| Prozessparameter | Technische Leistungsfähigkeit |
|---|---|
| Klemmkraft | 160 Tonnen bis 1.200 Tonnen (Kaltkammer & Heißkammer) |
| Schrotgewicht (Aluminium) | 0,1 kg bis 8,5 kg (Automatische Schöpfkelle) |
| Standard-Gusstoleranz | ISO 8062-3 (CT5 – CT7 Güteklasse) | ±0,15 mm pro 100 mm |
| Werkzeugnormen | H13, 1.2344 oder Dievar-Stahl; Standard-LKM- oder kundenspezifische Sockel |
| Oberflächengüte | Ra 0,8 bis 3,2 μm (im Gusszustand); SPI-C1 bis A2 (nachbearbeitet) |
| Verfügbare Legierungen | Aluminium (ADC12, A380), Zink (Güten 3, 5), Magnesium (AZ91D) |
| Sekundärbearbeitung | Hochgeschwindigkeits-CNC-Fräsen (4-Achsen), Gewindeschneiden und Präzisionsbohren |
| Qualitätssicherung | Röntgenporositätsprüfung, Spektrometeranalyse und CMM-Validierung |
Hochwertiger kundenspezifischer Druckguss für Metallteile
Wir bieten maßgeschneiderte Druckgusslösungen für Aluminium, Zink und Magnesium und kombinieren Präzisionswerkzeuge mit stabiler Serienfertigung. Unser optimierter Prozess gewährleistet zuverlässige und kostengünstige Bauteile, die Ihre Produktentwicklung beschleunigen und Ihre Marke stärken.

ISO 9001
Qualitätszertifiziert
5-15 Tage
Übliche Lieferzeit
24 Stunden
Schnelles Angebotserstellen
±0,01 mm
Toleranz
Druckgusslegierungen
Industrielle Gusswerkstoffe
Wir verwenden hochwertige Nichteisenmetalle, die speziell für den Hochdruckguss ausgewählt wurden und so eine überlegene Dimensionsstabilität, Wärmeableitung und strukturelle Integrität für missionskritische Bauteile gewährleisten.
Aluminiumgusslegierungen
Der Industriestandard für leichte, hochfeste Bauteile. Hervorragende Wärmeleitfähigkeit und Korrosionsbeständigkeit für Anwendungen im Automobil- und Gehäusebau.
ADC12 / A380
A360 (Hohe Korrosion)
AlSi12
Magnesiumlegierungen
Extrem leichtes Material mit optimalem Verhältnis von Festigkeit zu Gewicht. Ideal für tragbare Elektronik und Bauteile in der Luft- und Raumfahrt, wo jedes Gramm zählt.
AZ91D
AM60B
Hochdämpfende Legierungen
Zink & Legierungen
Die hervorragende Fließfähigkeit ermöglicht geringere Wandstärken und engste Toleranzen. Ausgezeichnete Beschichtungseigenschaften und hohe Schlagfestigkeit.
Lasten 3 / Lasten 5
ZA-8 / ZA-27
Hochpräzisions-Zink
Legierungen für das Wärmemanagement
Spezielle Aluminiumlegierungen mit optimiertem Siliziumgehalt zur Maximierung der Wärmeübertragung in LED-Gehäusen und Kühlkörpern für Netzteile.
Hochtemperatur (AlSi9)
Kupferarme Legierungen
Leitfähige Güteklassen
Duktile und Strukturlegierungen
Entwickelt für Bauteile, die eine hohe Dehnung und Energieabsorption erfordern, um Sprödbrüche in sicherheitsrelevanten Automobilbaugruppen zu verhindern.
Silafont-36
Castasil-37
Wärmebehandelbare Sorten
Oberflächenbehandlungsoptionen
Umfassende Nachbearbeitungsverfahren zur Verbesserung der Ästhetik, der Salzsprühbeständigkeit und der Oberflächenhärte von Gussteilen.
