| Aluminiumkvalitet | Kosta | Hårdhet | Maskinbearbetbarhet | Korrosionsbeständighet | Estetisk finish |
|---|---|---|---|---|---|
| 6063 | ★☆☆☆☆ | ★★☆☆☆ | Bra (lätt att extrudera) | ★★★★★ | Excellent |
| 5052 | ★★☆☆☆ | ★★★☆☆ | Fair (Gummy) | ★★★★★ | Måttlig |
| 6061 | ★★★☆☆ | ★★★★☆ | Utmärkt (stabil) | ★★★☆☆ | Mycket bra |
| 2024 | ★★★★☆ | ★★★★★ | Bra | ★★☆☆☆ | Måttlig |
| 7075 | ★★★★★ | ★★★★★ | Enastående (Precision) | ★★☆☆☆ | Bra |
Precisions CNC-bearbetningstjänster och tillverkning av delar för aluminium
Vi tillhandahåller specialbyggda komponenter i aluminiumlegering, och stöder allt från prototypframställning till massproduktion. Med effektiv och bekväm global frakt kan leveransen ske på så lite som tre dagar, vilket garanterar resultat som uppfyller dina förväntningar.

100+
CNC-maskiner
3–7 dagar
Typisk ledtid
24 timmar
Snabb offert
6k㎡
Fabriksområde.
Dimensionell tolerans
±0,005 mm
Uppnådd genom högkvalitativa japanska/tyska fleroperationsmaskiner och CMM-verifiering.
Ytjämnhet
Ra ≤ 0,8 μm
Uppfyller stränga krav för optiska komponenter och avancerad konsumentelektronik.
Kvalitetssäkring
ISO 9001:2015
Rigorösa 100 % inspektionsprotokoll för kritiska funktioner med automatiserad OMM/CMM-utrustning.
Aluminiumbearbetningskapacitet
Precisions CNC-bearbetningskapacitet för aluminium
Högprecisions- och högeffektiva kundanpassade lösningar för komplexa aluminiumkomponenter
5-axlig simultanbearbetning
Avancerad fleraxlig fräsning för komplexa geometrier och organiska former i en enda uppställning.
- Integrerade komplexa strukturer
- Överlägsen ytfinish
Avancerad ytbehandling
Fullständigt spektrum av efterbehandling inklusive anodisering, blästring och hårdbeläggning.
- Anpassad färgmatchning
- Förbättrad slitstyrka
Snabb prototypframställning
Snabb leveranstid på 24–48 timmar för funktionella prototyper för att accelerera er FoU-cykel.
- DFM-feedback ingår
- Stöd för snabb iteration
Produktion i hög volym
Skalbara tillverkningslinjer optimerade för konsekvens och kostnadseffektivitet i stora serier.
- Automatiserad cellbearbetning
- Optimering av enhetskostnad
Sträng toleranskontroll
Bibehåller kritiska dimensioner över stora produktionsserier med precision på mikronnivå.
- Precisionsborrning och brotschning
- Stabil värmekontroll
Materialets mångsidighet
Expertis inom ett brett utbud av legeringar, inklusive 6061-, 7075-, 2024- och 5052-serien.
- Legeringar av flyg- och rymdkvalitet
- Certifierad materialspårbarhet
Exempelgalleri
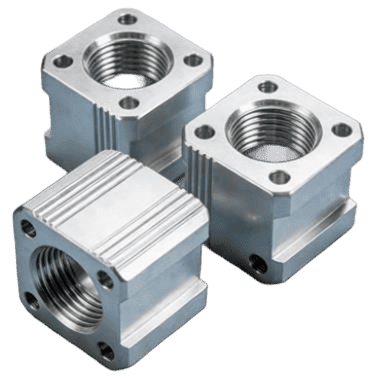
Anpassade CNC-frästa aluminiumdelar
Utforska våra tillverkade aluminiumkomponenter och visa vår förmåga att leverera branschkompatibla lösningar inom olika sektorer.
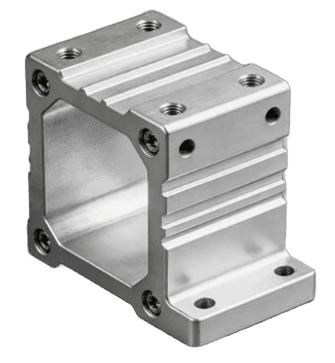
CNC-fräst aluminiumhölje
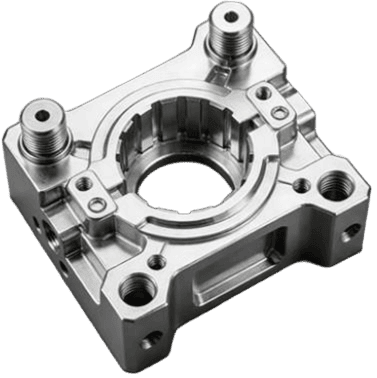
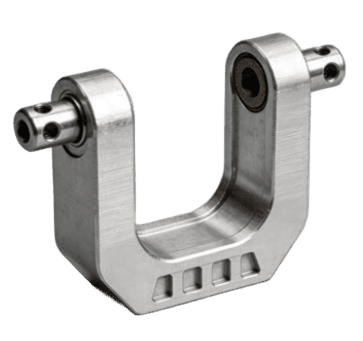
Mekanisk bas i aluminium

