Principes et procédés de l'usinage par électroérosion à fil

L'usinage par électroérosion à fil, aussi appelé EDM à fil ou WEDM, est un procédé de haute précision utilisé pour découper des matériaux conducteurs. Contrairement au fraisage ou au tournage, l'EDM à fil ne repose pas sur une force de coupe mécanique. Il enlève de la matière grâce à des étincelles électriques contrôlées, générées entre un fil fin en mouvement et la pièce à usiner. Solutions d'usinage GF décrit l'électroérosion à fil comme un procédé où une étincelle électrique est créée entre deux pièces conductrices : le fil de coupe et le matériau à enlever.
Cela rend l'électroérosion à fil précieuse pour les métaux durs, les pièces fines, les angles internes aigus et les profils complexes difficiles à usiner avec des outils de coupe standard. Makino Il est à noter que l'électroérosion à fil convient aux matériaux conducteurs de toute dureté et s'avère utile lorsque le fraisage conventionnel atteint ses limites. Dans les secteurs de l'aérospatiale, des dispositifs médicaux, de l'automobile, de la robotique, de l'outillage et des équipements industriels, l'électroérosion à fil est souvent privilégiée lorsque la précision, la dureté du matériau et la géométrie priment sur la vitesse d'enlèvement de matière.
Dans Modèle rapide, une usine de fabrication de précision basée à Shenzhen, en Chine, utilise l'électroérosion à fil en association avec Usinage CNCRapid-Model propose des services d'usinage CNC (tournage, fraisage, rectification, tôlerie, impression 3D et finition de surface) pour la production de prototypes et de petites séries. Son service d'usinage CNC offre une précision de tolérance de ±0,005 mm. ISO 9001 gestion de la qualité.
Comment fonctionne l'électroérosion à fil
Le principe de base de l'électroérosion à fil est l'érosion par étincelles. Une fine électrode en fil, généralement en laiton ou en laiton revêtu, se déplace en continu le long d'une trajectoire programmée par commande numérique. Le fil et la pièce sont séparés par un très faible espace et affleurent la pièce. fluide diélectriqueIl s'agit généralement d'eau déminéralisée. Lorsqu'une tension est appliquée, une décharge électrique se produit entre les électrodes. L'étincelle génère une chaleur intense et localisée, faisant fondre ou vaporiser une quantité microscopique de matière.
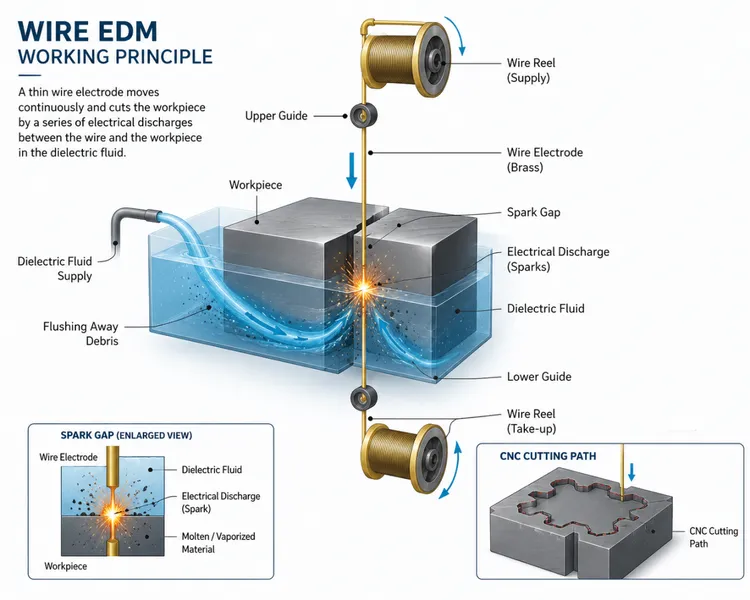
Le fil n'entre jamais en contact physique avec la pièce. Après chaque décharge, le fluide diélectrique refroidit la zone de coupe et évacue les particules érodées. Ce cycle se répète des milliers de fois par seconde, créant progressivement la forme souhaitée. Grâce à l'absence de pression de coupe directe, l'électroérosion à fil permet de réaliser des détails fins avec un minimum de contraintes mécaniques et de déformations.
Principales étapes du processus d'électroérosion à fil
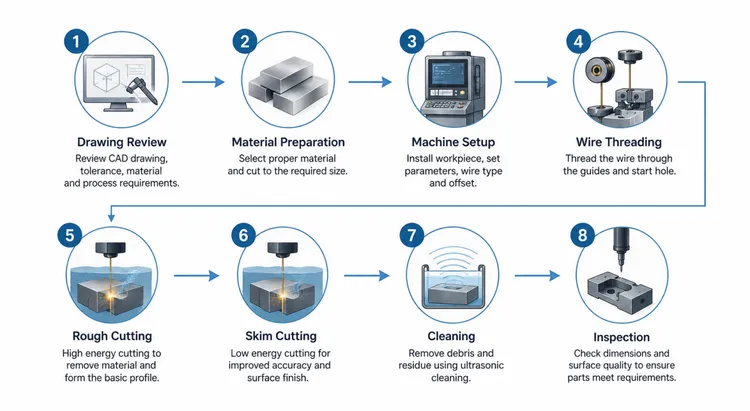
Revue de conception
Chaque projet d'électroérosion à fil débute par l'examen du dessin, du modèle CAO, du matériau, de l'épaisseur, des tolérances, de l'état de surface et des exigences fonctionnelles. Les ingénieurs déterminent si la pièce est adaptée à l'électroérosion ou s'il convient de la combiner à un usinage CNC ou à une rectification.
