Jenseits der Oberfläche: Ein umfassender Leitfaden zur Bedeutung und Verarbeitung des Anodisierens
In der modernen Fertigung bestimmen Lebensdauer und ästhetische Wirkung von Metallbauteilen oft die Wettbewerbsfähigkeit eines Endprodukts. Bei der Diskussion um die Verbesserung der Oberflächeneigenschaften von Metallen wie Aluminium und Titan, Anodisieren ist zweifellos einer der am häufigsten genannten Prozesse.
Doch was genau bedeutet Anodisieren? Worin unterscheidet es sich grundlegend von herkömmlichem Lackieren oder Galvanisieren? Dieser Artikel führt Sie in die mikroskopische Welt des Anodisierens und analysiert umfassend dessen Kern, Standardverfahren und neueste Trends. Ob Produktdesigner, Ingenieur oder Einkäufer – dieser Leitfaden bietet Ihnen wertvolle Einblicke.
I. Die wahre Bedeutung des Anodisierens
Viele glauben fälschlicherweise, Anodisieren sei lediglich ein Färbeverfahren – das ist eine sehr einseitige Sichtweise. Im Wesentlichen wird beim Anodisieren die Materialoberfläche nicht mit einer anderen Substanz bedeckt. Stattdessen bewirkt es durch eine elektrochemische Reaktion, dass sich spontan ein dichter Oxidfilm direkt auf der Metalloberfläche bildet.
Wenn wir die Bedeutung des Anodisierens in einem Satz zusammenfassen sollten, wäre das: die natürlichen Schwachstellen einer Metalloberfläche in einen unzerstörbaren Schutzschild zu verwandeln.
1. Elektrochemische Umwandlung aus mikroskopischer Sicht
