Au-delà de la surface : un guide complet sur la signification et le traitement de l'anodisation
Dans la production moderne, la durée de vie et l'aspect esthétique des composants métalliques déterminent souvent la compétitivité d'un produit fini sur le marché. Lorsqu'il s'agit d'améliorer les propriétés de surface de métaux comme l'aluminium et le titane, anodisation est sans aucun doute l'un des processus les plus fréquemment mentionnés.
Mais que signifie réellement l'anodisation ? En quoi diffère-t-elle fondamentalement de la peinture traditionnelle ou de la galvanoplastie ? Cet article vous plonge au cœur du monde microscopique pour analyser en détail la signification, les étapes de traitement standard et les tendances de pointe de l'anodisation. Que vous soyez concepteur de produits, ingénieur ou expert en approvisionnement, ce guide vous apportera des informations précieuses.
I. La véritable signification de l'anodisation
Beaucoup pensent à tort que l'anodisation n'est qu'une simple technique de coloration ; c'est une vision extrêmement réductrice. En réalité, l'anodisation ne consiste pas à recouvrir la surface du matériau d'une autre substance. Au contraire, par une réaction électrochimique, elle provoque la formation spontanée d'un film d'oxyde dense directement à la surface du métal.
Si l'on devait résumer le sens de l'anodisation en une phrase, ce serait : transformer les vulnérabilités naturelles d'une surface métallique en un bouclier indestructible.
1. Conversion électrochimique vue à l'échelle microscopique
