| Aluminiumqualität | Kosten | Härte | Bearbeitbarkeit | Korrosionsbeständigkeit | Ästhetisches Finish |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Gut (Leicht zu extrudieren) | ★★★★★ | Exzellent |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Fair (Gummy) | ★★★★★ | Mäßig |
| 6061 | ★★★☆☆ | ★★★★☆ | Ausgezeichnet (stabil) | ★★★☆☆ | Sehr gut |
| 2024 | ★★★★☆ | ★★★★★ | Gut | ★★☆☆☆ | Mäßig |
| 7075 | ★★★★★ | ★★★★★ | Hervorragend (Präzision) | ★★☆☆☆ | Gut |
Präzisions-CNC-Bearbeitung von Aluminium – Dienstleistungen & Teilefertigung
Wir fertigen kundenspezifische Aluminiumlegierungskomponenten und unterstützen Sie von der Prototypenentwicklung bis zur Serienproduktion. Dank effizientem und bequemem weltweitem Versand kann die Lieferung innerhalb von nur drei Tagen erfolgen – für Ergebnisse, die Ihre Erwartungen erfüllen.

100+
CNC-Maschinen
3-7 Tage
Übliche Lieferzeit
24 Stunden
Schnelles Angebotserstellen
6k㎡
Werksgelände.
Maßtoleranz
±0,005 mm
Erreicht durch hochmoderne japanische/deutsche Bearbeitungszentren und CMM-Verifizierung.
Oberflächenrauheit
Ra ≤ 0,8 μm
Erfüllt strenge Anforderungen an optische Komponenten und hochwertige Unterhaltungselektronik.
Qualitätssicherung
ISO 9001:2015
Strenge 100%-Inspektionsprotokolle für kritische Merkmale unter Verwendung automatisierter OMM/CMM-Anlagen.
Aluminiumbearbeitungsmöglichkeiten
Präzisions-CNC-Bearbeitungsmöglichkeiten für Aluminium
Hochpräzise, hocheffiziente, kundenspezifische Lösungen für komplexe Aluminiumkomponenten
5-Achs-Simultanbearbeitung
Fortschrittliches Mehrachsenfräsen für komplexe Geometrien und organische Formen in einer einzigen Aufspannung.
- Integrierte komplexe Strukturen
- Hochwertige Oberflächenveredelung
Hochentwickelte Oberflächenveredelung
Das gesamte Spektrum der Nachbearbeitung umfasst Anodisieren, Kugelstrahlen und Hartbeschichten.
- Individuelle Farbanpassung
- Verbesserte Verschleißfestigkeit
Rapid Prototyping
Schnelle Fertigung funktionsfähiger Prototypen innerhalb von 24-48 Stunden zur Beschleunigung Ihres F&E-Zyklus.
- DFM-Feedback enthalten
- Unterstützung für schnelle Iterationen
Großserienproduktion
Skalierbare Fertigungslinien, optimiert für Konsistenz und Kosteneffizienz bei großen Chargen.
- Automatisierte Zellenbearbeitung
- Optimierung der Stückkosten
Enge Toleranzkontrolle
Beibehaltung kritischer Abmessungen über große Produktionsläufe hinweg mit Präzision im Mikrometerbereich.
- Präzisionsbohren und -reiben
- Stabile Temperaturregelung
Materialvielfalt
Fachkompetenz in einer breiten Palette von Legierungen, darunter die Serien 6061, 7075, 2024 und 5052.
- Legierungen in Luft- und Raumfahrtqualität
- Rückverfolgbarkeit zertifizierter Materialien
Beispielgalerie
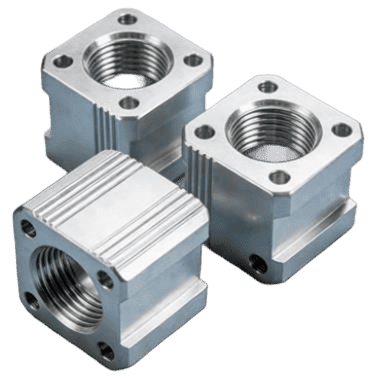
Kundenspezifische CNC-gefräste Aluminiumteile
Entdecken Sie unsere gefertigten Aluminiumkomponenten und demonstrieren Sie unsere Fähigkeit, branchenkonforme Lösungen für unterschiedlichste Sektoren zu liefern.
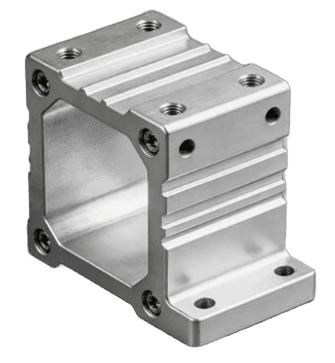
CNC-gefrästes Aluminiumgehäuse
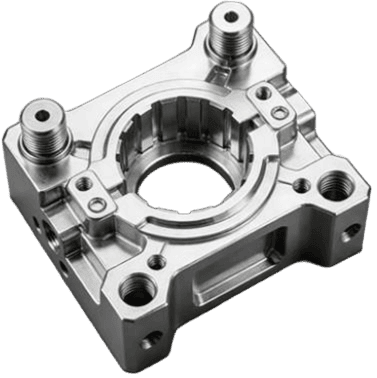
Mechanische Basis aus Aluminium

