| Kupferlegierung | Leitfähigkeit (% IACS) | Bearbeitbarkeitsbewertung | Typische Stärke | Hauptanwendungen |
|---|---|---|---|---|
| C11000 (ETP Kupfer) | >100% | 20 % (Gummibärchen) | Medium | Stromschienen, elektrische Kontakte, Kühlkörper |
| C10100 (OFC) | >101% | 20% | Medium | Halbleiter, Hochvakuum, Teilchenbeschleuniger |
| C36000 (Automatenmessing) | ~28% | 100 % (Referenzwert) | Gut | Armaturen, Ventile, Präzisionsdrehteile |
| C26000 (70/30 Messing) | ~28% | 30% | Mittel-Hoch | Munitionskomponenten, Befestigungselemente, Zierteile |
| C93200 (Lagerbronze) | ~12% | 70% | Hoch | Lager, Buchsen, Unterlegscheiben (SAE 660) |
| C95400 (Aluminiumbronze) | ~13% | 20 % (Schwierig) | Sehr hoch | Hochleistungszahnräder, Schiffsbeschläge, Verschleißplatten |
Präzisions-CNC-Bearbeitung von Kupfer und Messing | Kundenspezifische Kupferteile
Rapid Model bietet kundenspezifische Bauteile aus Kupferlegierungen. Das Leistungsspektrum umfasst Rapid Prototyping und Serienfertigung. Dank modernster Verarbeitungstechniken wird optimale Leistung für kritische Anwendungen gewährleistet. Weltweiter Versand mit Expressoptionen ist möglich.

10+
Spezielle Maschinen
5-10 Tage
Übliche Lieferzeit
12 Stunden
Expertenangebot
98%
Leitfähigkeitserhalt
Maßtoleranz
±0,01 mm
Erreicht durch Spezialwerkzeuge für klebrige Materialien und thermische Echtzeitkompensation.
Oberflächenbeschaffenheit
Ra ≤ 0,8 μm
Unerlässlich für elektrische Kontakte, HF-Abschirmung und Hochvakuum-Dichtungsflächen.
Qualität und Rückverfolgbarkeit
ISO 9001:2015
Vollständige Materialzertifizierung (C10200, C36000 usw.) und 100%ige Leitfähigkeitsprüfung für kritische Teile.
Kupferbearbeitungskompetenz
Präzisions-CNC-Bearbeitung von Kupfer und Messing
Speziallösungen für hochleitfähige, thermische und komplexe korrosionsbeständige Kupferkomponenten
Präzision für elektrische Bauteile
Bearbeitung von Stromschienen, Steckverbindern und Klemmen mit engen Toleranzen zur Aufrechterhaltung einer IACS-Leitfähigkeit von >98%.
- spannungsarme Bearbeitung
- Gratfreie Kanten
Thermische Lösungsbearbeitung
Herstellung komplexer Kühlkörper, Kühlplatten und Wärmeverteiler mit optimierter Rippengeometrie und Planheit.
- Flossen mit hohem Seitenverhältnis
- Vakuumlötfertig
Vom Prototyp zur Serienfertigung
Schnelle CNC-Prototypenfertigung für HF-Komponenten, Wellenleiter und EDM-Elektroden in 2-5 Tagen.
- DFM für Kupfer
- Materialgüteempfehlung
Kupferteile in großen Stückzahlen
Effiziente Produktion von Messingarmaturen, Sanitärkomponenten und dekorativen Beschlägen in gleichbleibender Qualität.
- Schweizer Schraubenbearbeitung
- Automatisiertes Entgraten
Fortschrittliche Mehrachsenbearbeitung
5-Achsen-Fertigungsmöglichkeiten für komplexe, einteilige Kupferbauteile wie Induktionsspulen und Düsenblöcke.
- Effizienz bei einmaliger Einrichtung
- Glatte Konturen
Komplettes Sortiment an Kupferlegierungen
- Anpassung der Legierungseigenschaften
- Zertifizierte Mühlenberichte
Unsere Kupferarbeiten
Galerie CNC-gefräster Kupfer- und Messingteile
Entdecken Sie unsere präzisionsgefertigten Kupferlegierungskomponenten und erhalten Sie Ihre individuellen Kupferteile.