In der Natur bildet Aluminium an der Luft eine extrem dünne, natürliche Oxidschicht (ca. 0,01–0,1 µm), die sehr empfindlich ist. Durch Anodisieren wird diese Reaktion beschleunigt, indem Gleichstrom in einem Elektrolyten angelegt wird. Die chemische Grundreaktion lässt sich vereinfacht wie folgt darstellen:
2Al + 3H₂O → Al₂O₃ + 3H₂
Diese künstlich erzeugte Aluminiumoxidschicht (Al₂O₃) kann Hunderte oder Tausende Male dicker sein als der natürliche Film (typischerweise zwischen 5 und 100 µm). Darüber hinaus ist sie vollständig mit dem Grundmetall verbunden und blättert nicht ab.
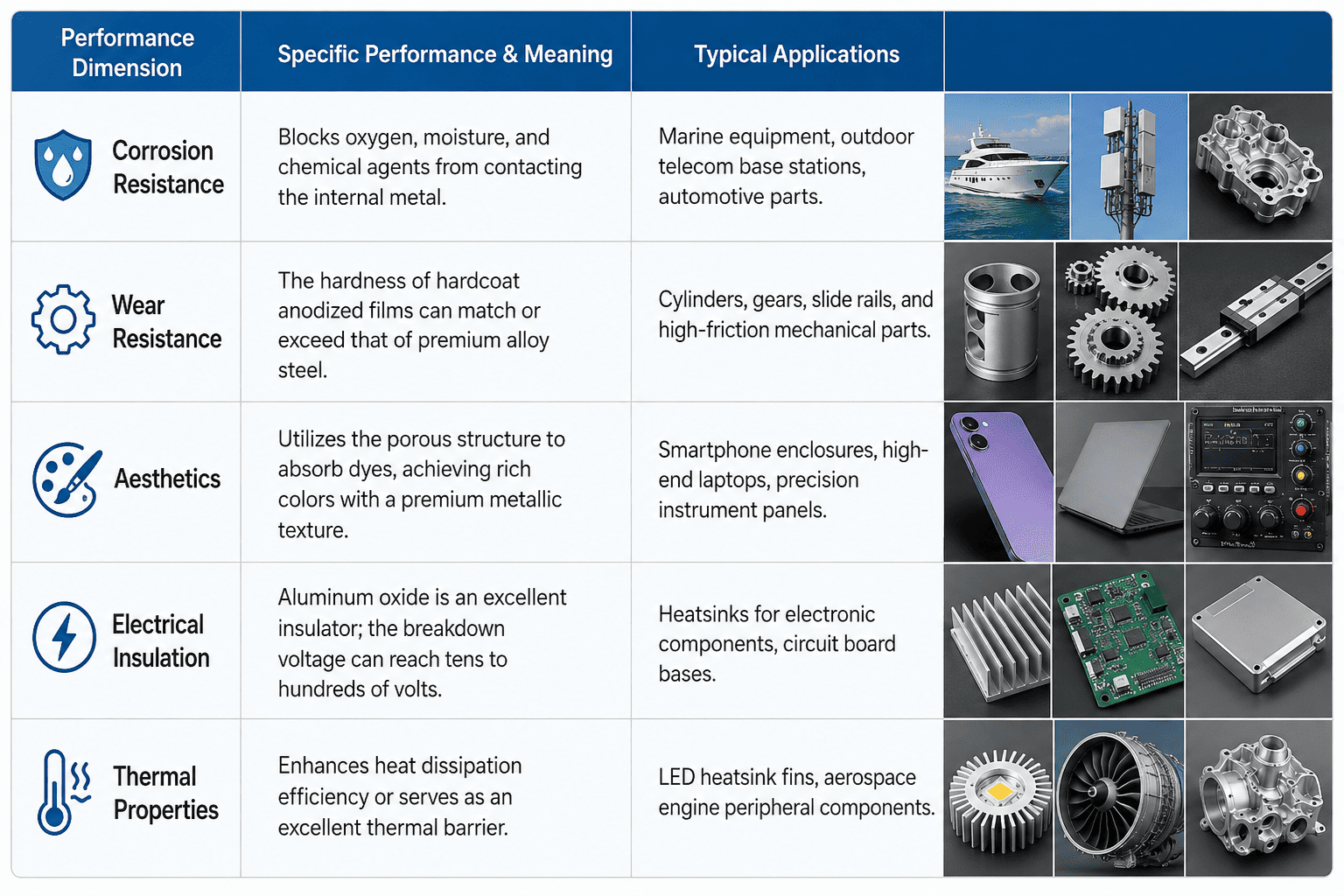
2. Der zentrale Mehrwert, den die Anodisierung für Produkte bietet
Im Industriedesign und in der mechanischen Fertigung spiegelt sich die Bedeutung der Wahl des Anodisierens vor allem in den folgenden fünf Dimensionen wider: II.
II. Die Standardverarbeitungsschritte des Anodisierens
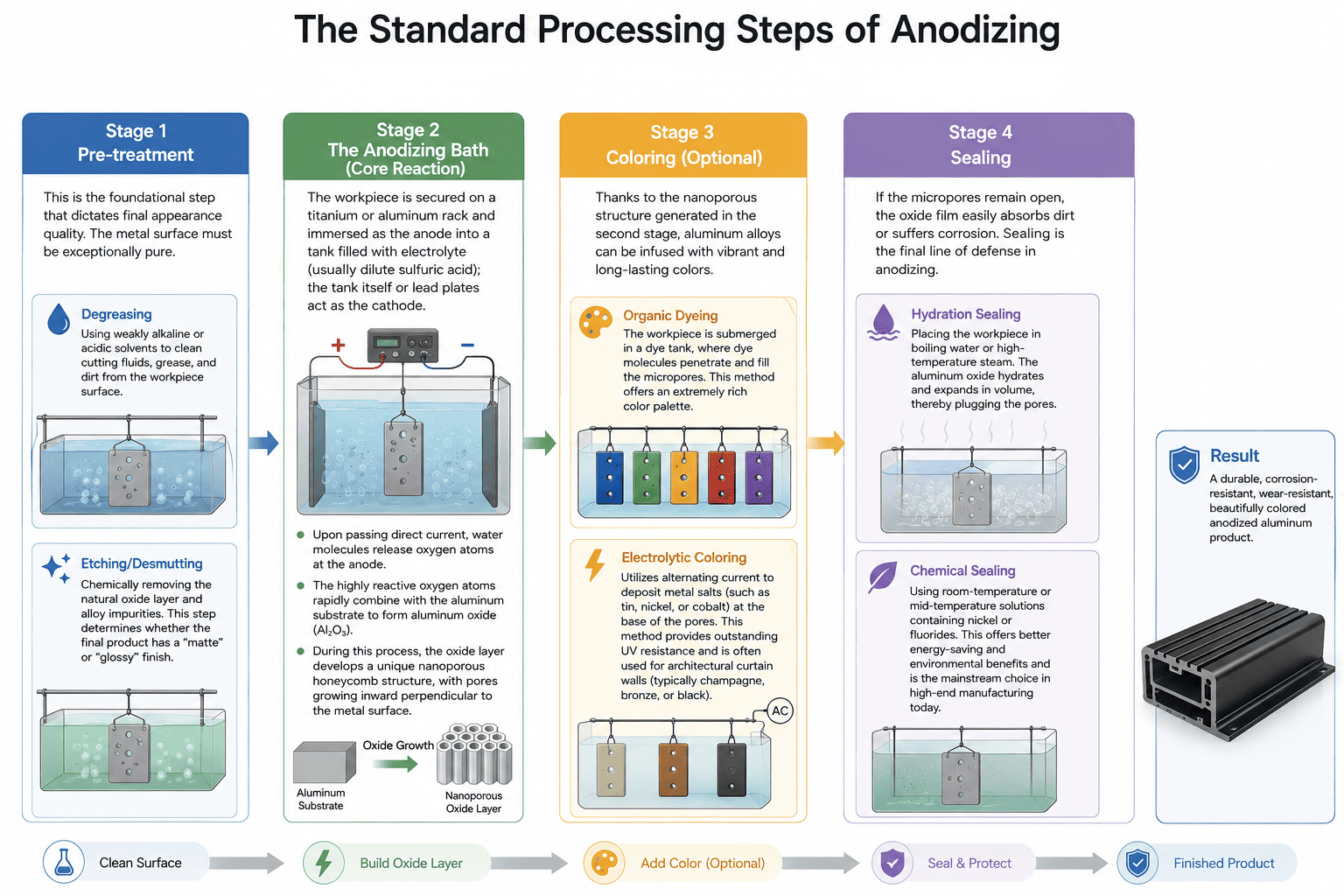
Hochwertige Anodisierungsergebnisse hängen von der präzisen Steuerung aller Prozessparameter (Temperatur, Spannung, Stromdichte, Zeit) ab. Eine vollständige und professionelle Anodisierungsanlage besteht typischerweise aus vier Kernstufen:
Phase 1: Vorbehandlung
Dies ist der grundlegende Schritt, der die endgültige Erscheinungsqualität bestimmt. Die Metalloberfläche muss außergewöhnlich rein sein.
Entfettung: Mit schwach alkalischen oder sauren Lösungsmitteln werden Kühlschmierstoffe, Fett und Schmutz von der Werkstückoberfläche entfernt.
Ätzen/Entfetten:Die natürliche Oxidschicht und Legierungsverunreinigungen werden chemisch entfernt. Dieser Schritt bestimmt, ob das Endprodukt eine matte oder glänzende Oberfläche erhält.
