Vorsichtsmaßnahmen für die CNC-Bearbeitung
CNC-Bearbeitung Die CNC-Bearbeitung zählt zu den zuverlässigsten Fertigungsmethoden für hochpräzise Metall- und Kunststoffteile. Sie findet breite Anwendung in der Robotik, Automatisierungstechnik, Medizintechnik, Luft- und Raumfahrt, Automobilindustrie und im Maschinenbau. Doch selbst mit modernsten CNC-Maschinen hängt der Erfolg der Bearbeitung nicht allein von der Maschine ab. Er hängt auch von einer sorgfältigen Konstruktionsprüfung, der Materialauswahl, der Toleranzkontrolle, der Werkstückspannung, der Werkzeugwegplanung, der Oberflächenbearbeitung und der Qualitätskontrolle ab.
Für Ingenieure, Produktentwickler und Einkaufsteams kann das Verständnis der wichtigsten Vorsichtsmaßnahmen bei der CNC-Bearbeitung dazu beitragen, Fertigungsrisiken zu reduzieren, unnötige Kosten zu vermeiden und die Lieferzuverlässigkeit zu verbessern. Schnellmodell ist ein in Shenzhen ansässiger CNC-Bearbeitungsanbieter, der Kunden mit CNC-Bearbeitung, Mehrachsenbearbeitung, Oberflächenveredelung, Qualitätsprüfberichten, Materialzertifizierungen und bei Bedarf Erstmusterprüfungen unterstützt.
1. Überprüfen Sie die Konstruktion vor der Bearbeitung
Die erste Vorsichtsmaßnahme bei der CNC-Bearbeitung ist die sorgfältige Überprüfung des Designs vor Produktionsbeginn. Ein 3D-Modell mag auf dem Bildschirm korrekt erscheinen, doch nicht jedes Merkmal lässt sich einfach oder kostengünstig bearbeiten. Tiefe Kavitäten, dünne Wände, scharfe Innenkanten, sehr kleine Bohrungen und komplexe Hinterschnitte können die Bearbeitungszeit, den Werkzeugverschleiß und das Produktionsrisiko erhöhen.
Eine ordnungsgemäße Prüfung der fertigungsgerechten Konstruktion (Design for Manufacturing, DMF) sollte klären, ob das Bauteil mit Standardwerkzeugen bearbeitet werden kann, ob die Aufspannrichtung sinnvoll ist und ob kritische Merkmale nach der Bearbeitung geprüft werden können. Falls ein Bauteil eine 5-Achs-Bearbeitung, spezielle Vorrichtungen oder Werkzeuge mit großer Reichweite erfordert, muss dies vor Produktionsbeginn bestätigt werden.
Für optimale Ergebnisse sollten Kunden beides bereitstellen 3D-CAD Dateien und 2D-Zeichnungen. Das 3D-Modell definiert die Geometrie, während die 2D-Zeichnung kritische Toleranzen, Gewinde, Oberflächenbeschaffenheit, Werkstoffgüte, Wärmebehandlung und Prüfanforderungen festlegt.

2. Das richtige Material auswählen
Die Materialwahl hat einen direkten Einfluss auf die Bearbeitungsschwierigkeit, die Kosten, die Oberflächengüte und die Endleistung. Aluminiumlegierungen wie z. B. 6061 und 7075 werden häufig für leichte Gehäuse, Prototypen und Strukturbauteile verwendet. Edelstahl bietet eine gute Korrosionsbeständigkeit, ist aber schwieriger zu bearbeiten als Aluminium. Titan bietet hohe Festigkeit und geringes Gewicht, erfordert jedoch aufgrund von Wärmeentwicklung und Werkzeugverschleiß sorgfältige Schnittparameter. Technische Kunststoffe wie SEHEN, PA, PC Und SPÄHEN Außerdem sind unterschiedliche Bearbeitungsstrategien erforderlich, um Verformungen, Schmelzen oder Gratbildung zu reduzieren.
Vor der Bearbeitung müssen Werkstoffgüte, Härtegrad und Nachbehandlungsanforderungen geprüft werden. Beispielsweise kann Anodisieren die Abmessungen geringfügig beeinflussen, während Wärmebehandlungen zu Verformungen führen können. Sind nach der Oberflächenbehandlung enge Toleranzen erforderlich, muss dies bei der Prozessplanung berücksichtigt werden.