Kupferteile des Ventils

Kupferschraubenteile

Verschiedene Prototypenteile aus Kupfer

Ventilteile aus Kupferlegierung
Leitfaden zur Auswahl von Kupferlegierungen
Gängige Werkstoffe, die Rapid Model für die maschinelle Bearbeitung verwendet.
Sechs der am häufigsten verwendeten Kupferwerkstoffe in der CNC-Bearbeitung, ausgewählt nach Leitfähigkeit, Bearbeitbarkeit, Festigkeit und Verschleißfestigkeit.
Materialien
Materialleitfaden für kundenspezifische Kupferteile
Hochleitfähiges Kupfer
- C11000 (ETP / T2 Kupfer): Ausgezeichnete elektrische und thermische Leitfähigkeit, weit verbreitet für Elektroden und Stromschienen.
- C10100 (Sauerstofffreies Kupfer): Kupfer von ultrahoher Reinheit für Vakuum-, Luft- und Raumfahrt- sowie Halbleiterbauteile.
Automatenmessing
- C36000 (Automatenmessing / H59): Beste Bearbeitbarkeit, Standardmaterial für Armaturen, Wellen und Befestigungselemente.
- C26000 (Patronenmessing / H70): Gute Festigkeit und Formbarkeit, geeignet für dünnwandige und dekorative Teile.
Bronze und hochfeste Legierungen
- C93200 (Zinnbronze / SAE 660): Ausgezeichnete Verschleißfestigkeit, häufig verwendet für Buchsen und Lager.
- C95400 (Aluminiumbronze): Hohe Festigkeit und Korrosionsbeständigkeit, ideal für Schiffs- und Ventilkomponenten.
Unsere Prozesse
Kupferspezifische CNC-Bearbeitungsprozesse
Wir setzen spezielle Techniken und Werkzeuge ein, um die Herausforderungen bei der Bearbeitung von Kupferlegierungen, wie Materialzähigkeit und Wärmeempfindlichkeit, zu bewältigen und Präzisionsbauteile mit einwandfreier Oberflächenqualität zu liefern.
Präzisions-Kupferfräsen
Spezielle, scharfe und polierte Werkzeuge sowie Hochgeschwindigkeitsstrategien verhindern das Anhaften von Materialien und erzielen feine Oberflächen an elektrischen und thermischen Bauteilen.
Scharfe Werkzeuge
Feine Oberflächen
Gratkontrolle
CNC-Drehen von Messing und Kupfer
Fachgerechtes Drehen von Stangen und Stäben zu Verbindungsstücken, Armaturen und Wellen mit angetriebenen Werkzeugen zum Querbohren und Fräsen von Merkmalen.
Stangen- und Stangenmaterial
Live-Werkzeuge
Ausgezeichneter Chip Break
Oberflächenbehandlung & Beschichtung
Nachbearbeitungsdienstleistungen wie Polieren, Beschichten (Nickel, Silber, Gold, Zinn), Passivieren und Anlaufschutzbehandlungen.
Überzug
Polieren
Passivierung
Branchenanwendungen
CNC-Bearbeitung von Kupfer: Herausforderungen und Lösungen in der Branche
- Leistungselektronik
- Automobil (Elektro-/Hybridfahrzeuge)
- Halbleiter
- Telekommunikation & HF
Projektspezifikationen
- MaterialC11000 (ETP Kupfer)
- Wichtigste Spezifikationen>99% IACS-Leitfähigkeit
- Toleranzen±0,1 mm an den Schlitzpositionen
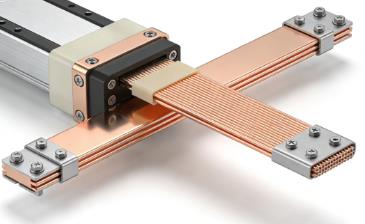
Hochstrom-Wechselrichter-Sammelschienenbaugruppe
Die technische Herausforderung
Die größte Herausforderung bestand darin, bei der Bearbeitung einer großen, dünnen Kupferplatte höchste Maßgenauigkeit zu gewährleisten und gleichzeitig deren maximale elektrische Leitfähigkeit zu erhalten. Zu hohe Wärmeeinbringung oder Kaltverfestigung während der Bearbeitung hätten die Leitfähigkeit beeinträchtigen können. Zudem erforderten die langen, schmalen Schlitze für die Leistungsmodule absolute Präzision und gratfreie Kanten, um Kurzschlüsse zu vermeiden.