Phase 2: Das Anodisierungsbad (Kernreaktion)
Das Werkstück wird auf einem Gestell aus Titan oder Aluminium befestigt und als Anode in ein mit Elektrolyt (üblicherweise verdünnter Schwefelsäure) gefülltes Gefäß eingetaucht; das Gefäß selbst oder Bleiplatten dienen als Kathode.
Beim Anlegen von Gleichstrom setzen Wassermoleküle an der Anode Sauerstoffatome frei.
Die hochreaktiven Sauerstoffatome verbinden sich rasch mit dem Aluminiumsubstrat zu Aluminiumoxid (Al₂O₃).
Während dieses Prozesses entwickelt die Oxidschicht eine einzigartige nanoporöse Wabenstruktur, wobei die Poren senkrecht zur Metalloberfläche nach innen wachsen.
Schritt 3: Ausmalen [Optional]
Dank der in der zweiten Stufe erzeugten nanoporösen Struktur können Aluminiumlegierungen mit leuchtenden und lang anhaltenden Farben versehen werden.
Organisches Färben: Das Werkstück wird in ein Färbebad getaucht, wo Farbstoffmoleküle eindringen und die Mikroporen füllen. Dieses Verfahren ermöglicht eine extrem vielfältige Farbpalette.
Elektrolytische Färbung: Dabei werden Metallsalze (wie Zinn, Nickel oder Kobalt) mithilfe von Wechselstrom am Grund der Poren abgeschieden. Dieses Verfahren bietet eine hervorragende UV-Beständigkeit und wird häufig für architektonische Vorhangfassaden (typischerweise in Champagner-, Bronze- oder Schwarztönen) eingesetzt.
Phase 4: Abdichten
Bleiben die Mikroporen offen, nimmt die Oxidschicht leicht Schmutz auf oder korrodiert. Die Versiegelung ist die letzte Schutzmaßnahme beim Anodisieren.