Dans la nature, l'aluminium exposé à l'air forme une couche d'oxyde naturelle extrêmement fine (environ 0,01 à 0,1 µm), très fragile. L'anodisation accélère cette réaction par l'application d'un courant continu dans un électrolyte. La réaction chimique principale peut être simplifiée comme suit :
2Al + 3H₂O → Al₂O₃ + 3H₂
Cette couche d'oxyde d'aluminium (Al₂O₃) générée artificiellement peut être des centaines, voire des milliers de fois plus épaisse que le film naturel (généralement entre 5 et 100 µm). De plus, elle est parfaitement intégrée au métal de base et ne se détachera jamais.
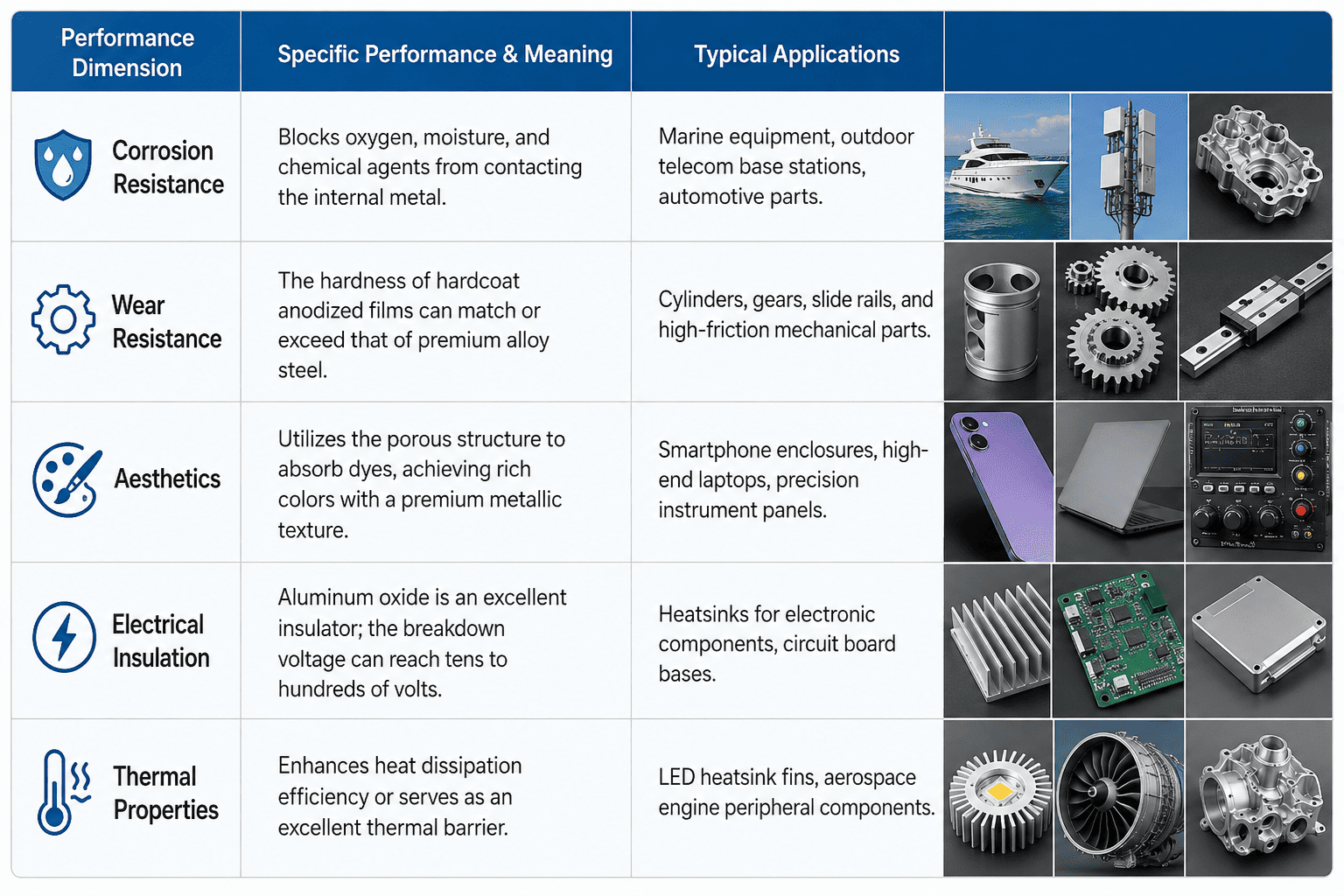
2. La valeur ajoutée fondamentale que l'anodisation apporte aux produits
En matière de conception industrielle et de fabrication mécanique, l'importance du choix de l'anodisation se reflète principalement dans les cinq dimensions suivantes : II.
II. Les étapes de traitement standard de l'anodisation
L’obtention de résultats d’anodisation de haute qualité repose sur la maîtrise précise de chaque paramètre du procédé (température, tension, densité de courant, durée). Une ligne de production d’anodisation complète et professionnelle se compose généralement de quatre étapes principales :
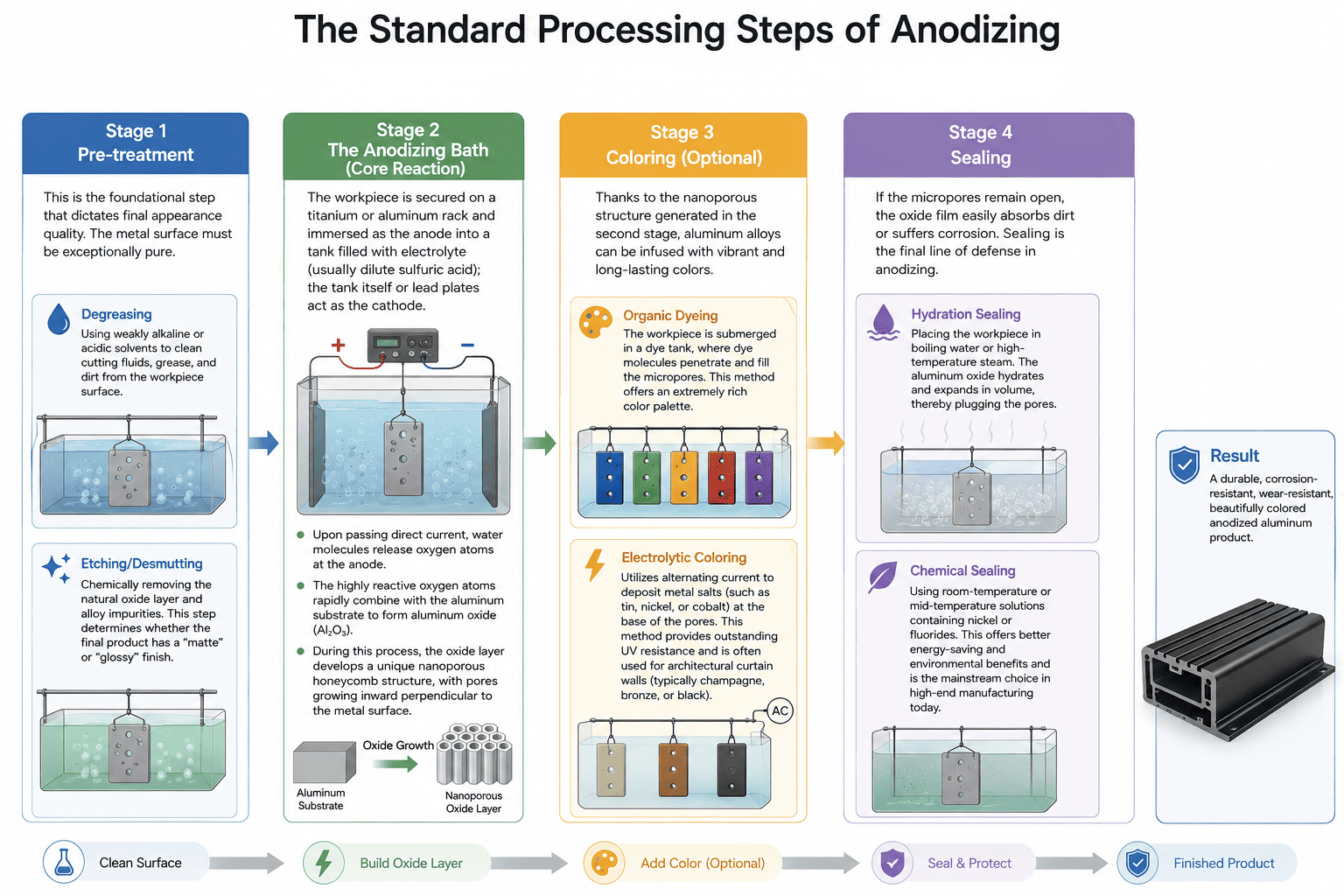
Étape 1 : Prétraitement
Il s'agit de l'étape fondamentale qui détermine la qualité de l'aspect final. La surface métallique doit être d'une pureté exceptionnelle.
Dégraissage : Utiliser des solvants faiblement alcalins ou acides pour nettoyer les fluides de coupe, la graisse et la saleté de la surface de la pièce.