Unsere technische Lösung
Wir verwendeten eine Kombination aus scharfen, polierten Hartmetall-Schaftfräsern und einer Hochgeschwindigkeits-Frässtrategie mit geringer Schnitttiefe, um Wärmeentwicklung und Kaltverfestigung zu minimieren. Das Werkstück wurde mit einer speziell angefertigten Vakuumplatte fixiert, um Verformungen durch die Einspannung zu vermeiden. Ein abschließender Entgratungsdurchgang in der Maschine mit einem Spezialwerkzeug gewährleistete glatte und sichere Nutkanten. Leitfähigkeitsmessungen nach der Bearbeitung bestätigten eine IACS-Retention von über 99 %.
>99% IACSLeitfähigkeit
GratenfreiSchlitzkanten
0,2 mmEbenheit
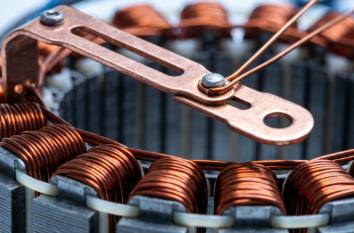
Projektspezifikationen
- MaterialRechteckiger Stab aus reinem Kupfer
- GeometrieKomplexe 3D-Biegeform
- ErfordernisPräzisionsendmerkmale
Haarnadelstruktur für EV-Motorstator (Vorformbearbeitung)
Die technische Herausforderung
Die rohen Kupferhaarnadeln werden nach der Bearbeitung in komplexe 3D-Formen gebogen. Die Herausforderung bestand darin, die präzisen Passungsmerkmale (Fasen, Schlitze, Profile) an den Enden des weichen, rechteckigen Kupferstabs zu bearbeiten. vor Der Biegeprozess. Die bearbeiteten Merkmale mussten exakt positioniert sein, damit nach dem Biegen alle Haarnadeln im Statorstapel korrekt ausgerichtet waren.
Unsere technische Lösung
Wir entwickelten eine spezielle, mehrstufige Vorrichtung, die den rechteckigen Stab präzise an den exakten Bezugspunkten der Biegemaschine fixierte. Mithilfe der synchronisierten 3+2-Achs-Bearbeitung bearbeiteten wir beide Enden in einer Aufspannung und gewährleisteten so perfekte Symmetrie und Positioniergenauigkeit. Besonderes Augenmerk lag auf der Werkzeuggeometrie, um Grate zu vermeiden, die den nachfolgenden Isolationsprozess beeinträchtigen könnten.
±0,03 mmStandort
SpiegelSymmetrie
NullBiegeinterferenz
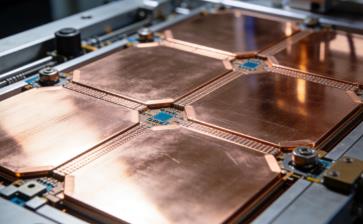
Projektspezifikationen
- MaterialC10100 (Sauerstofffreies Kupfer)
- OberflächeHochglanz-Finish
- SauberkeitHochvakuumkompatibel
Halbleiter-Wafer-Handhabungskomponente
Die technische Herausforderung
Das Bauteil erforderte eine Oberflächenrauheit von Ra < 0,05 μm (hochglanzpoliert) auf großen, ebenen Flächen. Dies ist bei weichem, duktilem Kupfer äußerst schwierig, da es leicht verkratzt und Werkzeugspuren sichtbar macht. Darüber hinaus musste das Bauteil vollständig frei von Ölen, Fingerabdrücken und eingebetteten Partikeln sein, um Verunreinigungen in der Hochvakuumumgebung der Halbleiterfertigung zu vermeiden.