Hydratationsversiegelung: Das Werkstück wird in kochendes Wasser oder Hochtemperaturdampf gelegt. Das Aluminiumoxid hydratisiert und dehnt sich aus, wodurch die Poren verstopft werden.
Chemische Versiegelung: Die Verwendung von Lösungen mit Nickel oder Fluoriden bei Raumtemperatur oder mittlerer Temperatur bietet bessere Energieeinsparungen und Umweltvorteile und ist heute die gängigste Methode in der High-End-Fertigung.
III. Arten der Anodisierung in der modernen Industrie
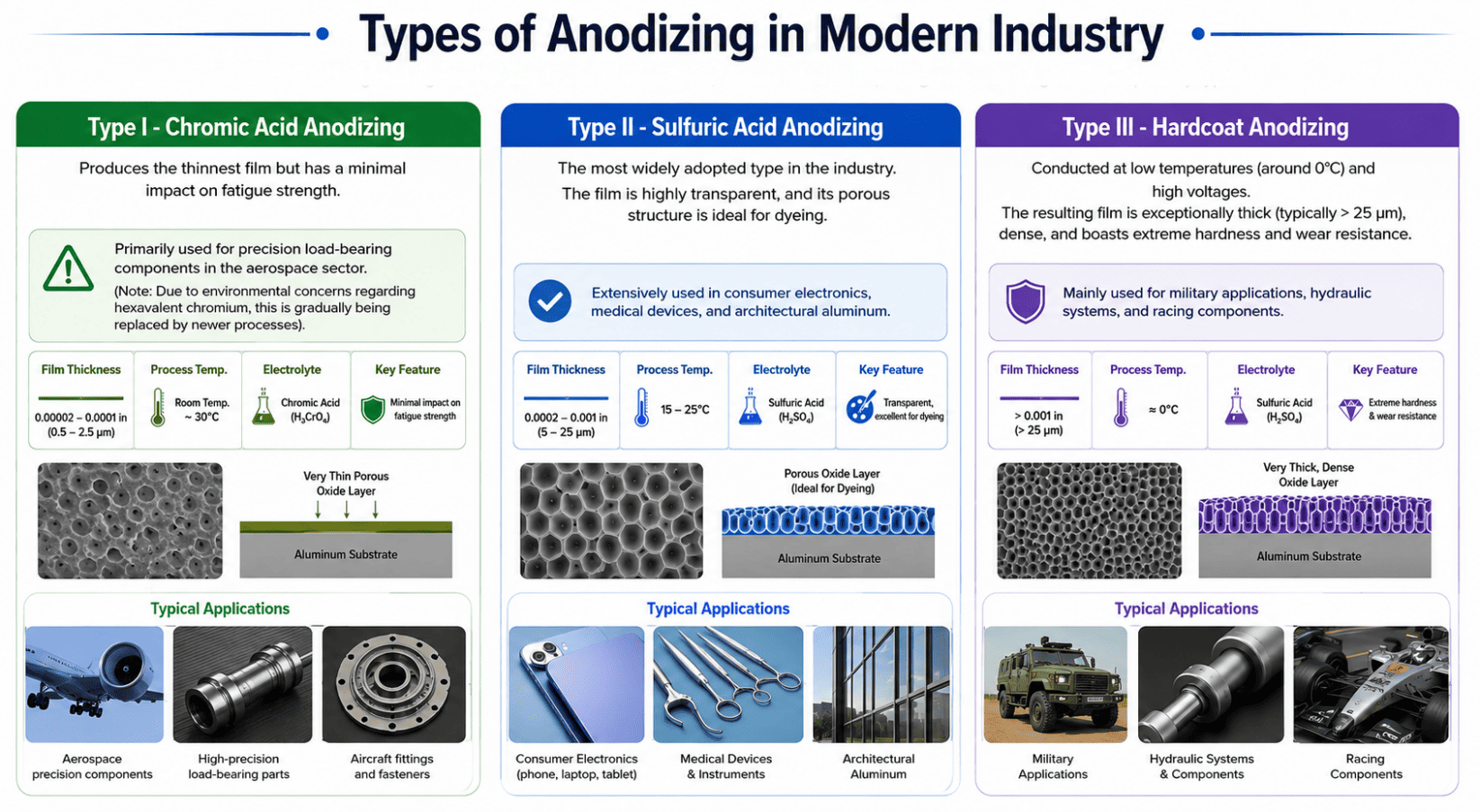
Um den vielfältigen technischen Anforderungen gerecht zu werden, internationale Standards (wie z. B. MIL-A-8625) kategorisieren das Anodisieren in drei Haupttypen:
Typ I – Chromsäureanodisierung: Erzeugt den dünnsten Film, hat aber nur minimale Auswirkungen auf die Dauerfestigkeit. Wird hauptsächlich für präzisionsgefertigte, lasttragende Bauteile in der Luft- und Raumfahrtindustrie eingesetzt. (Anmerkung: Aufgrund von Umweltbedenken hinsichtlich sechswertigem Chrom wird dieses Verfahren schrittweise durch neuere Verfahren ersetzt.)
