| Processparameter | Teknisk förmåga |
|---|---|
| Klämkraft | 160 ton till 1 200 ton (kallkammare och varmkammare) |
| Skottvikt (aluminium) | 0,1 kg till 8,5 kg (automatisk slevmaskin) |
| Standard gjutningstolerans | ISO 8062-3 (CT5 – CT7-kvalitet) | ±0,15 mm per 100 mm |
| Verktygsstandarder | H13, 1.2344 eller Dievar-stål; standard LKM eller specialanpassade baser |
| Ytbehandlingsgrad | Ra 0,8 till 3,2 μm (gjuten); SPI-C1 till A2 (efterbearbetad) |
| Tillgängliga legeringar | Aluminium (ADC12, A380), Zink (grad 3, 5), Magnesium (AZ91D) |
| Sekundär bearbetning | Höghastighets CNC-fräsning (4-axlig), gängning och precisionsborrning |
| Kvalitetssäkring | Röntgenporositetsdetektering, spektrometeranalys och CMM-validering |
Premium anpassad pressgjutning för metalldelar
Vi erbjuder skräddarsydda pressgjutningslösningar för aluminium, zink och magnesium, och kombinerar precisionsverktyg med stabil produktion i hög volym. Vår effektiviserade process säkerställer tillförlitliga och kostnadseffektiva delar som accelererar din produktutveckling och stärker ditt varumärke.

ISO 9001
Kvalitetscertifierad
5–15 dagar
Typisk ledtid
24 timmar
Snabb offert
±0,01 mm
Tolerans
gjutna legeringar
Gjutningsmaterial av industriell kvalitet
Vi använder premium icke-järnlegeringar som är speciellt utvalda för högtrycksgjutning, vilket säkerställer överlägsen dimensionsstabilitet, värmeavledning och strukturell integritet för verksamhetskritiska delar.
Aluminiumgjutningslegeringar
Branschstandarden för lätta, höghållfasta komponenter. Utmärkt värmeledningsförmåga och korrosionsbeständighet för fordons- och hustillämpningar.
ADC12 / A380
A360 (Hög korrosion)
AlSi12
Magnesiumlegeringar
Material med extremt låg densitet som erbjuder bästa möjliga förhållande mellan styrka och vikt. Idealiskt för bärbar elektronik och flyg- och rymdkomponenter där varje gram räknas.
AZ91D
AM60B
Högdämpande legeringar
Zink och legeringar
Överlägsen fluiditet möjliggör tunnare väggtjocklekar och hög precisionstoleranser. Exceptionella pläteringsegenskaper och hög slaghållfasthet.
Laster 3 / Laster 5
ZA-8 / ZA-27
Högprecisionszink
Termiska hanteringslegeringar
Specialiserade aluminiumkvaliteter med optimerat kiselinnehåll för att maximera värmeöverföringen i LED-höljen och kylflänsar för strömförsörjning.
Hög termisk (AlSi9)
Låg kopparlegeringar
Ledande kvaliteter
Duktila och strukturella legeringar
Konstruerad för komponenter som kräver hög töjning och energiabsorption, vilket förhindrar spröda fel i säkerhetsklassade fordonsaggregat.
Silafont-36
Castasil-37
Värmebehandlingsbara kvaliteter
Ytbehandlingsalternativ
Omfattande sekundära operationer för att förbättra estetiskt tilltalande, saltstänkbeständighet och ythårdhet hos gjutna komponenter.
E-beläggning / Pulver
Anodisering (typ II/III)
Kromatomvandling
Utställning av gjutna delar
Högpresterande gjutna delar
Rapid Model levererar högpresterande prototyper och produktionsklassade delar med avancerad pressgjutningsteknik, vilket avsevärt förkortar dina tillverkningscykler.