Gravure/Désencrassement :L'élimination chimique de la couche d'oxyde naturelle et des impuretés de l'alliage détermine si le produit final aura une finition mate ou brillante.
Étape 2 : Le bain d'anodisation (réaction centrale)
La pièce à usiner est fixée sur un support en titane ou en aluminium et immergée comme anode dans un réservoir rempli d'électrolyte (généralement de l'acide sulfurique dilué) ; le réservoir lui-même ou des plaques de plomb servent de cathode.
Lorsqu'un courant continu fait passer les molécules d'eau, celles-ci libèrent des atomes d'oxygène à l'anode.
Les atomes d'oxygène hautement réactifs se combinent rapidement avec le substrat d'aluminium pour former de l'oxyde d'aluminium (Al₂O₃).
Au cours de ce processus, la couche d'oxyde développe une structure alvéolaire nanoporeuse unique, avec des pores se développant vers l'intérieur perpendiculairement à la surface du métal.
Étape 3 : Coloriage [Facultatif]
Grâce à la structure nanoporeuse générée lors de la deuxième étape, les alliages d'aluminium peuvent être imprégnés de couleurs vives et durables.
Teinture biologique : La pièce est immergée dans un bain de teinture, où les molécules de colorant pénètrent et remplissent les micropores. Cette méthode offre une palette de couleurs extrêmement riche.
Coloration électrolytique : Ce procédé utilise un courant alternatif pour déposer des sels métalliques (comme l'étain, le nickel ou le cobalt) à la base des pores. Il offre une excellente résistance aux UV et est souvent employé pour les façades rideaux architecturales (généralement de couleur champagne, bronze ou noire).