CNC-gefrästes Stirnrad aus Aluminium
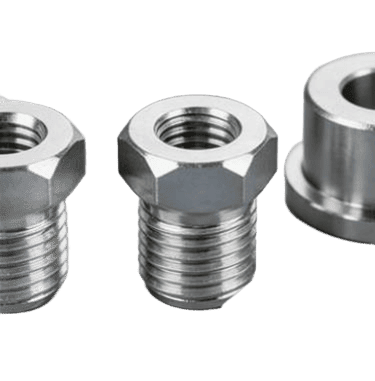
Gewindebolzen aus Aluminium
CNC-gefräste Aluminium-Halterungsuhren
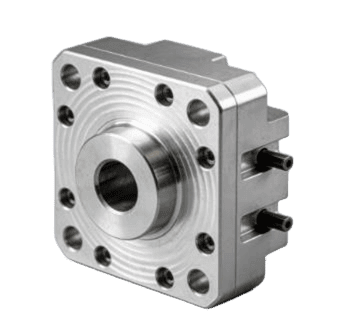
Aluminiumflansch-Komponente
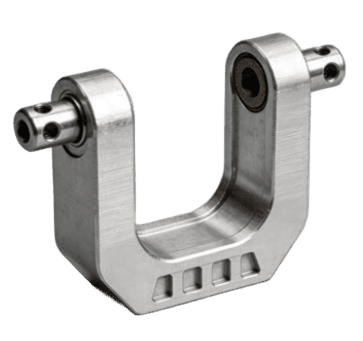
CNC-gefräste Aluminiumhalterung

Konisches Bauteil aus Aluminium
Die Wahl des richtigen Aluminiummaterials
Auswahl des Aluminiumlegierungsmaterials
Umfangreiches Sortiment an hochwertigen Aluminiumlegierungen für Industrie und Konstruktion, präzise abgestimmt auf Ihre individuellen Bauteilspezifikationen.
Materialien
Hochleistungs-Aluminiumlegierungen
Hochfeste Werkstoffe für die Luft- und Raumfahrt
- Aluminium 6061: Vielseitiger Strukturstandard.
- Aluminium 2024: Hochermüdungsbeanspruchte Flugzeughaut.
- Aluminium 6063: Präzise architektonische Profile.
- Aluminium 7075: Maximale statische Festigkeit.
Korrosionsbeständig & Spezial
- Aluminium 2A12: Hohe Härte in Luftfahrtqualität.
- Aluminium 5052: Salzbeständiger Marineteller.
- Aluminium 7050: Hochfeste, dickwandige Abschnitte.
Leitfaden zur Materialauswahl
- Stärke:7075 und 2A12 bieten die höchsten mechanischen Belastbarkeiten.
- Haltbarkeit: 5052 ist der Maßstab für raue Umgebungen.
- Bearbeitbarkeit: 6061 / 6063
Unsere Einrichtung
Hochentwickelte CNC-Bearbeitungszentren für Aluminium
Entdecken Sie unsere hochmoderne Produktionsstätte, die für die Fertigung von CNC-gefrästen Aluminiumkomponenten höchster Qualität für Ihre anspruchsvollsten Projekte ausgestattet ist.