CNC-fräst kugghjul i aluminium
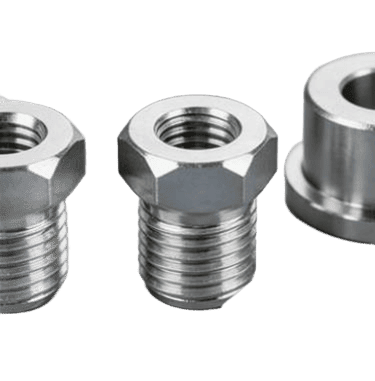
Gängade bultar i aluminium
CNC-frästa aluminiummonteringsklockor
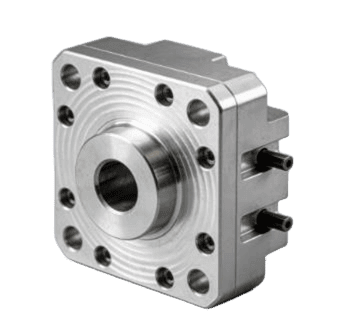
Aluminiumflänskomponent
CNC-fräst aluminiumfäste

Konisk komponent av aluminium
Att välja rätt aluminiummaterial
Val av aluminiumlegering
Omfattande lager av premium industriella och strukturella aluminiumlegeringar, precisionsanpassade efter dina specifikationer för specialkomponenter.
Material
Högpresterande aluminiumlegeringar
Höghållfasta flyg- och rymdkvaliteter
- Aluminium 6061: Mångsidig strukturell standard.
- Aluminium 2024: Flygplanshud som utsätts för hög trötthet.
- Aluminium 6063: Precisionsarkitektoniska profiler.
- Aluminium 7075: Ultimat statisk styrka.
Korrosionsbeständig och special
- Aluminium 2A12: Hög hårdhet av flygklass.
- Aluminium 5052: Saltsäker marin tallrik.
- Aluminium 7050: Tjocka sektioner med hög seghet.
Guide för materialval
- Styrka:7075 och 2A12 erbjuder de högsta mekaniska belastningarna.
- Varaktighet: 5052 är riktmärket för tuffa miljöer.
- Maskinbearbetbarhet: 6061 / 6063
Vår anläggning
Avancerade CNC-bearbetningscentra för aluminium
Utforska vår toppmoderna anläggning utrustad för att leverera högkvalitativa CNC-aluminiumkomponenter för dina mest krävande projekt.