Étape 4 : Scellement
Si les micropores restent ouverts, le film d'oxyde absorbe facilement les impuretés ou se corrode. L'étanchéité constitue la dernière barrière de protection en anodisation.
Scellement de l'hydratation : Plonger la pièce à usiner dans de l'eau bouillante ou de la vapeur à haute température permet à l'oxyde d'aluminium de s'hydrater et de se dilater, obstruant ainsi les pores.
Scellement chimique : L'utilisation de solutions à température ambiante ou intermédiaire contenant du nickel ou des fluorures offre de meilleurs avantages en termes d'économie d'énergie et de respect de l'environnement, et constitue aujourd'hui le choix privilégié dans la fabrication de pointe.
III. Types d'anodisation dans l'industrie moderne
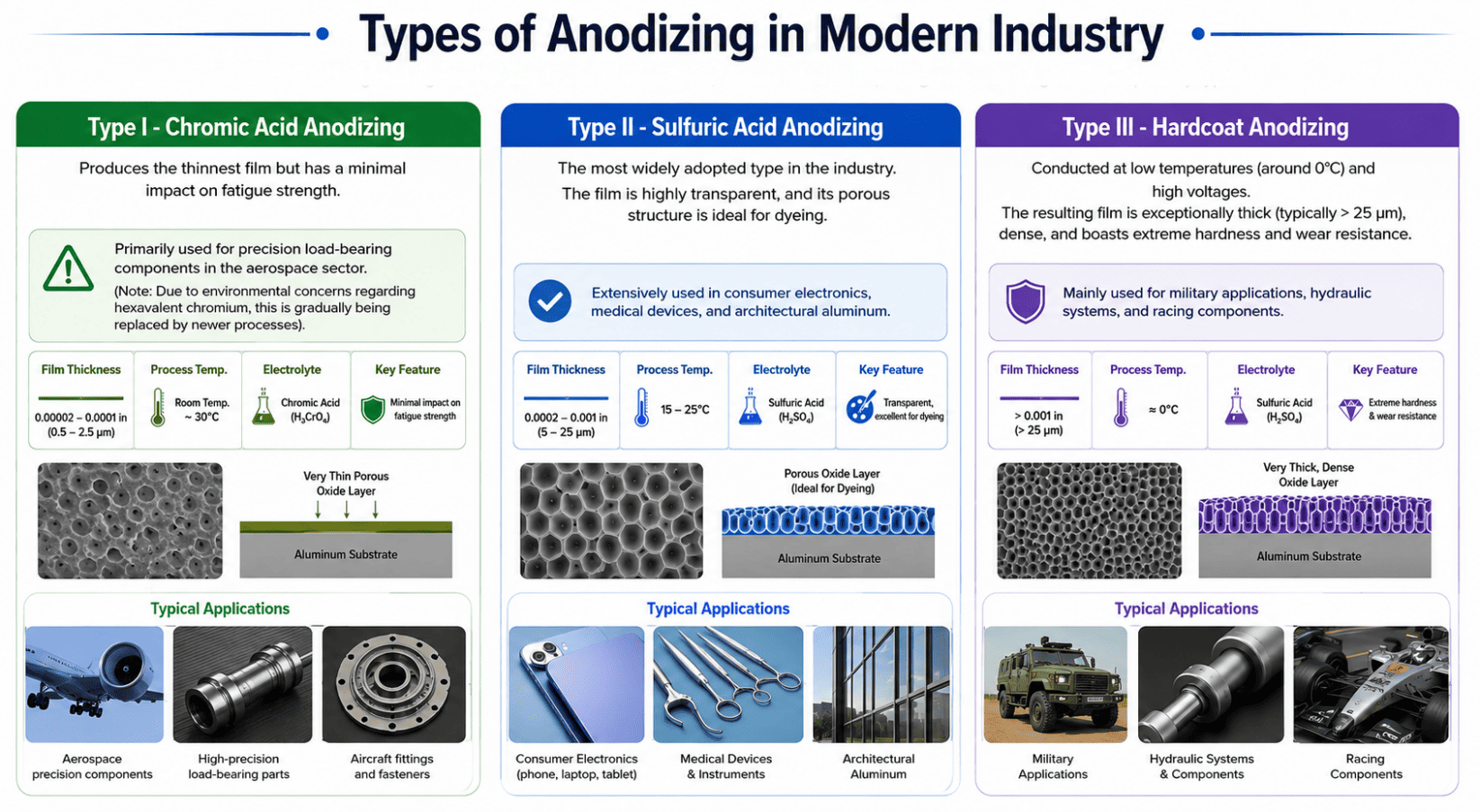
Pour répondre à des exigences d'ingénierie diverses, normes internationales (comme la norme MIL-A-8625) catégorise l'anodisation en trois types principaux :
Type I - Anodisation à l'acide chromique : Ce procédé permet d'obtenir un film très mince tout en minimisant son impact sur la résistance à la fatigue. Il est principalement utilisé pour les composants de précision soumis à des charges importantes dans le secteur aérospatial. (Remarque : en raison des préoccupations environnementales liées au chrome hexavalent, ce procédé est progressivement remplacé par des procédés plus récents).