Werkstatt für CNC-Schnellbearbeitung

Jahre Erfahrung als CNC-Bediener bei Rapid Model

CNC-Bediener bedient das Bedienfeld

CNC-Bearbeitungszentrum für schnelles Modell

CNC-Werkstatt für Schnellmodellbau

CNC-Werkstattmitarbeiter

Rapid Model Präzisions-5-Achs-Bearbeitungszentrum

Ingenieur programmiert das Bedienfeld eines Präzisions-5-Achs-Bearbeitungszentrums
Verfügbare Prozesse
Optionale CNC-Aluminiumbearbeitungsverfahren
Wir bieten hochpräzise CNC-Fräs- und Drehbearbeitungen speziell für Aluminiumlegierungen an. Unser Fokus liegt auf Maßhaltigkeit, engen Toleranzen und erstklassigen Oberflächengüten für industrielle Bauteile.
CNC-Fräsen
Ausgestattet für komplexe Geometrien, Hohlräume und Oberflächenstrukturen. Unsere 3-, 4- und 5-Achs-Maschinen bearbeiten alles von einfachen Platten bis hin zu komplizierten prismatischen Teilen.
Toleranz: ±0,0004"
Maximale Abmessungen: 110" x 70" x 20"
Oberflächenrauheit Ra 3,2 μm
CNC-Drehen
Hochpräzisionsdrehen für rotierende Teile wie Wellen, Buchsen und Verbindungsstücke. Angetriebene Werkzeuge ermöglichen das Fräsen von Merkmalen in einem einzigen Arbeitsgang.
Durchmesser: 0,1" - 30"
Live-Werkzeuge
Hohe Konzentrizität
5-Achs-CNC-Bearbeitung
Gleichzeitige 5-Achs-Bewegung für komplexeste industrielle Geometrien. Reduziert Rüstzeiten, erhöht die Präzision und verkürzt die Produktionsdurchlaufzeiten.
Laufräder und Ventile
Einzelkonfiguration
Komplexe Konturierung
Schweizer Schraubenbearbeitung
Speziell entwickelt für Bauteile mit kleinem Durchmesser, langer Bauform und schlanker Form. Hochsteife Führungsbuchsen gewährleisten höchste Präzision bei Miniaturteilen.
Durchmesser: 0,03" - 1,25"
±0,0002" Toleranz
Präzisionseinsätze
Auswahl der Aluminiumlegierung
Fachkompetenz in der Bearbeitung gängiger Industrielegierungen. Wir gewährleisten die optimale Werkzeugauswahl basierend auf der spezifischen Härte und Bearbeitbarkeit der Legierung.
6061 / 6063
7075-T6
5052 / 2024
Endbearbeitung & Inspektion
Integrierte Nachbearbeitung und Qualitätskontrolle. Jede Charge wird mithilfe standardisierter Messtechnik geprüft, um die Einhaltung der Spezifikationen sicherzustellen.
Anodisieren
CMM-Verifizierung
Kugelstrahlen
Leitfaden zur Materialauswahl
Vergleich der Materialeigenschaften von Aluminiumlegierungen
Vergleichen Sie wichtige Eigenschaften wie Härte, Bearbeitbarkeit, Korrosionsbeständigkeit und ästhetische Oberflächenbeschaffenheit, um das optimale Material für Ihr CNC-Projekt auszuwählen.
- Leistungsvergleich
- Temperauswahl
- Oberflächenbehandlung
- Designkompetenz
| Aluminiumqualität | Übliche Temperamente | Streckgrenze (MPa) | Tipps zur Temperauswahl |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Die erste Wahl für ästhetische Bauteile und Kühlkörper. T5 ist die gängigste Legierung für Profile, die eine besonders hochwertige Oberflächengüte erfordern. |
| 5052 | H32 / O | ~190 | Für allgemeine Gehäuse wählen Sie H32; für Tiefziehen oder komplexe Biegearbeiten O-Härte. Am besten geeignet für maritime und Salzwasserumgebungen. |
| 6061 | T6 / T651 | ~270 | CNC bevorzugt T651:Spannungsarm geglüht, um Dimensionsstabilität zu gewährleisten und Verzug nach dem Zuschnitt zu minimieren. Das Arbeitstier der Branche. |
| 2024 | T3 / T4 | ~325 | Die T3-Zustandsbedingungen bieten die beste Balance zwischen hoher Festigkeit und Bruchzähigkeit für die Luft- und Raumfahrt sowie für stark ermüdungsbeanspruchte Strukturen. |
| 7075 | T6 / T651 | ~500 | T651 ist obligatorisch Für hochpräzise, komplexe Teile zur Vermeidung von Verformungen. Die Härte ist vergleichbar mit der von Stahl für gewichtskritische Komponenten. |
| Aluminiumqualität | Klares Anodisieren | Farbanodisierung | Hartanodisieren (Typ III) | Anmerkungen |
|---|---|---|---|---|
| 6063 | Exzellent | Exzellent | Mäßig | Sorgt für die feinste Oberflächenstruktur und die lebendigsten Farben. |
| 6061 | Großartig | Großartig | Exzellent | Die zuverlässigste Wahl für Industrieteile; sehr konstante Ergebnisse. |
| 5052 | Gut | Gerecht | Gut | Die Farben können im Vergleich zur 6xxx-Serie etwas matter oder blasser wirken. |
