Précision) | ★★☆☆☆ | Bien |
Services d'usinage CNC de précision en aluminium et fabrication de pièces
Nous fournissons des composants en alliage d'aluminium sur mesure, et prenons en charge toutes les étapes, du prototypage à la production en série. Grâce à un service de livraison international rapide et efficace, la livraison peut être effectuée en seulement trois jours, vous garantissant ainsi des résultats à la hauteur de vos attentes.

100+
Machines CNC
3 à 7 jours
Délai de livraison typique
24h
Devis rapides
6k㎡
Zone industrielle.
Tolérance dimensionnelle
±0,005 mm
Réalisé grâce à des centres d'usinage japonais/allemands haut de gamme et à une vérification par machine à mesurer tridimensionnelle (MMT).
Rugosité de surface
Ra ≤ 0,8 μm
Répond aux exigences rigoureuses en matière de composants optiques et d'électronique grand public haut de gamme.
Assurance qualité
ISO 9001:2015
Protocoles d'inspection rigoureux à 100 % pour les caractéristiques critiques utilisant des équipements OMM/CMM automatisés.
Capacités d'usinage de l'aluminium
Capacités d'usinage CNC de précision pour l'aluminium
Solutions personnalisées de haute précision et de haute efficacité pour les composants complexes en aluminium
Usinage simultané 5 axes
Fraisage multiaxes avancé pour les géométries complexes et les formes organiques en une seule opération.
- Structures complexes intégrées
- Finition de surface supérieure
Finition de surface avancée
Gamme complète de post-traitements, y compris l'anodisation, le microbillage et le revêtement dur.
- Correspondance de couleurs personnalisée
- Résistance à l'usure améliorée
Prototypage rapide
Délai de livraison rapide de 24 à 48 heures pour des prototypes fonctionnels afin d'accélérer votre cycle de R&D.
- Commentaires DFM inclus
- Assistance à itération rapide
Production à grand volume
Lignes de production évolutives optimisées pour une production homogène et rentable en grands lots.
- Usinage cellulaire automatisé
- Optimisation du coût unitaire
Contrôle de tolérance strict
Maintien des dimensions critiques sur des séries de production importantes avec une précision au micron près.
- Alésage et réalésage de précision
- Contrôle thermique stable
Polyvalence des matériaux
Expertise dans une large gamme d'alliages, notamment les séries 6061, 7075, 2024 et 5052.
- Alliages de qualité aérospatiale
- Traçabilité certifiée des matériaux
Galerie d'exemples
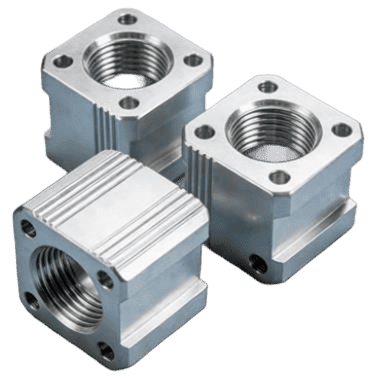
Pièces en aluminium usinées CNC sur mesure
Découvrez nos composants en aluminium fabriqués sur mesure, qui témoignent de notre capacité à fournir des solutions conformes aux normes industrielles dans divers secteurs.
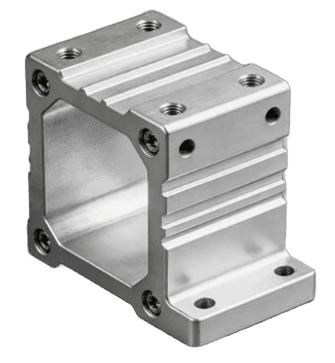
Boîtier en aluminium usiné CNC
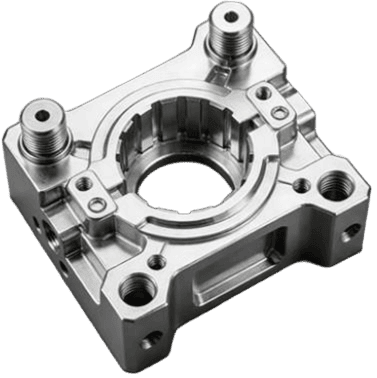
Socle mécanique en aluminium