Elektrotauchlackierung / Pulverbeschichtung
Anodisieren (Typ II/III)
Chromat-Umwandlung
Ausstellung von Druckgussteilen
Hochleistungs-Druckgussteile
Rapid Model liefert Hochleistungsprototypen und Serienteile unter Verwendung fortschrittlicher Druckgusstechnologie und verkürzt so Ihre Fertigungszyklen erheblich.
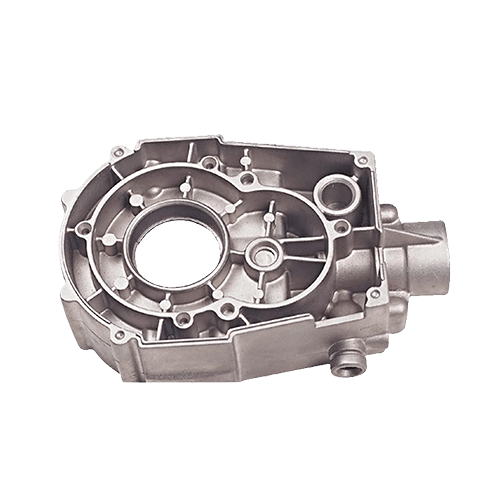
Motorgehäuse
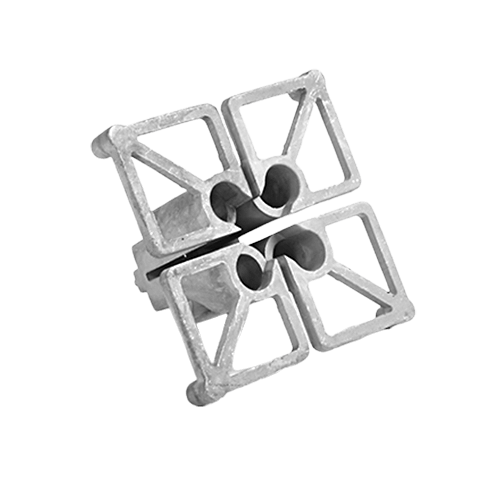
Zylindrische Teile
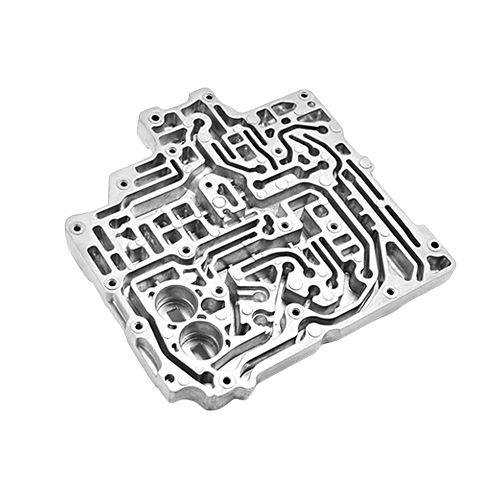
Gehäuse des Hydrauliksteuerventils
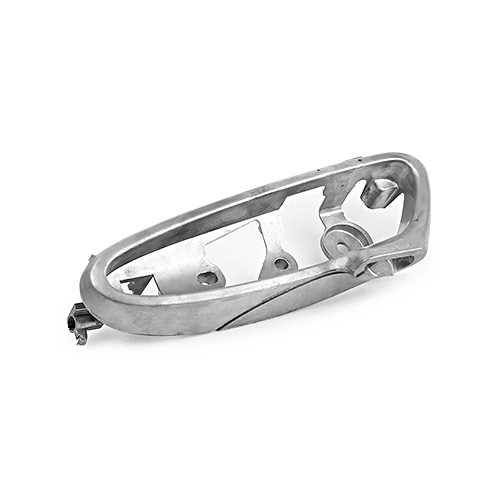
Strukturelle Stützhalterung

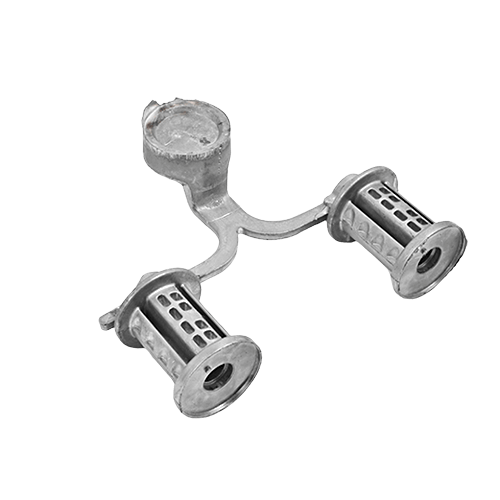
Kolbenpumpe
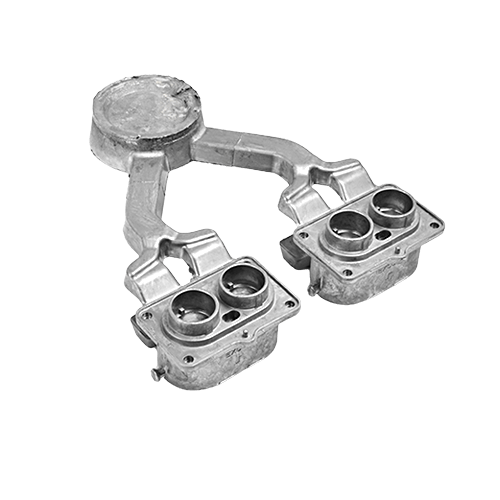
Zweikammer-Komponente
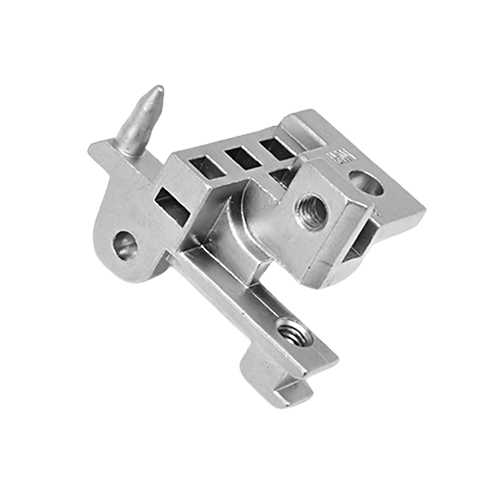
Komplexe Schwenkhalterung
Kühlkörper
Fertigungsdienstleistungen
Komplette Druckgusslösungen
Von der schnellen Prototypenentwicklung bis zur Serienfertigung bieten wir umfassende Expertise im Bereich Druckguss mit Fokus auf strukturelle Integrität und engste Toleranzgenauigkeit.
DFM & Formenbau