Snabbmodell CNC-bearbetningsverkstad

Års erfarenhet av CNC-operatör på Rapid Model

CNC-operatör som använder kontrollpanelen

CNC-bearbetningscenter av Rapid Model

CNC-verkstad för snabbmodellering

CNC-verkstadsarbetare

Rapid Model Precision 5-axlig fleroperationsmaskin

Ingenjör programmerar kontrollpanelen på precisions 5-axlig fleroperationsmaskin
Tillgängliga processer
Valfria CNC-bearbetningsprocesser för aluminium
Vi erbjuder högprecisions CNC-fräsning och svarvning skräddarsydda för aluminiumlegeringar. Vårt fokus ligger på att uppnå dimensionsstabilitet, snäva toleranser och överlägsen ytfinish för industriella komponenter.
CNC-fräsning
Utrustade för komplexa geometrier, håligheter och ytstrukturer. Våra 3-, 4- och 5-axliga maskiner hanterar allt från enkla plattor till invecklade prismatiska delar.
Tolerans: ±0,0004"
Max: 280 x 170 x 50 cm
Ra 3,2 μm Finish
CNC-svarvning
Högprecisionssvarvning för roterande delar som axlar, bussningar och kontakter. Roterande verktyg möjliggör fräsning i en enda operation.
Diameter: 0,1" - 30"
Roterande verktyg
Hög koncentricitet
5-axlig CNC-bearbetning
Simultan 5-axlig rörelse för de mest komplexa industriella geometrierna. Minskar uppställningstider, ökar precisionen och förkortar produktionsledtider.
Impeller och ventiler
Enkel installation
Komplex konturering
Schweizisk skruvbearbetning
Specialiserad för komponenter med liten diameter, långa och smala delar. Högstyva styrbussningar säkerställer extrem noggrannhet för miniatyrdelar.
Diameter: 0,03" - 1,25"
±0,0002" Tolerans
Precisionsinsatser
Val av aluminiumlegering
Expertis inom bearbetning av vanliga industriella kvaliteter. Vi säkerställer optimalt verktygsval baserat på legeringens specifika anlöpningsförmåga och bearbetbarhet.
6061 / 6063
7075-T6
5052 / 2024
Efterbehandling och inspektion
Integrerad efterbehandling och kvalitetskontroll. Varje batch verifieras med standardiserad mätteknik för att säkerställa att specifikationerna uppfylls.
Anodisering
CMM-verifiering
Pärlblästring
Guide för materialval
Jämförelse av egenskaper hos aluminiumlegering
Jämför viktiga egenskaper inklusive hårdhet, bearbetbarhet, korrosionsbeständighet och estetisk finish för att välja det optimala materialet för ditt CNC-projekt.
- Prestandajämförelse
- Val av temperering
- Ytbehandling
- Designexpertis
| Aluminiumkvalitet | Vanliga humör | Sträckgräns (MPa) | Råd om val av temperering |
|---|---|---|---|
| 6063 | T5 / T6 | ~145 | Bästa valet för estetiska delar och kylflänsar. T5 är den vanligaste för profiler som kräver en överlägsen ytfinish. |
| 5052 | H32 / O | ~190 | Välj H32 för allmänna kapslingar; O-anlöpning för djupdragning eller komplex bockning. Bäst för marina och saltvattenmiljöer. |
| 6061 | T6 / T651 | ~270 | CNC-föredragen T651:Spänningsavlastad för att säkerställa dimensionsstabilitet och minimera skevhet efter skärning. Industrins "arbetshäst". |
| 2024 | T3 / T4 | ~325 | T3-anlöpning erbjuder den bästa balansen mellan hög hållfasthet och brottseghet för flyg- och rymdindustrin och högutmattningskonstruktioner. |
| 7075 | T6 / T651 | ~500 | T651 är obligatorisk för högprecisions-, komplexa delar för att förhindra deformation. Hårdheten är jämförbar med stål för viktkritiska komponenter. |
| Aluminiumkvalitet | Klar anodisering | Färganodisering | Hårdanodisering (typ III) | Anmärkningar |
|---|---|---|---|---|
| 6063 | Excellent | Excellent | Måttlig | Ger den finaste ytstrukturen och de mest livfulla färgerna. |
| 6061 | Stor | Stor | Excellent | Det mest pålitliga valet för industridelar; mycket konsekventa resultat. |