Engrenage droit en aluminium usiné CNC
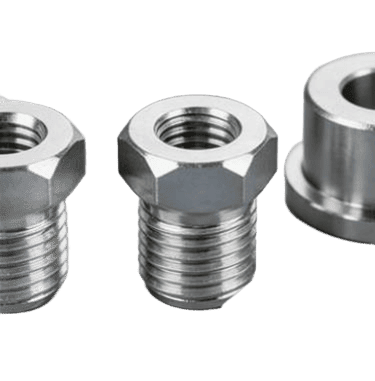
Boulons filetés en aluminium
Horloges de montage en aluminium usiné CNC
Composant de bride en aluminium
Support en aluminium usiné CNC

Composant conique en aluminium
Choisir le bon matériau en aluminium
Sélection des matériaux en alliage d'aluminium
Vaste stock d'alliages d'aluminium industriels et structuraux de première qualité, adaptés avec précision aux spécifications de vos pièces sur mesure.
Matériels
Alliages d'aluminium haute performance
Qualités aérospatiales à haute résistance
- Aluminium 6061 : Norme structurelle polyvalente.
- Aluminium 2024 : Revêtement d'avion à haute résistance à la fatigue.
- Aluminium 6063 : Profilés architecturaux de précision.
- Aluminium 7075 : Résistance statique ultime.
Résistant à la corrosion et spécialisé
- Aluminium 2A12 : Dureté élevée de qualité aéronautique.
- Aluminium 5052 : Assiette marine résistante au sel.
- Aluminium 7050 : Sections épaisses à haute ténacité.
Guide de sélection des matériaux
- Force:Les modèles 7075 et 2A12 offrent les charges mécaniques les plus élevées.
- Durabilité: La norme 5052 est la référence pour les environnements difficiles.
- Usinabilité : 6061 / 6063
Nos installations
Centres d'usinage CNC pour aluminium de pointe
Découvrez nos installations ultramodernes, équipées pour fournir des composants en aluminium usinés CNC de haute qualité pour vos projets les plus exigeants.