Fachkundige Bewertung der Bauteilgeometrie zur Optimierung der Angussplatzierung und der Kühlkanäle, wodurch Porosität und Turbulenzen während des Einspritzvorgangs minimiert werden.
Fähigkeiten
Umfassende Formfüllsimulation zur Vorhersage und Vermeidung von Schwindung oder Lufteinschlüssen vor dem Zuschnitt des Stahls.
- Formfüllanalyse (Magma/AnyCasting)
- Optimierung des Tor- und Laufschienensystems
- Überprüfung von Entformungswinkel und Wandstärke
Hochdruck-Druckguss (HPDC)
Einsatz von automatisierten Kalt- und Warmkammermaschinen (160T bis 1200T) für eine gleichbleibende Teiledichte und schnelle Produktionszyklen.
Produktionsmaßstab
Skalierbare Fertigung von Aluminium-, Zink- und Magnesiumlegierungen mit Echtzeit-Prozessüberwachung.
- Werkzeuge für die Serienfertigung mit mehreren Kavitäten
- Vakuumunterstützte Gießoptionen
- Automatisierte Gießpfannen- und Sprühsysteme
CNC-Nachbearbeitung nach dem Gießen
Sekundäres CNC-Fräsen und -Drehen zur Erzielung kritischer Toleranzen und ebener Oberflächen, die durch den Gießprozess allein nicht erreicht werden können.