| 5052 | Bra | Rättvis | Bra | Färgerna kan se något matta eller matta ut jämfört med 6xxx-serien. |
| 7075 | Dålig (ojämn) | Dålig | Excellent | Hög zinkhalt orsakar ojämn färg. Bäst lämpad för mörk hårdlackering. |
| 2XXX-serien | Rekommenderas inte | Rekommenderas inte | Rättvis | Hög kopparhalt leder till dålig oxidation och ett "svärtat" utseende. |
| Designfaktor | Standardspecifikationer | Avancerad optimering | Teknisk rekommendation |
|---|---|---|---|
| Väggtjocklek | 0,8 mm | 0,5 mm (Exakt) | Bibehåll ett bildförhållande (höjd:bredd) under 10:1 för att förhindra vibrationer och säkerställa en spegelblank yta. |
| Kavitetsdjup | L:D-förhållande 3:1 | L:D-förhållande 5:1 (gräns) | Standarddjupet bör vara inom 3x verktygsdiametern. Djup över 6x kräver specialverktyg med lång hals och ökar kostnaden. |
| Invändiga hörn | R ≥ 1,0 mm | R = (Djup / 6) + 0,5 mm | Utforma hörnen något större än verktygsradien (t.ex. R3,2 för en 6 mm fräs) för att möjliggöra jämna matningshastigheter och eliminera verktygsmärken. |
| Gängor för blindhål | Djup = 1,5x diameter | Djup = 2,0x diameter (max) | Säkerställ ett borrspel på 3–5 stigningar i botten. Att överskrida 2x diametern ger ingen styrka men ökar risken för gängtappbrott. |
| Ytjämnhet | Ra 3,2 μm | Ra 0,8 μm (Premium) | Standardytbehandling av hög kvalitet är Ra 1,6 μm. Använd Ra 0,8 μm endast för kritiska tätningsytor eller premium optiska komponenter. |
| Precisionstoleranser | ±0,05 mm | ±0,01 mm | Applicera ±0,01 mm endast på kritiska funktionella dimensioner (CTQ). Använd ISO 2768-m (Medium) för icke-parande funktioner. |
| Kantbehandling | Skarpa kanter | 0,1–0,3 mm avfasning | Lägg alltid till en liten avfasning på vassa kanter för att förbättra anodiseringsbeläggningens konsistens och förhindra spröd flisning. |
Stresslindrande:
För höghållfasta material som 7075 är tunna och komplexa delar benägna att deformeras efter bearbetning.
Vi rekommenderar att du specificerar T651-härdningen, eftersom den har genomgått spänningsavlastning genom sträckning.
Varning för svetsbarhet:
2024 och 7075 är i princip icke-svetsbara på grund av hög risk för sprickbildning.
Om svetsning krävs rekommenderar vi istället 5052 eller 6061.
Värmeledningsförmåga:
För kylflänsapplikationer rekommenderar vi 6063, eftersom dess värmeledningsförmåga är bättre än 6061,
medan 7075 har den sämsta värmeledningsförmågan bland dessa legeringar.
Teknisk expertis
CNC-bearbetningsfärdigheter i aluminium: Utmaningar och lösningar
- Industriella verktyg
- Fordon (EV)
- Robotik
- Kommunikation
Projektspecifikationer
- MaterialAl 6061-T6 (Stressavlastad)
- Kritisk dimningKoncentricitet och vinkelräthet
- Toleranser±0,01 mm på kritiska hål
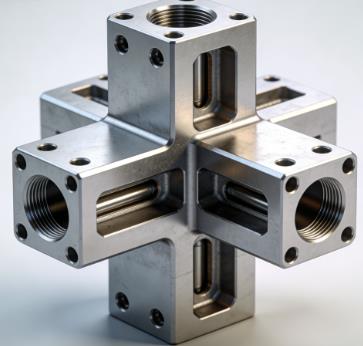
Pneumatisk ventilkropp Precisionsfräsning
Den tekniska utmaningen
Den primära svårigheten låg i multidirektionell djuphålsborrning och korshålighetsfräsning. I mjuk aluminium tenderar långa borrkronor att driva, och höghastighetsfräsning i djupa fickor orsakar ofta "spånåterbearbetning", vilket försämrar ytfinishen och leder till dimensionell instabilitet på grund av värmeackumulering.
Vår tekniska lösning
Vi använde högtryckskylning genom spindeln (70 bar) för att omedelbart tvinga ut spånor ur djupa hålrum och förhindra värmeuppbyggnad. För precisionsborrningarna implementerade vi en tvåstegsprocess: initial grovbearbetning följt av en viloperiod för termisk stabilisering, sedan slutlig finbearbetning med PCD-brotschar (polykristallin diamant) för att säkerställa ±0,01 mm koncentricitet över hela 150 mm-längden.
Ra 0,4 μmIntern finish
0,01 mmKoncentrisitet
99.8%Godkändfrekvens