| 7075 | Mangelhaft (lückenhaft) | Arm | Exzellent | Ein hoher Zinkgehalt führt zu ungleichmäßiger Färbung. Am besten geeignet für dunkle Hartlacke. |
| 2XXX-Serie | Nicht empfohlen | Nicht empfohlen | Gerecht | Ein hoher Kupfergehalt führt zu schlechter Oxidation und einem "geschwärzten" Aussehen. |
| Designfaktor | Standardausstattung | High-End-Optimierung | Technische Empfehlung |
|---|---|---|---|
| Wandstärke | 0,8 mm | 0,5 mm (Präzise) | Um Vibrationen zu vermeiden und eine spiegelglatte Oberfläche zu gewährleisten, sollte das Seitenverhältnis (Höhe:Breite) unter 10:1 liegen. |
| Hohlraumtiefe | L:D-Verhältnis 3:1 | L:D-Verhältnis 5:1 (Grenzwert) | Die Standardtiefe sollte innerhalb des Dreifachen des Werkzeugdurchmessers liegen. Tiefen über dem Sechsfachen erfordern spezielle Werkzeuge mit langem Hals und verursachen zusätzliche Kosten. |
| Innenecken | R ≥ 1,0 mm | R = (Tiefe / 6) + 0,5 mm | Um gleichmäßige Vorschubgeschwindigkeiten zu ermöglichen und Werkzeugspuren zu vermeiden, sollten die Ecken etwas größer als der Werkzeugradius sein (z. B. R3,2 für einen 6-mm-Fräser). |
| Sacklochgewinde | Tiefe = 1,5 x Durchmesser | Tiefe = 2,0 x Durchmesser (Max.) | Achten Sie auf einen Bohrlochabstand von 3–5 Gewindegängen am Bohrlochgrund. Ein Abstand von mehr als dem doppelten Durchmesser erhöht die Festigkeit nicht, sondern lediglich das Risiko eines Gewindebohrerbruchs. |
| Oberflächenrauheit | Ra 3,2 μm | Ra 0,8 μm (Premium) | Standardmäßig wird eine Oberflächenrauheit von Ra 1,6 μm als hochwertige Oberflächenqualität angenommen. Verwenden Sie Ra 0,8 μm nur für kritische Dichtflächen oder hochwertige optische Komponenten. |
| Präzisionstoleranzen | ±0,05 mm | ±0,01 mm | Die Toleranz von ±0,01 mm ist nur auf kritische Funktionsmaße (CTQ) anzuwenden. Für nicht zusammenpassende Merkmale ist ISO 2768-m (Mittel) zu verwenden. |
| Kantenbearbeitung | Scharfe Kanten | 0,1 - 0,3 mm Fase | Um die Gleichmäßigkeit der Anodisierungsbeschichtung zu verbessern und sprödes Absplittern zu verhindern, sollten scharfe Kanten stets leicht abgeschrägt werden. |
Stressabbau:
Bei hochfesten Werkstoffen wie 7075 neigen dünne und komplexe Teile nach der Bearbeitung zu Verformungen.
Wir empfehlen die Angabe der Härte T651, da diese durch Dehnung spannungsarm geglüht wurde.
Warnung zur Schweißbarkeit:
Die Werkstoffe 2024 und 7075 sind aufgrund der hohen Rissgefahr praktisch nicht schweißbar.
Falls Schweißarbeiten erforderlich sind, empfehlen wir stattdessen 5052 oder 6061.
Wärmeleitfähigkeit:
Für Kühlkörperanwendungen empfehlen wir 6063, da dessen Wärmeleitfähigkeit besser ist als die von 6061.
Die Legierung 7075 weist die schlechteste Wärmeleitfähigkeit unter diesen Legierungen auf.
Technisches Fachwissen
CNC-Bearbeitung von Aluminium: Herausforderungen und Lösungen
- Industriewerkzeuge
- Automobil (Elektrofahrzeug)
- Robotik
- Kommunikation
Projektspezifikationen
- MaterialAl 6061-T6 (spannungsarm geglüht)
- Kritische HelligkeitKonzentrizität und Senkrechtigkeit
- Toleranzen±0,01 mm bei kritischen Bohrungen
Präzisionsfräsen von pneumatischen Ventilkörpern
Die technische Herausforderung
Die größte Schwierigkeit lag im multidirektionalen Tieflochbohren und dem Fräsen quer zur Kavität. In weichem Aluminium neigen lange Bohrer zum Verlaufen, und das Hochgeschwindigkeitsfräsen in tiefen Taschen führt häufig zu Spanabtrag, was die Oberflächengüte verschlechtert und durch Wärmestau zu Maßabweichungen führt.
Unsere technische Lösung
Wir nutzten eine Hochdruck-Spindelkühlung (70 bar), um Späne aus tiefen Kavitäten sofort abzuführen und so Wärmestau zu vermeiden. Für die Präzisionsbohrungen setzten wir ein zweistufiges Verfahren ein: Zunächst erfolgte das Schruppen, gefolgt von einer thermischen Stabilisierungsphase. Anschließend wurde die Endbearbeitung mit PKD-Reibahle (polykristalliner Diamant) durchgeführt, um eine Rundlaufgenauigkeit von ±0,01 mm über die gesamte Länge von 150 mm zu gewährleisten.
Ra 0,4 μmInnenausstattung
0,01 mmKonzentrizität
99.8%Bestehensquote