Präzision
Spezielle Vorrichtungen für die Hochgeschwindigkeits-Sekundärbearbeitung gewährleisten die präzise Ausrichtung der einzelnen Elemente und enge Passungen.
- Gewindeschneiden und Präzisionsreiben
- Vorrichtung für kritische Passflächen
- Bohrungen mit engen Toleranzen (bis zu ±0,01 mm)
Oberflächenbehandlung und Beschichtung
Integrierte Oberflächenbearbeitungsdienstleistungen zur Verbesserung der Korrosionsbeständigkeit, der Oberflächenhärte und der ästhetischen Qualität des Endprodukts.
Oberflächenbehandlung
Professionelle Oberflächenbehandlungen, geeignet für Außenumgebungen und industrielle Anwendungen mit hoher Beanspruchung.
- Pulverbeschichtung & KTL-Beschichtung
- Anodisierung und Chromatierung
- Kugelstrahlen & Vibrationsentgraten
Qualitätssicherung und Messtechnik
Strenge Validierungsprotokolle gewährleisten die strukturelle Integrität und die Einhaltung der Abmessungen in jeder Produktionscharge.
Überprüfung
Materialrückverfolgbarkeit und Erkennung interner Defekte mithilfe modernster Prüfgeräte.
- Röntgenporositätsprüfung
- Maßprüfung mit Koordinatenmessgerät
- Spektrometer-Legierungsanalyse
Montage & Bausatz
Wertschöpfende Sekundärbearbeitungen wie Hardwareeinbau, Komponentenmontage und kundenspezifische Schutzverpackung.
Integration
Reduzierung der Komplexität der Lieferkette durch die Lieferung einbaufertiger Unterbaugruppen.
- Helicoil- und Gewindeeinsatzmontage
- Dichtungsintegration
- Kundenspezifische Einzelhandels- oder Schutzausrüstung
Unsere Einrichtung
Kundenspezifischer Druckguss direkt vom Hersteller
Wir bieten professionelle Gießereidienstleistungen mit einem optimierten Arbeitsablauf und liefern Ihre fertigen Teile in nur 5–10 Tagen.

Druckguss-Produktionslinie
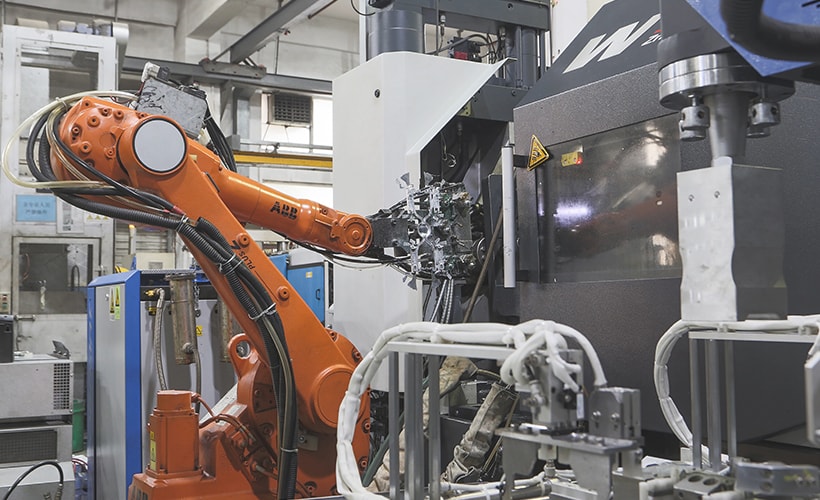
Präzisions-Druckgussfabrik
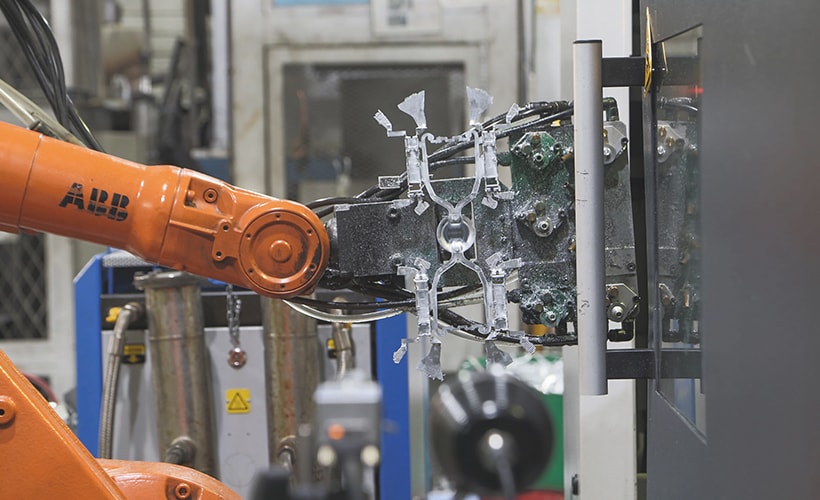
Präzisions-Druckgussmaschinen

Produktionsstätte
Technische Spezifikationen
Druckgusskapazitäten
Unsere Anlage nutzt eine Reihe von Kalt- und Warmkammermaschinen, die für Nichteisenmetalle optimiert sind und ein ausgewogenes Verhältnis zwischen Strukturdichte, hoher Bearbeitungsgeschwindigkeit und sekundärer CNC-Präzision bieten.