Projektspecifikationer
- MaterialAluminium 6063 (hög termisk)
- Storlek600 mm x 450 mm x 12 mm
- KravVridfri planhet
Termisk hanteringsplatta för elbilsbatterier
Den tekniska utmaningen
Bearbetning av stora, tunna aluminiumplåtar är ökänt för materialförvrängning. När ytmaterial avlägsnas frigörs interna kvarvarande spänningar, vilket gör att plåten "böjer sig" eller vrider sig. Traditionell fastspänning maskerar ofta förvrängningen under bearbetningen, bara för att detaljen skakar ut ur toleransen när den väl släpps.
Vår tekniska lösning
Vi använde en "spänningsfrigöringscykel"-strategi. Plattorna grovfrästes först på båda sidor för att frigöra primärspänningar. Sedan använde vi en vakuumsugfixtur med kontrollerat tryck för att hålla detaljen utan mekanisk deformation. Den slutliga finbearbetningen utfördes med en "Fly-Cutter" med hög matningshastighet för att minimera kontakttiden mellan verktyg och detalj, vilket effektivt hanterade den värmeinducerade expansionen.
< 0,05 mmFlathet
12%Viktminskning.
OptimeradCykeltid

Projektspecifikationer
- MaterialAl 7075-T6 (Flygklass)
- GeometriUnderskärningar och sammansatta vinklar
- PrecisionPassar till H7-lager
5-axlig robotstyrningshus
Den tekniska utmaningen
7075-T6 aluminium är mycket nötande jämfört med 6061, vilket leder till snabbt verktygsslitage och fluktuerande hålstorlekar. Dessutom krävde den organiska, icke-prismatiska formen kontinuerlig 5-axlig rörelse med noll "uppehållsmärken" vid övergångspunkterna mellan axlarna, eftersom dessa skulle äventyra den strukturella integriteten vid högt vridmoment.
Vår tekniska lösning
Vi programmerade verktygsbanorna med hjälp av simultan 5-axlig trochoidfräsning för att bibehålla en konstant verktygsbelastning. För att säkerställa H7-hålets noggrannhet använde vi ett infrarött probsystem (Renishaw) i maskinen för att mäta hålet efter grovbearbetning och automatiskt justera verktygsoffsetet för den slutliga finbearbetningen, vilket kompenserar för eventuellt verktygsslitage i realtid.
H7Borrpassning
NollYtsteg
HögMomentåterhämtning