Atelier d'usinage CNC de modèles rapides

Opérateur CNC expérimenté depuis des années chez Rapid Model

Opérateur CNC utilisant le panneau de commande

Centre d'usinage CNC de Rapid Model

Atelier CNC de modélisation rapide

Ouvriers d'atelier CNC

Centre d'usinage de précision 5 axes Rapid Model

Ingénieur en charge de la programmation du panneau de commande d'un centre d'usinage de précision à 5 axes
Processus disponibles
Procédés d'usinage CNC de l'aluminium en option
Nous proposons des services d'usinage CNC de haute précision, notamment le fraisage et le tournage, adaptés aux alliages d'aluminium. Notre priorité est d'obtenir une stabilité dimensionnelle, des tolérances serrées et des états de surface de qualité supérieure pour les composants industriels.
Fraisage CNC
Conçues pour les géométries complexes, les cavités et les surfaces travaillées, nos machines 3, 4 et 5 axes prennent en charge tous types de pièces, des plaques simples aux pièces prismatiques complexes.
Tolérance : ±0,0004"
Dimensions maximales : 110 po x 70 po x 20 po
Ra 3,2 μm Finition
Tournage CNC
Usinage de haute précision pour pièces rotatives telles que les arbres, les bagues et les connecteurs. L'outillage motorisé permet de réaliser des opérations de fraisage en une seule étape.
Diamètre : 0,1" - 30"
Outils en direct
Haute concentricité
Usinage CNC 5 axes
Mouvement simultané sur 5 axes pour les géométries industrielles les plus complexes. Réduit les temps de réglage, augmente la précision et raccourcit les délais de production.
Turbines et vannes
Configuration unique
Contourage complexe
Usinage de vis suisses
Spécialement conçue pour les composants de petit diamètre, longs et fins. Les bagues de guidage haute rigidité garantissent une précision extrême pour les pièces miniatures.
Diamètre : 0,03" - 1,25"
Tolérance de ±0,0002"
Inserts de précision
Sélection d'alliages d'aluminium
Nous maîtrisons l'usinage des alliages d'aluminium industriels courants. Nous garantissons une sélection optimale des outils en fonction de la trempe et de l'usinabilité spécifiques de l'alliage.
6061 / 6063
7075-T6
5052 / 2024
Finition et inspection
Post-traitement et contrôle qualité intégrés. Chaque lot est vérifié par métrologie normalisée afin de garantir sa conformité aux spécifications.
anodisation
Vérification CMM
sablage aux microbilles
Guide de sélection des matériaux
Comparaison des propriétés des matériaux en alliage d'aluminium
Comparez les caractéristiques clés telles que la dureté, l'usinabilité, la résistance à la corrosion et la finition esthétique afin de sélectionner le matériau optimal pour votre projet CNC.
- Comparaison des performances
- Sélection du tempérament
- Traitement de surface
- Expertise en conception
| Qualité aluminium | Les tempéraments communs | Limite d'élasticité (MPa) | Conseils pour le choix du tempérament |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Choix de prédilection pour les pièces esthétiques et les dissipateurs thermiques. Le T5 est le plus courant pour les profilés extrudés nécessitant une finition de surface supérieure. |
| 5052 | H32 / O | ~190 | Choisissez l'acier H32 pour les boîtiers courants ; l'acier O pour l'emboutissage profond ou le pliage complexe. Idéal pour les environnements marins et d'eau salée. |
| 6061 | T6 / T651 | ~270 | CNC préférée T651 :Traitée pour détendre les contraintes et garantir la stabilité dimensionnelle, elle minimise également les déformations après la découpe. Un outil indispensable dans l'industrie. |
| 2024 | T3 / T4 | ~325 | Le traitement T3 offre le meilleur équilibre entre haute résistance et ténacité à la rupture pour les structures aérospatiales et soumises à une forte fatigue. |
| 7075 | T6 / T651 | ~500 | Le formulaire T651 est obligatoire. Pour les pièces complexes de haute précision, afin d'éviter toute déformation. Sa dureté est comparable à celle de l'acier pour les composants dont le poids est un facteur critique. |
| Qualité aluminium | Anodisation transparente | Anodisation colorée | Anodisation dure (type III) | Remarques |
|---|---|---|---|---|
| 6063 | Excellent | Excellent | Modéré | Offre la texture de surface la plus fine et les couleurs les plus éclatantes. |
| 6061 | Super | Super | Excellent | Le choix le plus fiable pour les pièces industrielles ; des résultats très constants. |