Fallstudien zum Druckguss
Technische Lösungen für komplexe Metallbauteile
- Antriebsstrang für Kraftfahrzeuge
- LED-Beleuchtung
- Industriehardware
- Handheld-Elektronik

Automobilsektor
Strukturelles Übertragungsgehäuse
Projektschwerpunkt: Porositätskontrolle und Gewichtsreduzierung
LEGIERUNG
Aluminium ADC12
MASCHINE
800T Kaltkammer
MENGE
25.000 Stück/Jahr
Die technische Herausforderung
Ein Tier-2-Zulieferer benötigte eine Getriebeabdeckung mit integrierten Ölkanälen. Die größte Herausforderung bestand darin, die strukturelle Dichte beizubehalten, um Ölleckagen unter hohem Druck zu verhindern und gleichzeitig die Wandstärke zu reduzieren, um die Gewichtsvorgaben für das Fahrzeug zu erfüllen.
- Beseitigung der Gasporosität in Übergangszonen von dicken zu dünnen Schichten.
- Einhaltung einer Toleranz von ±0,05 mm an den Passflächen nach der Bearbeitung.
- Gewährleistung der Beständigkeit gegen Salznebel bei Unterbodenbeanspruchung.
Unsere Lösung
Wir optimierten das Angusskanalsystem mithilfe einer Magma-Simulation, um eine laminare Strömung zu gewährleisten. Durch die Anwendung eines Vakuumgießverfahrens wurde die Luft aus dem Formhohlraum entfernt, wodurch die Bauteildichte deutlich erhöht wurde.
- Werkzeuge: Gehärteter H13-Stahl mit konturnaher Kühlung.
- Sekundär: 4-Achs-CNC-Fräsen für präzise Bohrungsausrichtung.
- QC: 100%ige Dichtigkeitsprüfung und stichprobenartige Röntgenkontrollen.

Außenbeleuchtung
Hocheffizienter Kühlkörper für Straßenlaternen
Schwerpunkt: Dünnrippengeometrie & Wärmeableitung
LEGIERUNG
Hochtemperatur-Aluminium
BEENDEN
UV-beständige Pulverbeschichtung
FIN COUNT
42 Kühlrippen
Technische Herausforderung
Der Kunde benötigte einen großflächigen Kühlkörper mit hochdichten Lamellen, die an den Spitzen nur 1,5 mm dick waren. Herkömmliche Gussverfahren führten häufig zu sogenannten Kaltverklebungen, da das Metall die engen Lamellenzwischenräume nicht vollständig ausfüllte.
- Sicherstellung der vollständigen Füllung von 42 separaten vertikalen Lamellen.
- Verhindern von Bauteilverzug über eine Länge von 500 mm.
