Prinzipien und Prozesse der Drahterosion

Das Drahterodieren (Wire Discharge Machining, kurz WEDM) ist ein hochpräzises Verfahren zum Schneiden elektrisch leitfähiger Materialien. Im Gegensatz zum Fräsen oder Drehen arbeitet das Drahterodieren nicht mit mechanischer Schnittkraft. Es entfernt Material durch kontrollierte elektrische Funken, die zwischen einem dünnen, sich bewegenden Draht und dem Werkstück erzeugt werden. GF Machining Solutions beschreibt das Drahterodieren als einen Prozess, bei dem ein elektrischer Funke zwischen zwei leitfähigen Teilen erzeugt wird: dem Schneiddraht und dem zu entfernenden Material.
Dadurch eignet sich das Drahterodieren besonders für harte Metalle, dünne Strukturen, scharfe Innenecken und komplexe Profile, die mit herkömmlichen Schneidwerkzeugen schwer zu bearbeiten sind. Makino Es wird darauf hingewiesen, dass sich die Drahterosion für leitfähige Materialien jeder Härte eignet und dort sinnvoll ist, wo konventionelles Fräsen an seine Grenzen stößt. In der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie, der Robotik, dem Werkzeugbau und dem Anlagenbau wird die Drahterosion häufig eingesetzt, wenn Genauigkeit, Materialhärte und Geometrie wichtiger sind als eine hohe Abtragsgeschwindigkeit.
Bei Schnellmodell, einer Präzisionsfertigungsfabrik mit Sitz in Shenzhen, China, verwendet Drahterodieren zusammen mit CNC-BearbeitungRapid-Model bietet CNC-Drehen, CNC-Fräsen, Schleifen, Blechbearbeitung, 3D-Druck und Oberflächenbearbeitung zur Unterstützung von Prototypen- und Kleinserienfertigungsprojekten. Der CNC-Bearbeitungsservice von Rapid-Model zeichnet sich durch Toleranzen bis zu ±0,005 mm aus. ISO 9001 Qualitätsmanagement.
Wie Drahterodieren funktioniert
Das Grundprinzip des Drahterodierens ist die Funkenerosion. Eine dünne Drahtelektrode, üblicherweise aus Messing oder beschichtetem Messing, bewegt sich kontinuierlich entlang einer programmierten CNC-Bahn. Draht und Werkstück sind durch einen sehr kleinen Spalt getrennt und werden mit Funkenerosion gespült. dielektrische FlüssigkeitÜblicherweise wird deionisiertes Wasser verwendet. Beim Anlegen einer Spannung entsteht eine elektrische Entladung über den Spalt. Der Funke erzeugt intensive, lokal begrenzte Hitze, die eine mikroskopische Menge Material schmilzt oder verdampft.
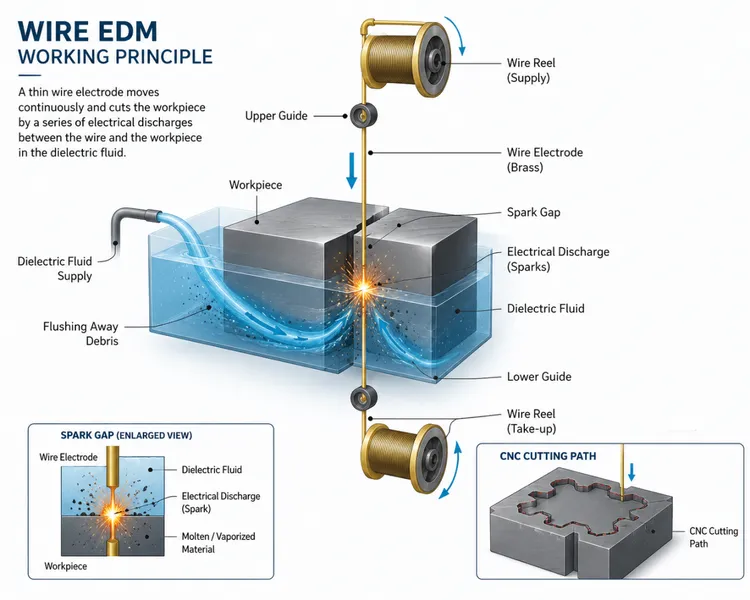
Der Draht berührt das Werkstück nie direkt. Nach jedem Entladungsvorgang kühlt die dielektrische Flüssigkeit den Bearbeitungsbereich und spült die abgetragenen Partikel weg. Dieser Zyklus wiederholt sich tausendfach pro Sekunde und erzeugt so schrittweise die gewünschte Form. Da kein direkter Schnittdruck wirkt, ermöglicht das Drahterodieren die Herstellung feinster Strukturen mit minimaler mechanischer Belastung und Verformung.