| 5052 | Bien | Équitable | Bien | Les couleurs peuvent paraître légèrement ternes ou mates par rapport à la série 6xxx. |
| 7075 | Mauvais (irrégulier) | Pauvre | Excellent | Une forte teneur en zinc provoque une coloration irrégulière. Convient particulièrement aux peaux foncées à pelage dur. |
| Série 2XXX | Non recommandé | Non recommandé | Équitable | Une forte teneur en cuivre entraîne une mauvaise oxydation et un aspect « noirci ». |
| Facteur de conception | Spécifications standard | Optimisation haut de gamme | Recommandation technique |
|---|---|---|---|
| Épaisseur de paroi | 0,8 mm | 0,5 mm (Précis) | Maintenez un rapport hauteur/largeur inférieur à 10:1 pour éviter les vibrations et garantir une finition miroir. |
| Profondeur de la cavité | L:D Ratio 3:1 | Rapport L:D 5:1 (limite) | La profondeur standard doit être inférieure à 3 fois le diamètre de l'outil. Les profondeurs supérieures à 6 fois nécessitent des outils spéciaux à long col et engendrent des coûts supplémentaires. |
| Angles internes | R ≥ 1,0 mm | R = (Profondeur / 6) + 0,5 mm | Concevoir des angles légèrement plus grands que le rayon de l'outil (par exemple, R3,2 pour une fraise de 6 mm) pour permettre des vitesses d'avance régulières et éliminer les marques d'outil. |
| Filetages pour trous borgnes | Profondeur = 1,5 x Diamètre | Profondeur = 2,0 x Diamètre (Max) | Veillez à prévoir un dégagement de 3 à 5 pas de taraudage au fond du trou. Un dégagement supérieur à deux fois le diamètre n'apporte aucune résistance supplémentaire et augmente le risque de casse du taraud. |
| Rugosité de surface | Ra 3,2 μm | Ra 0,8 μm (Premium) | La finition standard de haute qualité est Ra 1,6 μm. Utilisez Ra 0,8 μm uniquement pour les surfaces d'étanchéité critiques ou les composants optiques haut de gamme. |
| Tolérances de précision | ±0,05 mm | ±0,01 mm | Appliquer une tolérance de ±0,01 mm uniquement aux dimensions fonctionnelles critiques (CTQ). Utiliser la norme ISO 2768-m (moyenne) pour les éléments non accolés. |
| Traitement des bords | Bords tranchants | Chanfrein de 0,1 à 0,3 mm | Toujours ajouter un petit chanfrein aux arêtes vives pour améliorer l'homogénéité du revêtement d'anodisation et éviter l'écaillage fragile. |
Soulager le stress :
Pour les matériaux à haute résistance tels que le 7075, les pièces minces et complexes sont sujettes à la déformation après usinage.
Nous recommandons de spécifier l'état T651, car il a subi une relaxation des contraintes par étirage.
Avertissement concernant la soudabilité :
Les alliages 2024 et 7075 sont essentiellement non soudables en raison d'un risque élevé de fissuration.
Si le soudage est nécessaire, nous recommandons plutôt le 5052 ou le 6061.
Conductivité thermique :
Pour les applications de dissipateurs thermiques, nous recommandons le 6063, car sa conductivité thermique est meilleure que celle du 6061.
tandis que l'alliage 7075 présente la plus faible conductivité thermique parmi ces alliages.
Expertise technique
Compétences en usinage CNC de l'aluminium : défis et solutions
- Outils industriels
- Automobile (VE)
- Robotique
- Communication
Spécifications du projet
- MatérielAl 6061-T6 (traité contre les contraintes)
- Dimension critiqueConcentricité et perpendicularité
- Tolérances±0,01 mm sur les alésages critiques
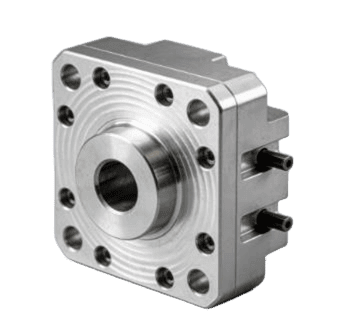
Corps de vanne pneumatique usiné avec précision
Le défi technique
La principale difficulté résidait dans le perçage multidirectionnel de trous profonds et le fraisage de cavités transversales. Dans l'aluminium tendre, les forets longs ont tendance à dévier, et le fraisage à grande vitesse dans les cavités profondes provoque souvent un « recoupe des copeaux », ce qui dégrade l'état de surface et entraîne une instabilité dimensionnelle due à l'accumulation de chaleur.
Notre solution d'ingénierie
Nous avons utilisé un refroidissement à haute pression par la broche (70 bars) pour évacuer instantanément les copeaux des cavités profondes, évitant ainsi l'accumulation de chaleur. Pour les alésages de précision, nous avons mis en œuvre un processus en deux étapes : un ébauche initiale suivie d'une période de stabilisation thermique, puis une finition finale avec des alésoirs en PCD (diamant polycristallin) afin de garantir une concentricité de ±0,01 mm sur toute la longueur de 150 mm.
Ra 0,4 μmFinition intérieure
0,01 mmConcentricité
99.8%Taux de réussite