Unsere technische Lösung
Die Bearbeitung erfolgte in einem Reinraum. Wir verwendeten Einkristall-Diamantdrehwerkzeuge auf einer Ultrapräzisions-Dreh-/Fräsmaschine, um die spiegelglatte Oberfläche direkt nach der Bearbeitung zu erzielen und die Nachbearbeitung zu minimieren. Im gesamten Prozess kamen ausschließlich hochreine, halbwässrige Kühlmittel zum Einsatz, die in einem abschließenden mehrstufigen Ultraschallreinigungsprozess mit Speziallösungsmitteln vollständig entfernt wurden. Anschließend erfolgte das Vakuumtrocknen und die Verpackung im Reinraum der Klasse 100.
Ra < 0,05 μmBeenden
Klasse 100Verpackung
NullPartikel

Projektspezifikationen
- MaterialC36000 Messing, vernickelt
- MerkmaleTiefe Löcher mit kleinem Durchmesser
- ErfordernisImpedanzkontrolle
Hochfrequenz-HF-Steckverbindergehäuse
Die technische Herausforderung
Das Bauteil erforderte extrem präzise Innendurchmesser und Oberflächengüten, um eine bestimmte charakteristische Impedanz (z. B. 50 Ohm) zu gewährleisten. Das Bohren tiefer Löcher mit kleinem Durchmesser in Messing mit einem hohen Längen-Durchmesser-Verhältnis barg das Risiko von Werkzeugverformungen und einer mangelhaften Oberflächengüte. Jegliche innere Kratzer oder Durchmesserabweichungen führten zu Signalreflexionen und -verlusten und beeinträchtigten die Leistung bei GHz-Frequenzen.
Unsere technische Lösung
Für die Geradheit der tiefen Bohrungen wurde eine Kombination aus Tieflochbohren und anschließendem Präzisionsbohren und Honen verwendet, um den endgültigen Durchmesser und die Oberflächengüte zu erzielen. Der Prozess wurde durch kontinuierliche Messungen streng kontrolliert. Die Innenflächen wurden vor der Vernickelung mikrofeinpoliert, um einen fehlerfreien, verlustarmen Leiterpfad zu gewährleisten. Impedanzmessungen an Musterteilen bestätigten die Leistungsfähigkeit.
50Ω ±1Impedanz
Ra 0,4 μmInnenausstattung
< -30 dBRückgabeverlust
Leitfaden zu Materialeigenschaften
Kupferlegierungsvergleich für die CNC-Bearbeitung
Vergleichen Sie wichtige Eigenschaften wie Leitfähigkeit, Bearbeitbarkeit, Festigkeit und Korrosionsbeständigkeit, um die beste Kupferlegierung für Ihre Anwendung auszuwählen.
- Leistungsvergleich
- Temperament und Zustand
- Oberflächen & Beschichtung
- Design für Kupfer
| Legierung | Übliche Stimmungen/Zustände | Streckgrenze (MPa) Typisch | Bearbeitungshinweise |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 hart), H04 (hart) | 250-350 | Hohe Drehzahlen, scharfe Werkzeuge. Verwenden Sie H04 für einen saubereren Spanbruch. |
| C36000 | H02 (1/2 hart) | 200-310 | Industriestandard für Bearbeitbarkeit. Ausgezeichnete Oberflächengüte. |
| C26000 | H02 (1/2 hart), geglüht | 110-380 | Neigt zu faserigen Ausbrüchen; Spanbrecher erforderlich. Hervorragend geeignet für die Kaltumformung. |
| C93200 | Wie besetzt / M07 | 125-170 | Enthält Blei zur Selbstschmierung; lässt sich sehr gut bearbeiten. |
| C95400 | Im Gusszustand, wärmebehandelt (TQ50) | 300-500 | Sehr zäh/abrasiv. Erfordert Hartmetallwerkzeuge und starre Vorrichtungen. |
| Kupferlegierung | Polierbarkeit | Nickelplattierung | Silber-/Goldplattierung | Anmerkungen |
|---|---|---|---|---|
| C11000 / C10100 | Exzellent | Exzellent | Exzellent | Hohe Reinheit ermöglicht überlegene Haftung der Galvanisierung. |