- Erreichen einer kosmetischen Oberflächenqualität der Klasse A für die Gehäuseaußenseite.
Technische Ausführung
Wir erhöhten den Einspritzdruck und verwendeten ein Mehranguss-Zuführsystem. Präzise Werkzeugtemperaturregler sorgten dafür, dass die Werkzeugoberflächen die optimale Temperatur für einen gleichmäßigen Materialfluss in die dünnwandigen Abschnitte aufwiesen.
- Verfahren: Hochgeschwindigkeitseinspritzung mit Echtzeitüberwachung.
- Abschluss: Automatisiertes Kugelstrahlen für gleichmäßige Oberflächen.
- Testen: Validierung der Wärmeleitfähigkeit der Legierungscharge.

Industriesysteme
Präzisions-Zink-Verriegelungsgehäuse
Fokus: Hohe Zyklenfestigkeit und Beschichtungsqualität
LEGIERUNG
Lasten 3
VERFAHREN
Heißkammerguss
TOLERANZ
±0,03 mm
Technische Herausforderung
Ein Unternehmen für industrielle Sicherheitstechnik benötigte ein komplexes Schlossgehäuse mit internen Gleitschienen. Die Zinklegierung musste eine hohe Schlagfestigkeit und eine absolut glatte Innenbohrung für die mechanische Bewegung gewährleisten.
- Beibehaltung komplexer interner Geometrien ohne sekundäre CNC-Bearbeitung.
- Bereitstellung einer Grundfläche, die sich für eine dekorative Verchromung eignet.
- Keine Anforderungen an den Grat für interne bewegliche Teile.
Unsere Lösung
Durch den Einsatz einer Heißkammermaschine konnten extrem kurze Zykluszeiten und hohe Präzision erzielt werden. Wir haben die Form mit hydraulischen Kernziehern konstruiert, um die internen Kanäle in einem einzigen Arbeitsgang zu formen.
- Schimmel: Mehrfachkavitätenwerkzeug zur Maximierung des Durchsatzes.
- Abschluss: Vibrationsentgraten und stromlose Vernickelung.
- Montage: Einbau des Presspasslagers inklusive.
Mobile Elektronik
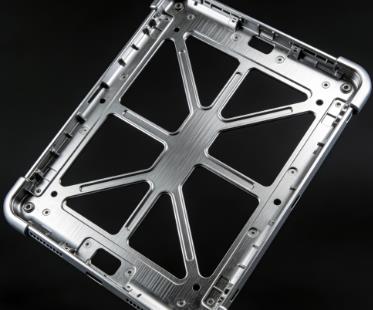
Tablettengehäuse aus Magnesiumlegierung
Schwerpunkt: Ultradünne Wände & EMI-Abschirmung
LEGIERUNG
Magnesium AZ91D
WAND DICKE
0,8 mm – 1,2 mm
MASCHINE
250T Kaltkammer
Technische Herausforderung
Ein führender Elektronikhersteller benötigte einen Magnesiumrahmen zur Gewährleistung von EMI-Abschirmung und struktureller Steifigkeit. Das Bauteil war extrem groß und dünn, wodurch es anfällig für Fehlstellen und Verformungen durch thermische Kontraktion war.
- Erreichen von Wandstärken unter 1,0 mm über große Flächen.
- Kontrolle der hohen Entflammbarkeit und der schnellen Abkühlung von Magnesium.
- Oberflächenvorbereitung für hochwertige Soft-Touch-Lacke.
Präzisionstechnik
Wir setzten ein spezielles Thixomolding-Verfahren bzw. eine Hochgeschwindigkeits-Injektion unter Schutzgasatmosphäre ein. Dadurch wurde sichergestellt, dass die Legierung vor der Erstarrung alle Bereiche der Form erreichte.
- Material: AZ91D für die beste Balance zwischen Durchfluss und Festigkeit.
- Nachbearbeitung: Mikrolichtbogenoxidation (MAO) zur Korrosionsbehandlung.
- Stabilität: Vakuumwärmebehandlung zur Entlastung innerer Spannungen.