Spécifications du projet
- MatérielAluminium 6063 (Haute résistance thermique)
- Taille600 mm x 450 mm x 12 mm
- ExigencePlanéité sans déformation
Plaque de gestion thermique de la batterie de véhicule électrique
Le défi technique
L'usinage de grandes plaques d'aluminium minces est réputé pour ses déformations. L'enlèvement de matière en surface libère des contraintes résiduelles internes, provoquant un cintrage ou une torsion de la plaque. Les techniques de bridage traditionnelles masquent souvent cette déformation pendant l'usinage, mais la pièce se redresse brusquement une fois relâchée.
Notre solution d'ingénierie
Nous avons adopté une stratégie de « cycle de relaxation des contraintes ». Les plaques ont d'abord été ébauchées sur leurs deux faces afin de relâcher les contraintes primaires. Nous avons ensuite utilisé un dispositif de fixation par aspiration sous vide à pression contrôlée pour maintenir la pièce sans déformation mécanique. La finition finale a été réalisée à l'aide d'une fraise à grande vitesse d'avance afin de minimiser le temps de contact outil-pièce et de maîtriser efficacement la dilatation thermique.
< 0,05 mmPlatitude
12%Réduction du poids.
OptimiséTemps de cycle

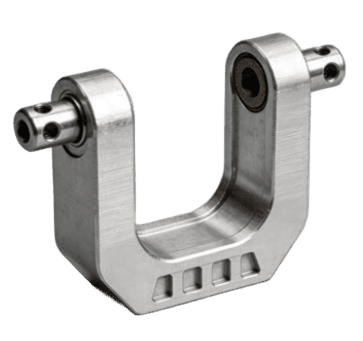
Spécifications du projet
- MatérielAl 7075-T6 (qualité aéronautique)
- GéométrieContre-dépouilles et angles composés
- PrécisionRoulement H7 compatible
Boîtier d'articulation robotique à 5 axes
Le défi technique
L'aluminium 7075-T6 est beaucoup plus abrasif que le 6061, ce qui entraîne une usure rapide de l'outil et des variations du diamètre d'alésage. De plus, la forme organique et non prismatique de la pièce exigeait un mouvement continu sur 5 axes, sans aucun point d'arrêt aux transitions entre les axes, car ceux-ci compromettraient l'intégrité structurelle sous un couple élevé.
Notre solution d'ingénierie
Nous avons programmé les trajectoires d'outil à l'aide d'un fraisage trochoidal simultané 5 axes afin de maintenir une charge d'outil constante. Pour garantir la précision de l'alésage H7, nous avons utilisé un système de palpage infrarouge intégré (Renishaw) pour mesurer l'alésage après l'ébauche et ajuster automatiquement le décalage de l'outil pour la passe de finition, compensant ainsi en temps réel toute usure de l'outil.
H7Ajustement d'alésage
ZéroMarches de surface
HautRésistance au couple