Typ II – Schwefelsäureanodisierung: Die am weitesten verbreitete Folie in der Branche. Sie ist hochtransparent und ihre poröse Struktur eignet sich ideal zum Färben. Weit verbreitet ist sie in der Unterhaltungselektronik, in Medizingeräten und im architektonischen Aluminiumbau.
Typ III - Harteloxierung:Die Abscheidung erfolgt bei niedrigen Temperaturen (um 0 °C) und hohen Spannungen. Der resultierende Film ist außergewöhnlich dick (typischerweise > 25 µm), dicht und zeichnet sich durch extreme Härte und Verschleißfestigkeit aus. Hauptsächlich wird er für militärische Anwendungen, Hydrauliksysteme und Rennsportkomponenten eingesetzt.
IV. Branchenperspektiven: Zukunftstrends beim Anodisieren
Im Zeitalter rasanter technologischer Weiterentwicklungen wird das Anodisierungsverfahren kontinuierlich weiterentwickelt, um strengeren industriellen und ökologischen Anforderungen gerecht zu werden:
Mikro-Lichtbogenoxidation (MAO): Auch bekannt als Plasmaelektrolytische Oxidation (PEO). Dies ist ein fortschrittliches Verfahren, bei dem extreme Spannungen Mikroentladungen auf dem in situ wachsenden Oxidfilm auslösen. Dadurch entsteht eine keramische Verbundbeschichtung, die Leichtmetallen wie Magnesium und Titan eine beispiellose Korrosionsbeständigkeit und Isolierfähigkeit verleiht.
Umweltfreundliche Verarbeitung: Mit der Verschärfung der RoHS- und REACH-Vorschriften werden traditionelle Schwermetallbehandlungen (wie z. B. mit sechswertigem Chrom) und energieintensive Heißsiegelverfahren schrittweise abgeschafft. Sie werden durch chromfreie Passivierung, Niederspannungsanodisierung und umweltfreundliche Kaltsiegelverfahren ersetzt.
Funktionelle Nutzung von Nanoporen: Wissenschaftler und innovative Ingenieure nutzen die Nanoporen anodisierter Oberflächen, um Schmierstoffe (wie PTFE/Teflon) für selbstschmierende Oberflächen oder sogar antimikrobielle Mittel für High-End-Medizingeräte einzubringen.
Abschluss
Von den atemberaubenden Oberflächen von Unterhaltungselektronik bis hin zu den robusten Gehäusen von Tiefsee-Explorern – die Bedeutung des Anodisierens geht längst über eine einfache „Oberflächenbehandlung“ hinaus. Es ist die perfekte Verbindung von Materialwissenschaft und Elektrochemie und verleiht Metallen die Fähigkeit, Zeit und Umwelteinflüssen zu widerstehen.
Wenn Sie für Ihr nächstes Fertigungsprojekt eine Oberflächenbehandlungslösung benötigen, die Ästhetik, Präzision und höchste Haltbarkeit in Einklang bringt, ist Anodisieren zweifellos die beste Wahl.
Auf der Suche nach einem zuverlässigen Präzisionsfertigung und einen Partner für Anodisierungsdienstleistungen? Wir verfügen über eine branchenführende Lieferkette für CNC-Bearbeitung und Oberflächenveredelung. Dank strenger Toleranzvorgaben und umfassender Kenntnisse verschiedener Anodisierungsstandards (Typ II / Typ III) setzen wir Ihre Konstruktionspläne in makellose Produkte um. Kontaktieren Sie noch heute unser Ingenieurteam für eine kostenlose Projektbewertung und ein unverbindliches Angebot!