3. Unnötig enge Toleranzen vermeiden
Ein häufiger Fehler bei der CNC-Bearbeitung ist die Anwendung enger Toleranzen auf alle Maße. Enge Toleranzen erhöhen die Bearbeitungszeit, den Prüfaufwand und die Kosten. In vielen Fällen erfordern nur wenige funktionale Maße tatsächlich hohe Präzision.
Für nicht kritische Abmessungen gelten allgemeine Toleranznormen wie z. B. ISO 2768 ISO 2768 trägt dazu bei, Zeichnungen übersichtlich und praxisnah zu gestalten. Es wird häufig verwendet, um allgemeine Toleranzangaben für Maße zu vereinfachen, die keine individuellen Toleranzangaben erfordern.
Bei kritischen Merkmalen ist es in der Regel besser, genauer zu sein. Anstatt überall enge lineare Toleranzen anzugeben, verwenden Sie GD&T, wie zum Beispiel ASME Y14.5Um wichtige geometrische Merkmale wie Ebenheit, Parallelität, Rechtwinkligkeit, Konzentrizität oder Lage zu kontrollieren, ist dies wichtig. Dadurch versteht der Bearbeitungslieferant besser, welche Dimensionen die Funktion und Montage des Bauteils tatsächlich beeinflussen, anstatt jede Dimension als gleich kritisch zu betrachten. ASME beschreibt Y14.5 als einen wichtigen Standard für die Formulierung und Interpretation von GD&T-Anforderungen in technischen Zeichnungen und digitalen Produktdaten.
Die beste Vorgehensweise ist einfach: Toleranzen sollten so eng wie nötig, nicht so eng wie möglich sein. Zu strenge Toleranzen können die Kosten erhöhen, ohne die Funktion des Bauteils zu verbessern. Eine klare Kommunikation der Toleranzen hilft dem Bearbeitungslieferanten, das richtige Verfahren, die richtige Vorrichtung, das richtige Werkzeug und die richtige Prüfmethode auszuwählen.
4. Achten Sie auf Wandstärke und Bauteilsteifigkeit.
Dünne Wände sind schwierig zu bearbeiten, da sie unter Schnittkräften vibrieren, sich verformen oder bewegen können. Dies kann zu mangelhafter Oberflächengüte, Maßabweichungen oder sogar Ausschuss führen. Das Risiko ist besonders hoch bei der Bearbeitung von Aluminiumgehäusen, Elektronikgehäusen, leichten Halterungen und Kunststoffkomponenten.
Zur Verbesserung der Stabilität sollten Ingenieure unnötig dünne Wände vermeiden, insbesondere bei hohen oder ungestützten Wänden. Sind dünne Wände erforderlich, kann der CNC-Lieferant leichtere Schnittdurchgänge, spezielle Vorrichtungen oder angepasste Bearbeitungsabläufe einsetzen. In manchen Fällen kann eine Vorbearbeitung mit anschließender Schlichtbearbeitung nach Spannungsabbau die Maßstabilität verbessern.
Die Bauteilsteifigkeit sollte stets zusammen mit den Toleranzanforderungen geprüft werden. Ein dünnwandiges Bauteil mit engen Toleranzen ist zwar möglich, erfordert aber eine sorgfältigere Prozesskontrolle.
5. Werkstückspannung und Einrichtungsstrategie bestätigen
Die Werkstückspannung ist einer der wichtigsten Faktoren für die Genauigkeit der CNC-Bearbeitung. Selbst eine hochmoderne CNC-Maschine kann keine präzisen Teile fertigen, wenn das Werkstück nicht sicher eingespannt ist. Eine mangelhafte Spannvorrichtung kann Vibrationen, Bewegungen, Verformungen und Maßabweichungen verursachen.
Vor der Bearbeitung sollte der Lieferant festlegen, wie das Werkstück eingespannt wird, wie viele Aufspannungen erforderlich sind und welche Flächen als Bezugsflächen dienen. Mehrseitige Werkstücke erfordern unter Umständen mehrere Aufspannungen, während komplexe Bauteile von der 5-Achs-CNC-Bearbeitung profitieren können, um Positionierfehler zu minimieren.