| C36000 / C26000 | Exzellent | Exzellent | Exzellent | Wird häufig für dekorative Oberflächen verwendet. C26000 ist duktiler. |
| C93200 (Bronze) | Gut | Gerecht | Gerecht | Die poröse Beschaffenheit kann die Beschichtung beeinträchtigen; daher wird oft unbeschichtetes Material verwendet, das mit Öl bestrichen wird. |
| C95400 (Al-Bronze) | Gerecht | Arm | Arm | Bildet von Natur aus eine schützende Aluminiumoxidschicht; schwer zu beschichten. |
| Designfaktor | Allgemeine Richtlinie | Hochpräzise Richtlinie | Begründung & Empfehlung |
|---|---|---|---|
| Mindestwandstärke | 0,5 mm | 0,8 mm | Reines Kupfer ist weich; C95400 ist zäh, benötigt aber Steifigkeit. |
| Innen scharfe Ecken | R ≥ 0,5 mm | R ≥ 1,0 mm | Verringert die Gratbildung bei duktilen Legierungen wie C11000 und C26000. |
| Gewindetiefe | 1,5 x Tag | 2,5 x Tag | C36000 ermöglicht einfaches Gewindeschneiden; C95400 erfordert Hochleistungsgewindebohrer. |
| Lochtoleranz | ±0,05 mm | H7 / G6 | Unerlässlich für die Presspassung des Lagers C93200, um das richtige Spiel zu gewährleisten. |
Tipp zur Materialauswahl:
Wählen C11000/C10100 für maximale elektrische/thermische Leitfähigkeit. Für komplexe bearbeitete Bauteile, bei denen die Leitfähigkeit zweitrangig ist, C36000 Messing bietet dank hoher Bearbeitungsgeschwindigkeit die niedrigsten Kosten.
Verschleißfestigkeit:
C93200 Aufgrund seiner reibungsarmen Eigenschaften ist es die erste Wahl für Standardbuchsen. Für Umgebungen mit hoher Belastung und starken Stößen, C95400 Aluminiumbronze bietet überlegene mechanische Festigkeit und Korrosionsbeständigkeit.
Fertigungshinweis:
Reines Kupfer (C11000/C10100) wird beim CNC-Fräsen "klebrig"; rechnen Sie mit höheren Entgratungskosten im Vergleich zu C36000.
Optimierter Prozess
Ihre Kupferteile – von der Angebotserstellung bis zur Lieferung
Unser spezieller Prozess für Kupferkomponenten gewährleistet eine fachgerechte Bearbeitung von der ersten Designprüfung bis zur Endabnahme und garantiert so Teile, die Ihren genauen elektrischen, thermischen und mechanischen Spezifikationen entsprechen.
01
Beratung & Angebot
Teilen Sie Ihre CAD-Daten mit uns. Wir erstellen Ihnen innerhalb weniger Stunden ein detailliertes Angebot mit Legierungsempfehlungen und DFM-Einblicken.
02
Entwurfsabschluss
Wir arbeiten zusammen, um das Design für die Kupferbearbeitung zu optimieren, wobei der Fokus auf Herstellbarkeit und Funktion liegt.
03
Präzisionsfertigung
Ihre Teile werden von Spezialisten unter Verwendung von für Kupfer optimierten Parametern und Werkzeugen bearbeitet.
04
Strenge Qualitätskontrolle
Maßprüfung, Leitfähigkeitsprüfung (falls erforderlich) und Überprüfung der Oberflächenbeschaffenheit.
05
Endbearbeitung & Versand
Die spezifizierten Beschichtungen oder Oberflächenbehandlungen auftragen, anschließend verpacken und mit vollständiger Dokumentation versenden.
Häufig gestellte Fragen
Antworten auf Fragen zur CNC-Kupferbearbeitung
-
Was sind die Hauptvorteile der CNC-Bearbeitung von Kupferteilen?
CNC-gefräste Kupferteile bieten unübertroffene elektrische und thermische Leitfähigkeit, hervorragende Korrosionsbeständigkeit, inhärente antimikrobielle Eigenschaften und gute Bearbeitbarkeit für bestimmte Legierungen wie Messing. Sie sind unverzichtbar für die Energieverteilung, das Wärmemanagement, HF-Komponenten und dekorative Anwendungen.
-
Welche Kupferlegierung lässt sich am einfachsten bearbeiten?