Hauptschritte beim Drahterodieren
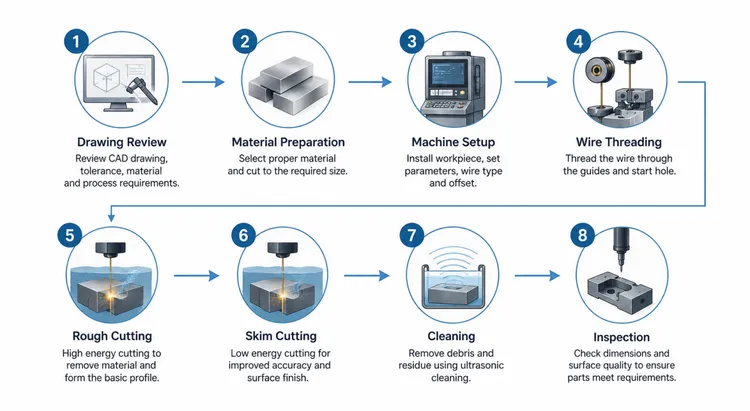
Designprüfung
Jedes Drahterodierprojekt beginnt mit der Prüfung der Zeichnung, des CAD-Modells, des Materials, der Dicke, der Toleranzen, der Oberflächenbeschaffenheit und der funktionalen Anforderungen. Die Ingenieure prüfen, ob das Bauteil für das Drahterodieren geeignet ist oder ob eine Kombination aus CNC-Bearbeitung und Schleifen erforderlich ist.
Das Drahterodieren eignet sich ideal für Durchgangsschnitte, schmale Nuten, Präzisionsprofile, gehärtete Werkstoffe und komplexe Innengeometrien. Allerdings muss der Werkstoff leitfähig sein, und für Innenprofile ist üblicherweise ein Startloch zum Einfädeln des Drahtes erforderlich.
Maschineneinrichtung
Das Werkstück wird sicher auf dem Maschinentisch fixiert. Obwohl beim Drahterodieren nur geringe Schnittkräfte entstehen, ist eine stabile Einspannung für die Genauigkeit dennoch wichtig. Der Bediener wählt Drahttyp, Drahtdurchmesser, dielektrische Eigenschaften, Spüldruck, Schnittstrategie und Entladungsparameter.
Die Maschine wendet außerdem eine Drahtversatzkompensation an, da der tatsächliche Schnittweg breiter als der Drahtdurchmesser ist.
Schneiden und Fertigstellen
Der erste Durchgang ist üblicherweise ein Schruppschnitt, bei dem das Hauptmaterial abgetragen und das Grundprofil geformt wird. Schruppschneiden erfordert eine höhere Entladungsenergie und schnellere Vorschubgeschwindigkeiten und ist daher effizient, kann aber eine rauere Oberfläche und eine dünne Wärmeeinflussschicht hinterlassen.
Eine gleichmäßige Spülung ist von entscheidender Bedeutung, da eine unzureichende Entfernung von Ablagerungen die Genauigkeit beeinträchtigen oder zu Drahtbrüchen führen kann.
Nach dem Schruppen verbessern ein oder mehrere Schlichtschnitte die Maßgenauigkeit und Oberflächenqualität. Schlichtschnitte entfernen nur eine geringe Materialmenge mit niedriger Entladungsenergie. Sie tragen dazu bei, die Oberflächenrauheit zu reduzieren, die Umwandlungsschicht zu entfernen und das Bauteil näher an die Endtoleranz heranzuführen.
Nach der Bearbeitung werden die Teile gereinigt und mit Mikrometern, Höhenmessgeräten, Koordinatenmessgeräten und Oberflächenrauheitsmessgeräten geprüft.
Vorteile des Drahterodierens
Mit Drahterodieren lassen sich harte, leitfähige Werkstoffe wie gehärteter Werkzeugstahl, Edelstahl, Titanlegierungen, Hartmetall, Kupferlegierungen und Nickellegierungen bearbeiten. Dies ist besonders vorteilhaft, wenn Teile vor der Endbearbeitung wärmebehandelt werden müssen.