Type II - Anodisation à l'acide sulfurique : Le type le plus répandu dans l'industrie. Ce film est très transparent et sa structure poreuse est idéale pour la teinture. Il est largement utilisé dans l'électronique grand public, les dispositifs médicaux et l'aluminium architectural.
Type III - Anodisation dure :Réalisée à basse température (environ 0 °C) et sous haute tension, la couche obtenue présente une épaisseur exceptionnelle (généralement supérieure à 25 µm), une densité élevée et une dureté et une résistance à l'usure extrêmes. Elle est principalement utilisée dans les applications militaires, les systèmes hydrauliques et les composants de compétition.
IV. Perspectives de l'industrie : Tendances futures de l'anodisation
À l’ère des progrès technologiques rapides, le procédé d’anodisation évolue sans cesse pour répondre à des exigences industrielles et environnementales plus strictes :
Oxydation par micro-arc (MAO) : Également connue sous le nom d'oxydation électrolytique par plasma (PEO), cette technique avancée utilise des tensions extrêmes pour provoquer des micro-décharges d'arc sur le film d'oxyde en formation in situ. Elle génère un revêtement composite céramique qui confère aux métaux légers comme le magnésium et le titane une résistance à la corrosion et des propriétés isolantes exceptionnelles.
Procédés écologiques : Face au durcissement des réglementations RoHS et REACH, les traitements traditionnels aux métaux lourds (comme le chrome hexavalent) et les procédés de scellage à chaud énergivores sont progressivement abandonnés. Ils sont remplacés par la passivation sans chrome, l'anodisation basse tension et des solutions de scellage à froid respectueuses de l'environnement.
Utilisation fonctionnelle des nanopores : Des scientifiques et des ingénieurs de pointe exploitent les pores nanométriques des surfaces anodisées pour y infuser des lubrifiants (comme le PTFE/Téflon) afin de créer des surfaces autolubrifiantes, voire des agents antimicrobiens pour les équipements médicaux haut de gamme.
Conclusion
Des finitions exceptionnelles des appareils électroniques grand public aux boîtiers robustes des explorateurs des grands fonds, l'importance de l'anodisation dépasse depuis longtemps celle d'un simple « traitement de surface ». Elle représente l'alliance parfaite entre la science des matériaux et l'électrochimie, conférant aux métaux la capacité de résister au temps et à la dégradation environnementale.
Pour votre prochain projet de fabrication, si vous avez besoin d'une solution de traitement de surface qui allie esthétique, précision et durabilité optimale, l'anodisation est sans aucun doute le choix idéal.
Je recherche une personne fiable fabrication de précision et partenaire de services d'anodisation ? Nous disposons d'une chaîne d'approvisionnement de pointe dans le secteur. Usinage CNC et finition de surface. Grâce à un contrôle rigoureux des tolérances et à une parfaite maîtrise des différentes normes d'anodisation (Type II / Type III), nous sommes prêts à transformer vos plans en produits finis impeccables. Contactez notre équipe d'ingénieurs dès aujourd'hui pour une évaluation et un devis gratuits !