Spécifications du projet
- MatérielAl 5052-H32 (Tôle/Plaque)
- ExigenceÉtanchéité IP67 et finition conductrice
- FonctionnalitéRainures de joint EMI
Boîtier d'émetteur-récepteur de signaux RF extérieur
Le défi technique
Les boîtiers électroniques extérieurs exigent une étanchéité parfaite. Les rainures étroites du joint (1,5 mm de large) ont dû être usinées avec une grande précision sur une large surface. La moindre bavure ou aspérité dans la rainure compromettrait l'indice d'étanchéité IP67. De plus, la surface devait rester conductrice pour le blindage contre les interférences électromagnétiques tout en résistant à plus de 300 heures de brouillard salin.
Notre solution d'ingénierie
Nous avons utilisé des micro-fraises diamantées spécialisées pour obtenir une finition de rainure sans bavure directement à la sortie de la machine, éliminant ainsi l'ébavurage manuel susceptible d'endommager les bords. Après usinage, nous avons appliqué un revêtement de conversion au chromate jaune (alodine) qui forme une barrière résistante au brouillard salin tout en préservant la conductivité électrique de la surface pour la mise à la terre et le blindage contre les interférences radioélectriques.
IP67Notation
Plus de 300 heuresEmbruns salés
Sans bavuresRainures
Processus de collaboration efficace
Pièces en aluminium CNC sur mesure simplifiées
Accélérez la mise sur le marché de vos pièces grâce à notre processus de production optimisé et ultra-performant. Nous prenons en charge la complexité pour que vous puissiez vous concentrer sur le développement de votre marque.
01
Devis et DFM
Téléchargez des fichiers STP/DXF pour obtenir instantanément un devis et une analyse de faisabilité.
02
Optimisation de la conception
Nos ingénieurs optimisent la conception pour une meilleure rentabilité et une production plus rapide.
03
Fabrication de précision
Équipement de pointe et ingénierie experte.
04
Validation de la qualité
Vérification CMM et protocoles d'inspection normalisés ISO 9001.
05
Finition et livraison
Finition de surface finale, assemblage et expédition logistique mondiale.
FAQ
Répondre à vos préoccupations
-
Quelles finitions de surface sont disponibles après usinage CNC de l'aluminium ?
Les finitions disponibles comprennent l'anodisation (naturelle, noire, colorée), l'anodisation dure (type III), le microbillage, le brossage, le revêtement en poudre, la peinture et la galvanoplastie. Le choix dépend de la résistance à la corrosion, de la résistance à l'usure, de l'aspect et des exigences fonctionnelles.
-
Quels secteurs industriels utilisent l'usinage CNC de l'aluminium ?
L'usinage CNC de l'aluminium est largement utilisé dans les secteurs de l'aérospatiale, des dispositifs médicaux, de l'électronique, des télécommunications, de la robotique, des systèmes optiques et laser, de l'automobile et des énergies nouvelles.
-
L'anodisation a-t-elle une incidence sur la précision dimensionnelle ?
Oui. L'anodisation ajoute une couche d'oxyde d'une épaisseur typique de 5 à 25 μm, dont environ 50 % se développe vers l'intérieur et 50 % vers l'extérieur. Une compensation dimensionnelle ou un masquage est appliqué aux éléments critiques afin de maintenir des tolérances serrées.
-
L'usinage CNC de l'aluminium est-il conforme aux normes ISO 2768 ou ASME ?
Oui. L'usinage CNC de l'aluminium suit généralement la norme ISO 2768-m/f pour les tolérances générales et la norme ASME Y14.5 pour le GD&T, sauf indication contraire sur le dessin.
-
Quel alliage d'aluminium est le meilleur pour l'usinage CNC ?
L'alliage 6061 est le plus couramment utilisé en raison de son excellente usinabilité et de son rapport coût-efficacité. Parmi les autres options, citons le 7075 pour sa haute résistance, le 2024 pour sa résistance à la fatigue, le 5052 pour sa résistance à la corrosion et le 6063 pour une meilleure finition de surface et une conductivité thermique supérieure.
-
Quels services d'usinage d'aluminium et solutions de fraisage sont disponibles ?
Nos services comprennent le fraisage CNC 3 à 5 axes, le tournage CNC, l'usinage frais-tournage, le prototypage rapide, la production en petites séries et par lots, l'optimisation DFM et la finition de surface.
-
Est-il possible de combiner la fabrication de tôles avec l'usinage CNC de l'aluminium ?
Oui. La fabrication de tôles et l'usinage CNC de l'aluminium peuvent être combinés pour produire des ensembles complets tels que des boîtiers, des châssis et des modules structurels, améliorant ainsi la régularité et réduisant les délais de livraison.
