Précautions pour l'usinage CNC
Usinage CNC L'usinage CNC est l'une des méthodes de fabrication les plus fiables pour la production de pièces métalliques et plastiques de haute précision. Il est largement utilisé en robotique, en automatisation, dans les dispositifs médicaux, l'aérospatiale, l'automobile et les machines industrielles. Cependant, même avec des machines CNC de pointe, la réussite de l'usinage ne dépend pas uniquement de la machine. Elle repose également sur une conception rigoureuse, le choix des matériaux, la maîtrise des tolérances, le bridage, la planification des trajectoires d'outils, la finition de surface et le contrôle qualité.
Pour les ingénieurs, les développeurs de produits et les équipes d'achat, la compréhension des principales précautions à prendre lors de l'usinage CNC peut contribuer à réduire les risques de fabrication, à éviter les coûts inutiles et à améliorer la fiabilité des livraisons. Modèle rapide est un fournisseur d'usinage CNC basé à Shenzhen qui accompagne ses clients en matière d'usinage CNC, d'usinage multi-axes, de finition de surface, de rapports d'inspection de la qualité, de certifications de matériaux et d'inspection du premier article sur demande.
1. Examiner la conception avant l'usinage
La première précaution à prendre en usinage CNC est d'examiner attentivement la conception avant le lancement de la production. Un modèle 3D peut sembler correct à l'écran, mais toutes les caractéristiques ne sont pas faciles ou rentables à usiner. Les cavités profondes, les parois fines, les angles internes aigus, les trous très petits et les contre-dépouilles complexes peuvent augmenter le temps d'usinage, l'usure des outils et les risques liés à la production.
Une analyse de conception en vue de la fabrication (DCF) doit vérifier si la pièce peut être usinée avec des outils standard, si le sens de réglage est approprié et si les caractéristiques critiques peuvent être inspectées après usinage. Si une pièce nécessite un usinage 5 axes, des montages spéciaux ou des outils à grande portée, cela doit être confirmé avant la production.
Pour de meilleurs résultats, les clients doivent fournir les deux CAO 3D Fichiers et dessins 2D. Le modèle 3D définit la géométrie, tandis que le dessin 2D définit les tolérances critiques, les filetages, l'état de surface, la nuance de matériau, le traitement thermique et les exigences d'inspection.

2. Choisir le bon matériau
Le choix des matériaux a un impact direct sur la difficulté d'usinage, le coût, l'état de surface et les performances finales. Les alliages d'aluminium tels que 6061 et 7075 sont couramment utilisés pour les boîtiers légers, les prototypes et les pièces structurelles. L'acier inoxydable offre une bonne résistance à la corrosion, mais il est plus difficile à usiner que l'aluminium. Le titane offre une résistance élevée et un faible poids, mais il nécessite des paramètres de coupe précis en raison de l'accumulation de chaleur et de l'usure des outils. Les plastiques techniques tels que VOIR, Pennsylvanie, PC et PEEK nécessitent également des stratégies d'usinage différentes pour réduire la déformation, la fusion ou les bavures.
Avant l'usinage, il convient de vérifier la nuance d'acier, sa dureté et les exigences de post-traitement. Par exemple, l'anodisation peut légèrement affecter les dimensions, tandis qu'un traitement thermique peut engendrer des déformations. Si des tolérances serrées sont requises après le traitement de surface, il faut en tenir compte lors de la planification du processus.
3. Évitez les tolérances trop serrées.
Une erreur fréquente en usinage CNC consiste à appliquer des tolérances trop strictes à toutes les dimensions. Ces tolérances trop strictes augmentent le temps d'usinage, le temps de contrôle et le coût. Bien souvent, seules quelques dimensions fonctionnelles requièrent une haute précision.
Pour les dimensions non critiques, les normes de tolérance générales telles que ISO 2768 Elle permet de réaliser des dessins clairs et pratiques. La norme ISO 2768 est couramment utilisée pour simplifier les indications de tolérance générales pour les dimensions qui ne nécessitent pas de spécifications de tolérance individuelles.
Pour les caractéristiques critiques, il est généralement préférable d'être plus précis. Au lieu d'ajouter des tolérances linéaires strictes partout, utilisez GD&T, tel que ASME Y14.5L'objectif est de contrôler des caractéristiques géométriques importantes telles que la planéité, le parallélisme, la perpendicularité, la concentricité et la position réelle. Cela permet au fournisseur d'usinage de comprendre les facteurs qui influent réellement sur le fonctionnement et l'assemblage des pièces, plutôt que de considérer chaque dimension comme également critique. L'ASME décrit la norme Y14.5 comme une norme essentielle pour la définition et l'interprétation des exigences GD&T sur les dessins techniques et les données numériques des produits.