Projektspezifikationen
- MaterialAluminium 6063 (Hochtemperatur)
- Größe600 mm x 450 mm x 12 mm
- Erfordernisverzugsfreie Ebenheit
Thermische Managementplatte für EV-Batterien
Die technische Herausforderung
Die Bearbeitung großer, dünner Aluminiumplatten ist bekannt für Materialverzug. Beim Abtragen des Oberflächenmaterials werden innere Eigenspannungen freigesetzt, wodurch sich die Platte verzieht oder verdreht. Herkömmliche Spannmethoden kaschieren den Verzug während der Bearbeitung oft, sodass das Werkstück nach dem Entspannen wieder außerhalb der Toleranz liegt.
Unsere technische Lösung
Wir wählten eine Strategie des Spannungsabbaus. Die Platten wurden zunächst beidseitig vorgefräst, um primäre Spannungen abzubauen. Anschließend fixierten wir das Werkstück mithilfe einer Vakuumsaugvorrichtung mit kontrolliertem Druck, um mechanische Verformungen zu vermeiden. Die Endbearbeitung erfolgte mit einem Fräser mit hohem Vorschub, um die Werkzeug-Werkstück-Kontaktzeit zu minimieren und die wärmebedingte Ausdehnung effektiv zu kontrollieren.
< 0,05 mmEbenheit
12%Gewichtsreduzierung.
OptimiertZykluszeit