Da es sich um ein berührungsloses Verfahren handelt, entsteht nahezu keine mechanische Schnittkraft. Dies trägt zum Schutz dünner Wände, empfindlicher Merkmale und Teile bei, die sich bei der konventionellen Bearbeitung verformen könnten.
Mit Drahterodieren lassen sich auch scharfe Innenkanten, schmale Schlitze, kleine Radien, komplexe Konturen und hochpräzise Durchgangsprofile herstellen. Dadurch eignet es sich für Werkzeuge, Formen, Vorrichtungen, Messgeräte und Präzisionsfertigungsteile.
Grenzen des Drahterodierens
Die Drahterosion ist zwar leistungsstark, aber nicht immer die wirtschaftlichste Option. Sie eignet sich nur für elektrisch leitfähige Materialien. Nichtleitende Kunststoffe, Keramik und Verbundwerkstoffe können mit herkömmlicher Drahterosion nicht bearbeitet werden.
Bei einfachen Formen in weichen Materialien wie Aluminium ist das CNC-Fräsen in der Regel langsamer als die CNC-Bearbeitung. Wenn ein Bauteil eine einfache Geometrie aufweist und keine scharfen Innenprofile oder extrem enge Toleranzen erfordert, kann die CNC-Bearbeitung schneller und kostengünstiger sein.
Eine weitere Einschränkung ist die Geometrie. Drahterodieren eignet sich hauptsächlich für durchgehende Schnitte, nicht jedoch für Sacklöcher oder 3D-Kavitäten. Für tiefe Taschen, Gewinde, großen Materialabtrag oder komplexe Freiformflächen sind CNC-Fräsen oder Senkerodieren unter Umständen besser geeignet.
Gängige Anwendungen
Das Drahterodieren findet breite Anwendung bei Präzisionsteilen mit engen Toleranzen und komplexen Profilen. Typische Anwendungsgebiete sind Formeinsätze, Stanzwerkzeuge, Extrusionswerkzeuge, Zahnräder, Keilwellen, Passfedern, Medizinkomponenten, Luft- und Raumfahrtteile, Automobilkomponenten, Prüflehren, Vorrichtungen, Lehren und dünne Metallteile.

In vielen Projekten kommen Drahterodieren und CNC-Bearbeitung zum Einsatz. CNC-Fräsen dient dem Abtragen von grobem Material und der Erstellung allgemeiner Konturen, während Drahterodieren für kritische Profile, scharfe Ecken und hochpräzise Schnitte verwendet wird.
Dieser kombinierte Ansatz kann die Genauigkeit verbessern, das Risiko verringern und die gesamten Herstellungskosten kontrollieren.
Warum mit Rapid-Model arbeiten?
Rapid-Model bietet globalen Kunden umfassende Fertigungsdienstleistungen – von der Prototypenentwicklung bis zur Kleinserienfertigung. Zu unseren Kompetenzen gehören CNC-Bearbeitung, Drahterodieren, Präzisionsschleifen, Blechbearbeitung, 3D-Druck, Spritzguss, Druckguss, Oberflächenveredelung und Qualitätsprüfung.
Bei Drahterodierprojekten kann unser Ingenieurteam Ihre Zeichnungen prüfen und Ihnen basierend auf Material, Toleranz, Geometrie, Lieferzeit und Kosten einen praktikablen Prozessablauf empfehlen.
Abschluss
Die Drahterosion ist ein präzises, berührungsloses Verfahren, das leitfähiges Material durch kontrollierte elektrische Funkenerosion abträgt. Es eignet sich besonders für harte Werkstoffe, komplexe Profile, scharfe Innenkanten und Teile, die keine mechanische Schnittbeanspruchung vertragen.
Bei korrekter Anwendung unterstützt das Drahterodieren Ingenieure bei der Herstellung zuverlässiger, qualitativ hochwertiger Bauteile für anspruchsvolle industrielle Anwendungen. Für Projekte mit harten Metallen, schmalen Nuten, dünnen Wänden oder engen Toleranzen, Schnellmodell kann dabei helfen, den richtigen Prozess zu ermitteln und präzise Fertigungsunterstützung von der technischen Überprüfung bis zur endgültigen Auslieferung zu bieten.