C36000 (Automatenmessing) ist der Industriestandard für Zerspanbarkeit und wird mit 100 % bewertet. Es enthält Blei, was die Spanbildung verbessert. Für bleifreie Alternativen mit guter Zerspanbarkeit empfehlen wir C46400 (Marinemessing) oder C48500 (bleihaltiges Automatenmessing).
-
Wie lassen sich Grate bei der Bearbeitung von weichem Kupfer vermeiden?
Wir setzen verschiedene Strategien ein: scharfe, polierte Werkzeuge mit spezifischen Geometrien; Bearbeitungsparameter mit hoher Geschwindigkeit und geringem Vorschub; Werkzeuge zum Entgraten während des Bearbeitungsprozesses; und sekundäre Prozesse wie die thermische Energiemethode (TEM), das Gleitschleifen oder das chemische Entgraten, um gratfreie Kanten wie spezifiziert zu erzielen.
-
Kann man Reinkupfer (C11000) mit engen Toleranzen bearbeiten?
Ja. Reines Kupfer ist zwar zähflüssig, aber wir erreichen enge Toleranzen (±0,01 mm sind typisch für kritische Merkmale) durch den Einsatz spezieller, scharfer Werkzeuge, stabiler Vorrichtungen, kontrollierter Kühlmittel und Bearbeitungsstrategien, die Wärmeentwicklung und Materialverzug minimieren. Härtere Legierungen (wie H04) lassen sich oft leichter tolerieren als geglühtes Kupfer.
-
Welche Oberflächenveredelungen und Beschichtungen sind für Kupferteile erhältlich?
Zu den Oberflächenbearbeitungen gehören Polieren, Bürsten und Glätten. Die Beschichtungsmöglichkeiten sind vielfältig: Nickel (für Härte und Barrierewirkung), Silber (höchste Leitfähigkeit), Gold (Korrosionsbeständigkeit für Kontakte), Zinn (Lötbarkeit) und Passivierung (klarer Anlaufschutz). Wir beraten Sie individuell und anwendungsbezogen.
-
Stellen Sie Materialzertifizierungen für Kupferlegierungen aus?
Ja. Wir liefern vollständige Rückverfolgbarkeit und Materialprüfberichte (MTRs/CofC) für alle Kupferlegierungen, die Zusammensetzung, Härtegrad und physikalische Eigenschaften bescheinigen. Für elektrische Kupfersorten stellen wir auf Anfrage auch Leitfähigkeitsprüfberichte zur Verfügung.
-
In welchen Branchen werden am häufigsten CNC-gefräste Kupferbauteile verwendet?
Zu den wichtigsten Branchen gehören: Elektrotechnik & Energie (Stromschienen, Steckverbinder), Automobil & Elektrofahrzeuge (Batteriekomponenten, Haarnadeln), Telekommunikation (HF-Steckverbinder, Wellenleiter), Halbleiter (Spannfutterkomponenten, Heizungen), Sanitär & Schifffahrt (Fittings, Ventile) und Luft- und Raumfahrt (leitfähige Komponenten).
-
Ist die Bearbeitung von Kupferlegierungen schwieriger als die von reinem Kupfer?
Ja, die Bearbeitung von Kupferlegierungen ist im Allgemeinen anspruchsvoller als die von reinem Kupfer. Kupferlegierungen enthalten oft Zusätze, die die Härte und Festigkeit erhöhen, was das Schneiden und Formen erschwert.
-
Welche Faktoren beeinflussen die Bearbeitungsschwierigkeit von Kupferlegierungen?
Der Schwierigkeitsgrad der Bearbeitung hängt von Faktoren wie beispielsweise Folgendem ab:
Legierungszusammensetzung: Ein höherer Legierungsanteil erhöht Härte und Zähigkeit.
Materialhärte: Härtere Legierungen führen zu schnellerem Werkzeugverschleiß.
Wärmeleitfähigkeit: Eine geringere Wärmeleitfähigkeit kann zu Wärmestau führen.
Duktilität und Zähigkeit: Diese Eigenschaften beeinflussen die Spanbildung und den Werkzeugverschleiß.
Anforderungen an die Oberflächenbeschaffenheit: Engere Toleranzen erfordern eine präzisere Bearbeitung.