Projektspezifikationen
- MaterialAl 7075-T6 (Luftfahrtqualität)
- GeometrieHinterschnitte und zusammengesetzte Winkel
- PräzisionH7-Lagerpassung
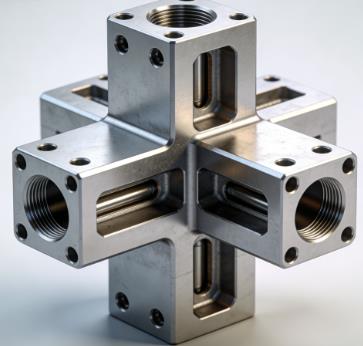
5-Achs-Robotergelenkgehäuse
Die technische Herausforderung
7075-T6-Aluminium ist im Vergleich zu 6061 deutlich abrasiver, was zu schnellem Werkzeugverschleiß und schwankenden Bohrungsdurchmessern führt. Zudem erforderte die organische, nicht-prismatische Form eine kontinuierliche 5-Achs-Bewegung ohne Haltepunkte an den Übergangspunkten zwischen den Achsen, da diese die strukturelle Integrität unter hohem Drehmoment beeinträchtigen würden.
Unsere technische Lösung
Wir programmierten die Werkzeugwege mittels simultanem 5-Achs-Trochoidfräsen, um eine konstante Werkzeugbelastung zu gewährleisten. Zur Sicherstellung der Genauigkeit der H7-Bohrung verwendeten wir ein maschinenintegriertes Infrarot-Messsystem (Renishaw), das die Bohrung nach dem Schruppen maß und den Werkzeugversatz für den abschließenden Schlichtgang automatisch anpasste, um Werkzeugverschleiß in Echtzeit zu kompensieren.
H7Bohrungspassung
NullOberflächenstufen
HochDrehmomentres.