La meilleure pratique est simple : les tolérances doivent être aussi strictes que nécessaire, et non aussi strictes que possible. Des tolérances trop strictes peuvent augmenter les coûts sans améliorer la fonctionnalité de la pièce. Une communication claire des tolérances aide le fournisseur d’usinage à choisir le procédé, le montage, l’outil et la méthode de contrôle appropriés.
4. Faites attention à l'épaisseur de la paroi et à la rigidité de la pièce.
L'usinage des parois minces est complexe car elles peuvent vibrer, se déformer ou se déplacer sous l'effet de la force de coupe. Ceci peut engendrer un mauvais état de surface, des erreurs dimensionnelles, voire des pièces rejetées. Le risque est accru lors de l'usinage de boîtiers en aluminium, d'armoires électroniques, de supports légers et de composants en plastique.
Pour améliorer la stabilité, les ingénieurs doivent éviter les parois inutilement fines, surtout lorsqu'elles sont hautes ou non soutenues. Si des parois fines sont nécessaires, le fournisseur de la machine à commande numérique peut utiliser des passes de coupe plus légères, des dispositifs de fixation spéciaux ou des séquences d'usinage adaptées. Dans certains cas, un ébauche suivie d'une finition après relaxation des contraintes peut améliorer la stabilité dimensionnelle.
La rigidité des pièces doit toujours être examinée en même temps que les exigences de tolérance. Une pièce à paroi mince avec des tolérances serrées est possible, mais elle exige un contrôle de processus plus rigoureux.
5. Confirmer la stratégie de maintien et de configuration des pièces
Le bridage est un facteur essentiel de la précision en usinage CNC. Même une machine CNC haut de gamme ne peut produire des pièces précises si la pièce n'est pas correctement fixée. Un bridage inadéquat peut engendrer des vibrations, des mouvements, des déformations et des dimensions irrégulières.
Avant l'usinage, le fournisseur doit déterminer le mode de fixation de la pièce, le nombre de réglages nécessaires et les surfaces de référence. Les pièces à plusieurs faces peuvent nécessiter plusieurs réglages, tandis que les composants complexes peuvent bénéficier d'un usinage CNC 5 axes afin de réduire les erreurs de repositionnement.
Pour les pièces de haute précision, la stratégie des références est primordiale. Les références d'usinage doivent correspondre au mieux aux références des plans et des contrôles. Cela garantit une meilleure cohérence entre l'usinage et le contrôle final.
6. Sélectionner les outils de coupe et les trajectoires d'outil appropriés
Les outils de coupe et leurs trajectoires influent directement sur la précision, l'état de surface, l'efficacité d'usinage et la durée de vie des outils. Le diamètre, la longueur et le revêtement de l'outil, ainsi que la vitesse de coupe, l'avance, la profondeur de passe et le système d'arrosage doivent être adaptés au matériau et à la géométrie.
Pour les cavités profondes, il peut être nécessaire d'utiliser des outils longs, mais ils sont moins rigides et plus sujets aux vibrations. Les petits outils permettent d'usiner des détails fins, mais ils sont plus fragiles et nécessitent des paramètres de coupe plus lents. Pour les rayons internes serrés, le diamètre de l'outil doit être suffisamment petit pour obtenir le rayon d'angle requis.
La planification des trajectoires d'outil est également cruciale. L'ébauche enlève la plus grande partie de la matière efficacement, tandis que les passes de finition contrôlent les dimensions finales et la qualité de surface. Pour les pièces de précision, des passes de semi-finition et de finition sont souvent utilisées pour améliorer la précision et la stabilité.
7. Contrôle de la chaleur, des contraintes et de la déformation
Lors de l'usinage CNC, la coupe génère de la chaleur. Si celle-ci n'est pas maîtrisée, elle peut affecter la précision dimensionnelle, la durée de vie de l'outil et l'état de surface. L'acier inoxydable, le titane et les plastiques sont particulièrement sensibles aux problèmes liés à la chaleur.
Les contraintes internes peuvent également provoquer des déformations après enlèvement de matière. Ce phénomène est fréquent dans les grandes plaques d'aluminium, les pièces à parois minces et les structures asymétriques. Pour limiter les risques, les fournisseurs peuvent utiliser un matériau détendu, procéder à un ébauchage de la pièce, la laisser se stabiliser, puis usiner les zones critiques.
Le choix du fluide de coupe, des paramètres de coupe et de la séquence d'usinage doit être adapté au matériau. Une bonne maîtrise de la chaleur et des contraintes permet de garantir la régularité dimensionnelle et la qualité de surface.