Bei hochpräzisen Bauteilen ist die Bezugsstrategie besonders wichtig. Die Bearbeitungsbezugspunkte sollten so genau wie möglich mit den Zeichnungs- und Prüfbezugspunkten übereinstimmen. Dies verbessert die Konsistenz von der Bearbeitung bis zur Endprüfung.
6. Geeignete Schneidwerkzeuge und Werkzeugwege auswählen
Schneidwerkzeuge und Werkzeugwege beeinflussen Genauigkeit, Oberflächengüte, Bearbeitungseffizienz und Werkzeugstandzeit unmittelbar. Werkzeugdurchmesser, Werkzeuglänge, Beschichtung, Schnittgeschwindigkeit, Vorschub, Schnitttiefe und Kühlstrategie müssen optimal auf Material und Geometrie abgestimmt sein.
Für tiefe Kavitäten können lange Werkzeuge erforderlich sein, diese sind jedoch weniger steif und neigen eher zu Vibrationen. Kleine Werkzeuge ermöglichen die Bearbeitung feiner Details, sind aber bruchgefährdeter und erfordern niedrigere Schnittgeschwindigkeiten. Bei engen Innenradien muss der Werkzeugdurchmesser klein genug sein, um den erforderlichen Eckradius zu erreichen.
Die Werkzeugwegplanung ist ebenfalls entscheidend. Beim Schruppen wird der größte Teil des Materials effizient abgetragen, während die Schlichtbearbeitung die Endmaße und die Oberflächenqualität bestimmt. Bei Präzisionsteilen werden häufig Vorschlicht- und Schlichtbearbeitungen eingesetzt, um Genauigkeit und Stabilität zu verbessern.
7. Wärme, Spannung und Verformung kontrollieren
Bei der CNC-Bearbeitung entsteht durch den Schneidprozess Wärme. Wird diese nicht kontrolliert, kann sie die Maßgenauigkeit, die Werkzeugstandzeit und die Oberflächengüte beeinträchtigen. Edelstahl, Titan und Kunststoffe reagieren besonders empfindlich auf wärmebedingte Probleme.
Auch nach dem Abtragen von Material können innere Materialspannungen zu Verformungen führen. Dies tritt häufig bei großen Aluminiumplatten, dünnwandigen Bauteilen und asymmetrischen Strukturen auf. Um dieses Risiko zu minimieren, verwenden Lieferanten spannungsarm geglühtes Material, bearbeiten das Bauteil zunächst grob, lassen es sich stabilisieren und bearbeiten anschließend die kritischen Merkmale fein.
Kühlmittel, Schnittparameter und Bearbeitungsreihenfolge sollten materialabhängig gewählt werden. Eine gute Wärme- und Spannungsregulierung trägt zur Maßhaltigkeit und Oberflächenqualität bei.
8. Planen Sie die Oberflächenbearbeitung frühzeitig
Die Oberflächenveredelung sollte nicht vernachlässigt werden. Anodisieren, Pulverbeschichten, Kugelstrahlen, Polieren, Passivieren, Galvanisieren und Lackieren können allesamt Aussehen, Korrosionsbeständigkeit und Abmessungen beeinflussen.
Beispielsweise wird Anodisieren häufig für Aluminiumteile eingesetzt, kann aber je nach Schichtdicke geringfügige Maßänderungen verursachen. Pulverbeschichtung ist dicker als Anodisieren und sollte für Passflächen, Gewindebohrungen und Montagebereiche in Betracht gezogen werden. Falls ein Teil Oberflächen aufweist, die kosmetisch aufwendig sind, müssen diese Bereiche in der Zeichnung deutlich gekennzeichnet werden.
Wenn eine Oberflächenveredelung erforderlich ist, sollten die Kunden die Farbe, die Textur, den Glanzgrad, die Abdeckbereiche und die akzeptablen kosmetischen Standards angeben.
9. Planprüfung vor Produktionsbeginn
Die Qualitätskontrolle sollte vor Beginn der Bearbeitung geplant werden. Der Lieferant sollte wissen, welche Maße kritisch sind, welche Prüfmittel benötigt werden und welches Berichtsformat der Kunde wünscht.