Projektspezifikationen
- MaterialAl 5052-H32 (Blech/Platte)
- ErfordernisIP67-Abdichtung & leitfähige Oberfläche
- BesonderheitEMI-Dichtungsnuten
Gehäuse für HF-Signaltransceiver im Außenbereich
Die technische Herausforderung
Elektronische Gehäuse für den Außenbereich erfordern eine absolut dichte Abdichtung. Die schmalen Dichtungsnuten (1,5 mm breit) mussten mit höchster Präzision über eine große Fläche gefertigt werden. Jegliche Grate oder Unebenheiten in der Nut würden die Schutzart IP67 (wasserdicht) beeinträchtigen. Darüber hinaus musste die Oberfläche für die elektromagnetische Abschirmung leitfähig bleiben und gleichzeitig über 300 Stunden Salzsprühnebel standhalten.
Unsere technische Lösung
Wir verwendeten spezielle diamantbeschichtete Mikro-Schaftfräser, um direkt an der Maschine eine gratfreie Nut zu erzielen und so das manuelle Entgraten zu vermeiden, das die Kanten beschädigen könnte. Nach der Bearbeitung trugen wir eine gelbe Chromat-Konversionsbeschichtung (Alodine) auf, die eine salzsprühbeständige Barriere bildet und gleichzeitig die elektrische Leitfähigkeit der Oberfläche für Erdung und HF-Abschirmung erhält.
IP67Bewertung
Mehr als 300 StundenSalznebel
GratenfreiRillen
Effizienter Kollaborationsprozess
Individuelle CNC-Aluminiumteile – einfach gemacht
Mit unserem optimierten und hocheffizienten Produktionsprozess bringen Sie Ihre Teile schneller auf den Markt. Wir kümmern uns um die Komplexität, damit Sie sich auf das Wachstum Ihrer Marke konzentrieren können.
01
Angebot & DFM
Laden Sie STP/DXF-Dateien hoch, um sofort Preis- und Herstellbarkeitsanalysen durchzuführen.
02
Designoptimierung
Unsere Ingenieure optimieren das Design im Hinblick auf Kosteneffizienz und Produktionsgeschwindigkeit.
03
Präzisionsfertigung
Modernste Ausrüstung und fachkundige Ingenieurskunst.
04
Qualitätsvalidierung
CMM-Verifizierung und standardisierte Inspektionsprotokolle nach ISO 9001.
05
Fertigstellung & Lieferung
Endbearbeitung der Oberflächen, Montage und weltweiter logistischer Versand.
Häufig gestellte Fragen
Wir gehen auf Ihre Anliegen ein
-
Welche Oberflächenveredelungen sind nach der CNC-Bearbeitung von Aluminium möglich?
Zu den verfügbaren Oberflächenbehandlungen gehören Anodisieren (klar, schwarz, farbig), Hartanodisieren (Typ III), Kugelstrahlen, Bürsten, Pulverbeschichten, Lackieren und Galvanisieren. Die Auswahl richtet sich nach Korrosionsbeständigkeit, Verschleißfestigkeit, Aussehen und funktionalen Anforderungen.
-
Welche Branchen nutzen die CNC-Bearbeitung von Aluminium?
Die CNC-Bearbeitung von Aluminium findet breite Anwendung in der Luft- und Raumfahrt, bei Medizingeräten, in der Elektronik, der Telekommunikation, der Robotik, bei optischen und Lasersystemen, in der Automobilindustrie sowie in der Industrie für neue Energien.
-
Beeinflusst die Anodisierung die Maßgenauigkeit?
Ja. Durch Anodisieren entsteht eine typischerweise 5–25 μm dicke Oxidschicht, die zu etwa 50 % nach innen und zu 50 % nach außen wächst. Um enge Toleranzen einzuhalten, werden kritische Bereiche maßlich kompensiert oder maskiert.
-
Entspricht die CNC-Bearbeitung von Aluminium den Normen ISO 2768 oder ASME?
Ja. Bei der CNC-Bearbeitung von Aluminium werden üblicherweise die Normen ISO 2768-m/f für allgemeine Toleranzen und ASME Y14.5 für GD&T eingehalten, sofern in der Zeichnung nichts anderes angegeben ist.
-
Welche Aluminiumlegierung eignet sich am besten für die CNC-Bearbeitung?
Die Legierung 6061 ist aufgrund ihrer hervorragenden Bearbeitbarkeit und ihres guten Preis-Leistungs-Verhältnisses am weitesten verbreitet. Weitere Optionen sind 7075 für hohe Festigkeit, 2024 für Dauerfestigkeit, 5052 für Korrosionsbeständigkeit und 6063 für bessere Oberflächengüte und Wärmeleitfähigkeit.
-
Welche Bearbeitungsdienstleistungen und Fräslösungen für Aluminium werden angeboten?
Zu den angebotenen Leistungen gehören 3- bis 5-Achs-CNC-Fräsen, CNC-Drehen, Dreh-Fräsen, Rapid Prototyping, Kleinserien- und Serienfertigung, DFM-Optimierung und Oberflächenbearbeitung.
-
Lässt sich die Blechbearbeitung mit der CNC-Bearbeitung von Aluminium kombinieren?
Ja. Blechbearbeitung und CNC-Bearbeitung von Aluminium können kombiniert werden, um komplette Baugruppen wie Gehäuse, Rahmen und Strukturmodule herzustellen, wodurch die Konsistenz verbessert und die Lieferzeit verkürzt wird.