L'électroérosion à fil est idéale pour les découpes traversantes, les rainures étroites, les profils de précision, les matériaux trempés et les géométries internes complexes. Cependant, le matériau doit être conducteur et les profils internes nécessitent généralement un trou de départ pour le passage du fil.
Configuration de la machine
La pièce est solidement fixée sur la table de la machine. Bien que l'électroérosion à fil génère une force de coupe très faible, un serrage stable reste essentiel pour la précision. L'opérateur sélectionne le type de fil, son diamètre, les propriétés diélectriques, la pression de rinçage, la stratégie de coupe et les paramètres de décharge.
La machine applique également une compensation de décalage du fil car le trajet de coupe réel est plus large que le diamètre du fil.
Découpe et finition
La première passe est généralement une ébauche, qui enlève la majeure partie du matériau et forme le profil de base. L'ébauche utilise une énergie de décharge plus importante et des vitesses d'avance plus élevées ; elle est donc efficace, mais peut laisser une surface plus rugueuse et une fine couche affectée thermiquement.
Un rinçage stable est essentiel car une mauvaise élimination des débris peut réduire la précision ou provoquer la rupture des câbles.
Après l'ébauche, une ou plusieurs passes de finition améliorent la précision dimensionnelle et la qualité de surface. Ces passes de finition enlèvent une faible quantité de matière avec une énergie d'éjection réduite. Elles contribuent à diminuer la rugosité de surface, à éliminer la couche de refusion et à rapprocher la pièce des tolérances finales.
Après usinage, les pièces sont nettoyées et inspectées à l'aide de micromètres, de jauges de hauteur, d'équipements CMM et de testeurs de rugosité de surface.
Avantages de l'électroérosion à fil
L'électroérosion à fil permet de découper des matériaux conducteurs durs tels que l'acier à outils trempé, l'acier inoxydable, les alliages de titane, le carbure, les alliages de cuivre et les alliages de nickel. Ce procédé est particulièrement utile lorsque les pièces nécessitent un traitement thermique avant l'usinage final.
Le procédé étant sans contact, la force de coupe mécanique est quasi inexistante. Ceci permet de protéger les parois fines, les éléments délicats et les pièces susceptibles de se déformer lors d'un usinage conventionnel.
L'électroérosion à fil permet également de réaliser des angles internes vifs, des rainures étroites, des rayons de courbure faibles, des contours complexes et des profils traversants de haute précision. Elle est ainsi parfaitement adaptée à la fabrication d'outillage, de moules, de montages, de calibres et de pièces de précision.
Limites de l'électroérosion à fil
L'électroérosion à fil est une technique performante, mais pas toujours la plus économique. Elle ne fonctionne que sur des matériaux conducteurs. Les plastiques non conducteurs, les céramiques et les composites ne peuvent pas être usinés par électroérosion à fil standard.
Elle est généralement plus lente que le fraisage CNC pour les formes simples dans des matériaux tendres comme l'aluminium. Si une pièce a une géométrie simple et ne nécessite pas de profils internes précis ni de tolérances extrêmement serrées, le fraisage CNC peut s'avérer plus rapide et plus économique.
Une autre limitation réside dans la géométrie. L'électroérosion à fil est principalement utilisée pour les opérations de découpe traversante, et non pour les poches borgnes ou les cavités 3D. Si une pièce nécessite des poches profondes, des filetages, un enlèvement de matière important ou des surfaces complexes de forme libre, le fraisage CNC ou l'électroérosion par enfonçage peuvent s'avérer plus appropriés.
Applications courantes
L'électroérosion à fil est largement utilisée pour la fabrication de pièces de précision exigeant des tolérances serrées et des profils complexes. Parmi ses applications courantes, on trouve les inserts de moules, les matrices d'emboutissage, les filières d'extrusion, les engrenages, les cannelures, les rainures de clavette, les composants médicaux, les pièces aérospatiales, les composants automobiles, les calibres de contrôle, les gabarits, les montages et les pièces métalliques minces.

Dans de nombreux projets, l'électroérosion à fil et l'usinage CNC sont utilisés conjointement. Le fraisage CNC permet d'enlever de la matière en grande quantité et de créer des formes générales, tandis que l'électroérosion à fil est utilisée pour les profils complexes, les angles vifs et les découpes de haute précision.
Cette approche combinée permet d'améliorer la précision, de réduire les risques et de maîtriser le coût total de fabrication.
Pourquoi travailler avec Rapid-Model ?
Rapid-Model offre une solution de fabrication complète à ses clients internationaux, du prototypage à la production en petites séries. Nos capacités incluent l'usinage CNC, l'électroérosion à fil, la rectification de précision, la tôlerie, l'impression 3D, le moulage par injection, le moulage sous pression, la finition de surface et le contrôle qualité.
Pour les projets d'électroérosion à fil, notre équipe d'ingénieurs peut examiner vos dessins et vous recommander un processus pratique en fonction du matériau, de la tolérance, de la géométrie, du délai et du coût.
Conclusion
L'usinage par électroérosion à fil est un procédé précis et sans contact qui enlève de la matière conductrice par érosion électrique contrôlée. Il est particulièrement adapté aux matériaux durs, aux profils complexes, aux arêtes vives et aux pièces ne supportant pas les contraintes de coupe mécanique.
Correctement appliquée, l'électroérosion à fil permet aux ingénieurs de produire des composants fiables et de haute qualité pour des applications industrielles exigeantes. Pour les projets impliquant des métaux durs, des fentes étroites, des parois minces ou des tolérances serrées, Modèle rapide peut aider à évaluer le processus approprié et fournir un soutien à la fabrication de précision, de l'étude technique à la livraison finale.