Kundenstimmen
Ehrliches Feedback von unseren globalen Partnern
Praxiserfolge beim Hochdruck-Druckguss in den Bereichen Automobil, Industrie und Konsumgüter.
★★★★★
Die innere Dichte der ADC12-Bauteile ist ausgezeichnet. Wir führten Röntgenschnittuntersuchungen durch und stellten in den Ansatzbereichen keine kritische Porosität fest. Die Angusskanalgestaltung optimierte die Füllung deutlich. Wir sind mit den T1-Proben sehr zufrieden.
★★★★☆
Ihr DFM-Bericht war sehr gründlich und identifizierte ein potenzielles Kaltschweißproblem in unserer Rippenkonstruktion. Wir haben die Entformungswinkel gemäß ihrer Empfehlung angepasst. Die Teile sind einwandfrei, obwohl die anfängliche Werkzeugfertigungszeit etwas länger war als angegeben.
★★★★★
Beeindruckende Bearbeitungszeit für ein Kaltkammerprojekt. Innerhalb von 30 Tagen nach der Formenfreigabe lagen uns die Teile in Kalifornien vor. Die Oberflächenbeschaffenheit ist gleichmäßig und mit minimaler Vorbereitung bereit zum Anodisieren. Die Kommunikation war durchweg zuverlässig.
★★★★★
Die Zamak-3-Gussteile weisen eine sehr glatte Oberfläche auf, was für unseren Verchromungsprozess unerlässlich ist. Wir konnten unsere Ausschussquote im Vergleich zu unserem vorherigen Lieferanten deutlich reduzieren. Sehr empfehlenswert für dekorative Beschläge.
★★★★★
Die hohe Wiederholgenauigkeit von Charge zu Charge ist die größte Stärke. Wir haben drei separate Serien mit jeweils 10.000 Einheiten bestellt, und die Abmessungen haben sich nicht verändert. Die Verpackung für den Seetransport war robust – keine Oxidation oder Beschädigungen bei Ankunft.
★★★★☆
Wir haben ihren Magnesiumguss-Service für einen leichten Rahmen genutzt. Die Gewichtsersparnis entsprach exakt der Modellrechnung. An einigen Teilen gab es geringfügige Grate an der Trennlinie, die jedoch die Montage nicht beeinträchtigten. Der technische Support war gut.
★★★★★
Alles aus einer Hand: Guss und CNC-Bearbeitung. Dadurch, dass ein und dasselbe Werk sowohl das Rohgussteil als auch die Präzisionsfräsung der Lagersitze übernimmt, konnten wir unsere Montageprobleme lösen. Die Preise für die kombinierte Leistung sind sehr fair.
★★★★☆
Hochwertiger Dünnwandguss. In der ersten Woche gab es ein kleines Missverständnis bezüglich des Legierungszertifikats, aber das Team hat die Dokumentation umgehend korrigiert. Die Qualität des Endprodukts ist hervorragend.
Effizienter Kollaborationsprozess
Individuelle Druckgussteile – ganz einfach
Mit unserem optimierten und hocheffizienten Produktionsprozess bringen Sie Ihre Teile schneller auf den Markt. Wir kümmern uns um die Komplexität, damit Sie sich auf das Wachstum Ihrer Marke konzentrieren können.
01
Angebot & DFM
Laden Sie STP/DXF-Dateien hoch, um sofort Preis- und Herstellbarkeitsanalysen durchzuführen.
02
Designoptimierung
Unsere Ingenieure optimieren das Design im Hinblick auf Kosteneffizienz und Produktionsgeschwindigkeit.
03
Präzisionsfertigung
Modernste Ausrüstung und fachkundige Ingenieurskunst.
04
Qualitätsvalidierung
CMM-Verifizierung und standardisierte Inspektionsprotokolle nach ISO 9001.
05
Fertigstellung & Lieferung
Endbearbeitung der Oberflächen, Montage und weltweiter logistischer Versand.
Häufig gestellte Fragen
Wir gehen auf Ihre Anliegen ein
-
Kaltkammer vs. Heißkammer: Worin liegt der Unterschied?