Projektspecifikationer
- MaterialAl 5052-H32 (Plåt/Ark)
- KravIP67-tätning och ledande yta
- SärdragEMI-packningsspår
Utomhus RF-signalsändtagarhölje
Den tekniska utmaningen
Utomhuselektronikkapslingar kräver perfekt tätning. De smala packningsspåren (1,5 mm breda) behövde bearbetas med hög jämnhet över en stor yta. Eventuella grader eller ojämnheter i spåret skulle äventyra vattentäthetsklassningen IP67. Dessutom behövde ytan förbli ledande för EMI-skärmning samtidigt som den skulle motstå 300+ timmars saltstänk.
Vår tekniska lösning
Vi använde specialiserade diamantbelagda mikrofräsar för att uppnå en gradfri spårfinish direkt från maskinen, vilket eliminerade manuell gradning som skulle kunna skada kanterna. Efter bearbetningen applicerade vi en gulkromatomvandlingsbeläggning (Alodine) som ger en saltstänkbeständig barriär samtidigt som ytans elektriska ledningsförmåga för jordning och RFI-skärmning bibehålls.
IP67Gradering
300+ timmarSaltspray
GradfriSpår
Effektiv samarbetsprocess
Anpassade CNC-aluminiumdelar gjorda enkelt
Få ut dina delar snabbare på marknaden med vår strömlinjeformade och högeffektiva produktionsprocess. Vi hanterar komplexiteten så att du kan fokusera på att skala upp ditt varumärke.
01
Offert och DFM
Ladda upp STP/DXF-filer för omedelbar prissättning och tillverkningsbarhetsanalys.
02
Designoptimering
Våra ingenjörer förfinar designen för kostnadseffektivitet och produktionshastighet.
03
Precisionstillverkning
Avancerad utrustning och expertteknik.
04
Kvalitetsvalidering
CMM-verifiering och standardiserade inspektionsprotokoll enligt ISO 9001.
05
Färdigställande och leverans
Slutlig ytbehandling, montering och global logistisk utskick.
Vanliga frågor
Att ta itu med dina problem
-
Vilka ytbehandlingar finns tillgängliga efter CNC-bearbetning av aluminium?
Tillgängliga ytbehandlingar inkluderar anodisering (klar, svart, färgad), hårdanodisering (typ III), blästring, borstning, pulverlackering, målning och galvanisering. Valet beror på korrosionsbeständighet, slitstyrka, utseende och funktionella krav.
-
Vilka industrier använder CNC-bearbetning av aluminium?
CNC-bearbetning av aluminium används ofta inom flyg- och rymdteknik, medicintekniska produkter, elektronik, telekommunikation, robotik, optiska och lasersystem, fordonsindustrin och ny energiindustri.
-
Påverkar anodisering dimensionsnoggrannheten?
Ja. Anodisering lägger till ett oxidlager som vanligtvis är 5–25 μm tjockt, där cirka 50 % växer inåt och 50 % utåt. Dimensionskompensation eller maskering tillämpas på kritiska funktioner för att bibehålla snäva toleranser.
-
Uppfyller CNC-bearbetning av aluminium ISO 2768- eller ASME-standarderna?
Ja. CNC-bearbetning av aluminium följer vanligtvis ISO 2768-m/f för generella toleranser och ASME Y14.5 för GD&T, om inte annat anges på ritningen.
-
Vilken aluminiumlegering är bäst för CNC-bearbetning?
6061 är den vanligaste legeringen på grund av dess utmärkta bearbetbarhet och kostnadseffektivitet. Andra alternativ inkluderar 7075 för hög hållfasthet, 2024 för utmattningsbeständighet, 5052 för korrosionsbeständighet och 6063 för bättre ytfinish och värmeledningsförmåga.
-
Vilka bearbetningstjänster och fräsningslösningar för aluminium finns tillgängliga?
Tjänsterna omfattar 3-axlig till 5-axlig CNC-fräsning, CNC-svarvning, fräs- och svarvbearbetning, snabb prototypframställning, lågvolym- och batchproduktion, DFM-optimering och ytbehandling.
-
Kan plåttillverkning kombineras med CNC-bearbetning av aluminium?
Ja. Plåttillverkning och CNC-bearbetning av aluminium kan kombineras för att producera kompletta enheter som kapslingar, ramar och konstruktionsmoduler, vilket förbättrar konsistensen och minskar ledtiden.