8. Planifiez la finition de surface à l'avance
La finition de surface ne doit pas être négligée. L'anodisation, le revêtement en poudre, le microbillage, le polissage, la passivation, le plaquage et la peinture peuvent tous influencer l'aspect, la résistance à la corrosion et les dimensions.
Par exemple, l'anodisation est couramment utilisée pour les pièces en aluminium, mais elle peut légèrement modifier leurs dimensions en fonction de l'épaisseur du revêtement. Le revêtement en poudre, plus épais que l'anodisation, est recommandé pour les surfaces de contact, les trous taraudés et les zones d'assemblage. Si une pièce présente des surfaces d'aspect, celles-ci doivent être clairement indiquées sur le dessin.
Lorsque la finition de surface est requise, les clients doivent préciser la couleur, la texture, le niveau de brillance, les zones de masquage et les normes cosmétiques acceptables.
9. Planifier l'inspection avant la production
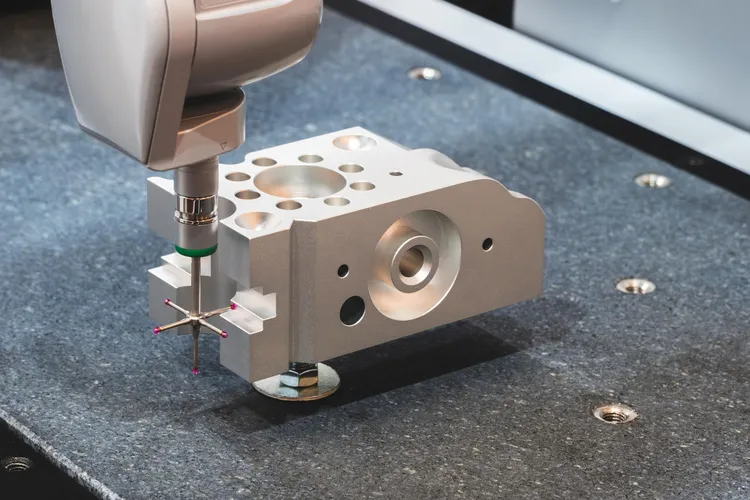
Le contrôle qualité doit être planifié avant le début de l'usinage. Le fournisseur doit connaître les dimensions critiques, les outils de contrôle nécessaires et le format de rapport attendu par le client.
Les méthodes d'inspection courantes comprennent les pieds à coulisse, les micromètres, les jauges de hauteur, les jauges de filetage, les jauges à broches, Inspection CMM, l’inspection optique et le contrôle de la rugosité de surface. Pour les pièces de haute précision ou critiques pour l’assemblage, les clients peuvent également demander des rapports d’inspection du premier article, des rapports d’inspection dimensionnelle complète, des certificats de matériaux ou des rapports sur l’état de surface.
L'inspection du premier article est particulièrement utile avant la production en série car elle permet de confirmer que la première pièce usinée est conforme au dessin approuvé et que le processus de production peut produire de manière constante des pièces conformes. SAE AS9102 établit les exigences en matière de documentation pour l'inspection du premier article, faisant de l'IFA une référence importante pour les projets qui nécessitent des enregistrements de qualité clairs et une traçabilité.
Pour les projets d'usinage CNC, les rapports d'inspection et les certificats de matériaux ne sont pas seulement des documents de qualité ; ils aident également les clients lors du contrôle à réception, de la vérification de l'assemblage et de la validation par le client final. Rapid-Model indique pouvoir fournir des services d'inspection du premier article, des rapports dimensionnels, des certifications de matériaux et un support d'inspection par étalonnage, selon les exigences du projet.
Conclusion
Usinage CNC Il est possible de produire des pièces très précises et fiables, à condition que le processus soit maîtrisé de la conception à l'inspection finale. Les précautions les plus importantes consistent à vérifier la faisabilité de la fabrication, à choisir le matériau approprié, à éviter les tolérances trop serrées, à améliorer le bridage, à sélectionner les outils adéquats, à gérer la chaleur et la déformation, à planifier la finition de surface et à confirmer les exigences d'inspection.
Pour les pièces usinées CNC sur mesure, l'objectif n'est pas seulement de fabriquer une pièce conforme au plan. Il s'agit de fabriquer une pièce fonctionnelle, facile à assembler et dont la production est constante.
Rapid-Model propose des services d'usinage CNC, d'usinage 5 axes, de finition de surface et de contrôle qualité depuis Shenzhen, en Chine. Si vous développez des pièces complexes en métal ou en plastique, notre équipe d'ingénieurs peut vous aider à analyser vos plans, à évaluer les risques de fabrication et à vous proposer des solutions concrètes, du prototype à la production.