Die Wahl hängt vom Schmelzpunkt des Metalls ab.
Heißkammer: Wird für niedrigschmelzende Metalle wie Zink verwendet. Der Mechanismus ist in geschmolzenes Metall eingetaucht, was sehr schnelle Zyklen ermöglicht.
Kaltkammer: Wird für hochschmelzende Metalle wie Aluminium verwendet. Das Metall wird separat geschmolzen und in die Maschine geschöpft, um Hitzeschäden am Gerät zu vermeiden.
-
Druckguss oder CNC-Bearbeitung für Kleinserien?
CNC-Bearbeitung: Am besten geeignet für 1–50 Stück. Es vermeidet Werkzeugkosten, hat aber hohe Stückkosten.
Druckguss: Am besten geeignet für Stückzahlen ab 500. Die hohen anfänglichen Werkzeugkosten werden durch sehr niedrige Stückpreise und eine schnellere Produktion ausgeglichen.
-
Welche Toleranzen sind beim Druckguss möglich?
Standardmäßig werden beim Guss Toleranzen von ±0,05 mm bis ±0,1 mm eingehalten. Bei kritischen Passungen (wie z. B. Lagersitzen) gießen wir das Teil und verwenden anschließend eine sekundäre CNC-Bearbeitung, um eine Toleranz von ±0,01 mm zu erreichen.
-
Warum ist A380 die beliebteste Aluminiumlegierung?
A380 ist der „Allrounder“. Er bietet die optimale Balance zwischen Durchfluss (auch bei komplexen Formen), struktureller Festigkeit und Wirtschaftlichkeit. Er ist der Standard für Gehäuse in der Automobil- und Elektronikindustrie.
-
Wie lässt sich die Porosität kontrollieren?
Wir minimieren interne Luftblasen durch:
Vakuumgießen: Entfernen der Luft aus der Form vor dem Einspritzen.
Entlüftung: Konstruktion von Überlaufkanälen zum Entweichen von Gasen.
Simulation: Einsatz von Software zur Optimierung des Werkzeugdesigns vor Produktionsbeginn.
-
Welche Oberflächenveredelungen eignen sich am besten?
Pulverbeschichtung: Langlebig und in vielen Farben erhältlich.
Anodisieren: Am besten geeignet für Korrosionsbeständigkeit (führt in der Regel zu einer matten Oberfläche).
Chem-Film: Bietet Korrosionsschutz bei gleichzeitiger Aufrechterhaltung der elektrischen Leitfähigkeit.
E-Coating: Ideal für die Herstellung von Automobilteilen in großen Stückzahlen, die eine gleichmäßige Beschichtung erfordern.
-
Wird der 3D-Druck den Druckguss ersetzen?
Nein. Druckgussverfahren produzieren alle 30–60 Sekunden ein Teil, während 3D-Druck Stunden dauert. 3D-Druck eignet sich für Prototypen, Druckguss für die Serienfertigung. Beide Verfahren ergänzen sich: Zuerst wird der Prototyp gedruckt, anschließend wird die Serienversion gegossen.
-
Was ist Druckguss und wofür wird er verwendet?
Was ist Druckguss?
Druckgießen ist ein hocheffizientes Metallverarbeitungsverfahren, bei dem flüssiges Metall unter hohem Druck in eine präzise Stahlform (Druckgussform) eingespritzt wird. Nach dem Erstarren wird das Bauteil mit hoher Maßgenauigkeit, glatter Oberfläche und ausgezeichneter Wiederholgenauigkeit entnommen. Das Verfahren wird am häufigsten für Nichteisenmetalle wie Aluminium, Zink und Magnesium eingesetzt.
Wozu wird Druckguss verwendet?
Das Druckgussverfahren dient vorwiegend der Herstellung von maßgenauen Metallteilen in großen Stückzahlen mit komplexen Geometrien. Es findet breite Anwendung in Branchen, die Festigkeit, Präzision und Kosteneffizienz in großem Maßstab erfordern.