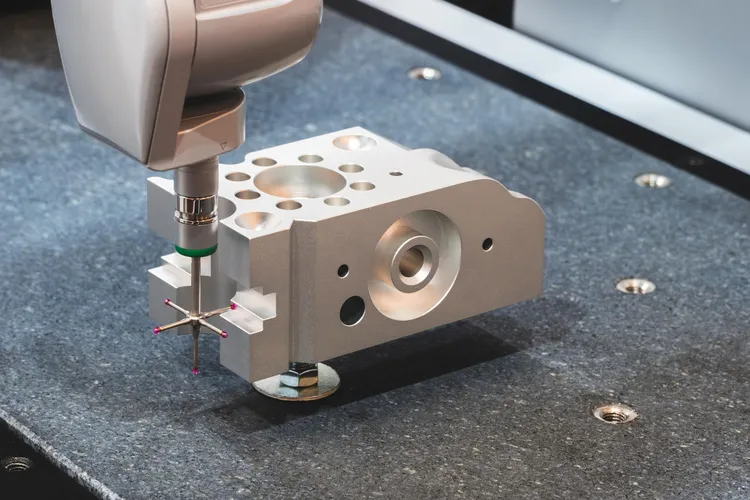
Gängige Prüfmethoden sind Messschieber, Mikrometer, Höhenmessgeräte, Gewindelehren und Stiftlehren. CMM-PrüfungOptische Inspektion und Oberflächenrauheitsprüfung werden durchgeführt. Für hochpräzise oder montagekritische Teile können Kunden außerdem Erstmusterprüfberichte, vollständige Maßprüfberichte, Materialzertifikate oder Oberflächenbeschaffenheitsdokumentationen anfordern.
Eine Erstmusterprüfung ist vor der Serienproduktion besonders sinnvoll, da sie dazu beiträgt, zu bestätigen, dass das erste bearbeitete Teil der genehmigten Zeichnung entspricht und dass der Produktionsprozess konsistent konforme Teile herstellen kann. SAE AS9102 Die Dokumentationsanforderungen für die Erstmusterprüfung werden festgelegt, wodurch die Erstmusterprüfung zu einer wichtigen Referenz für Projekte wird, die klare Qualitätsaufzeichnungen und Rückverfolgbarkeit erfordern.
Bei CNC-Bearbeitungsprojekten sind Prüfberichte und Materialzertifikate nicht nur Qualitätsnachweise, sondern unterstützen Kunden auch bei der Wareneingangsprüfung, der Montageabnahme und der Endkundenfreigabe. Rapid-Model bietet je nach Projektanforderungen Erstmusterprüfungen, Maßberichte, Materialzertifizierungen und kalibrierte Prüfunterstützung an.
Abschluss
CNC-Bearbeitung Hochpräzise und zuverlässige Bauteile lassen sich herstellen, jedoch nur, wenn der Prozess von der Konstruktionsprüfung bis zur Endkontrolle kontrolliert wird. Zu den wichtigsten Vorkehrungen gehören die Prüfung der Herstellbarkeit, die Wahl des richtigen Materials, die Vermeidung unnötig enger Toleranzen, die Optimierung der Werkstückspannung, die Auswahl geeigneter Werkzeuge, die Kontrolle von Wärme und Verformung, die Planung der Oberflächenbearbeitung und die Festlegung der Prüfanforderungen.
Bei kundenspezifischen CNC-gefertigten Teilen geht es nicht nur darum, ein Teil herzustellen, das der Zeichnung entspricht. Ziel ist es, ein Teil zu fertigen, das einwandfrei funktioniert, sich problemlos montieren lässt und in gleichbleibender Qualität geliefert werden kann.
Rapid-Model bietet CNC-Bearbeitung, 5-Achs-Bearbeitung, Oberflächenveredelung und Qualitätsprüfung aus Shenzhen, China. Wenn Sie komplexe Metall- oder Kunststoffteile entwickeln, unterstützt Sie unser Ingenieurteam gerne bei der Prüfung Ihrer Zeichnungen, der Bewertung von Fertigungsrisiken und bietet praxisorientierte Lösungen vom Prototyp bis zur Serienfertigung.