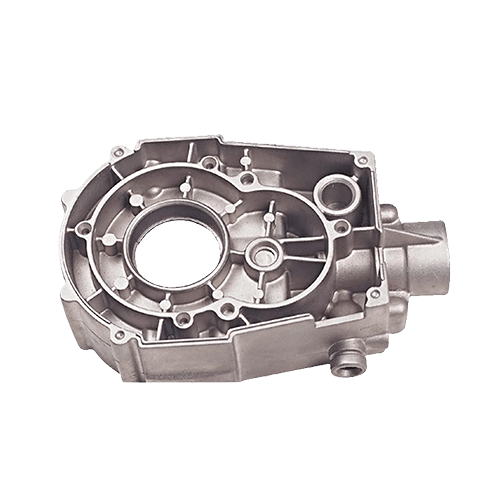
Motorhus
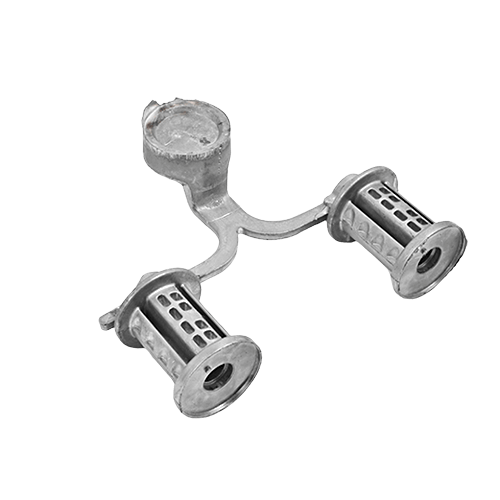
Cylindriska delar
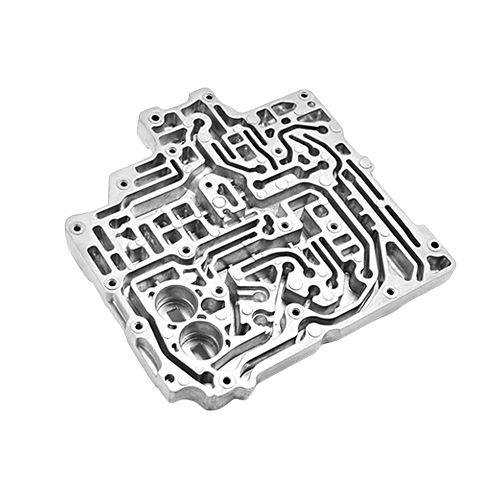
Hydraulisk styrventilhus
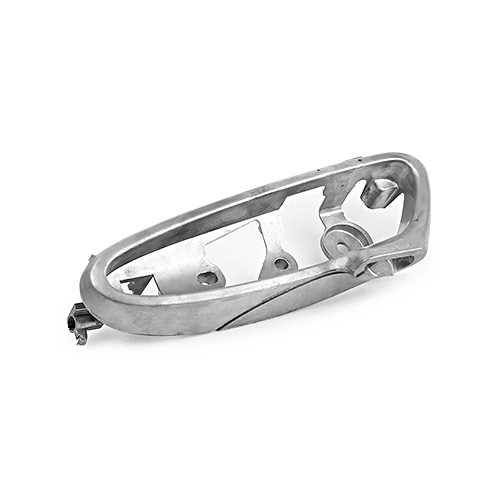
Strukturellt stödfäste

Kolvpump
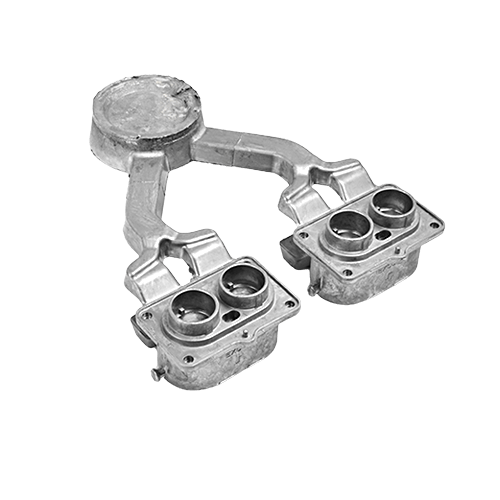
Dubbelkammarkomponent
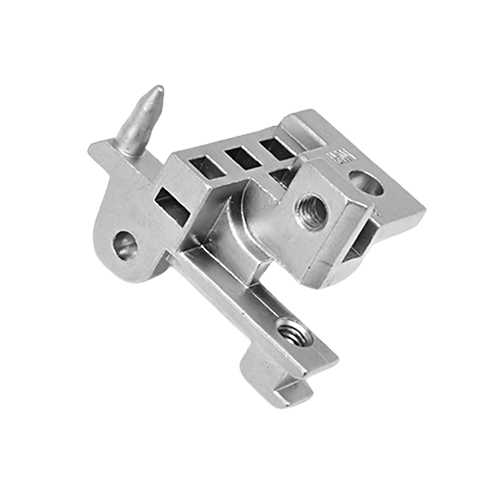
Komplext pivotfäste
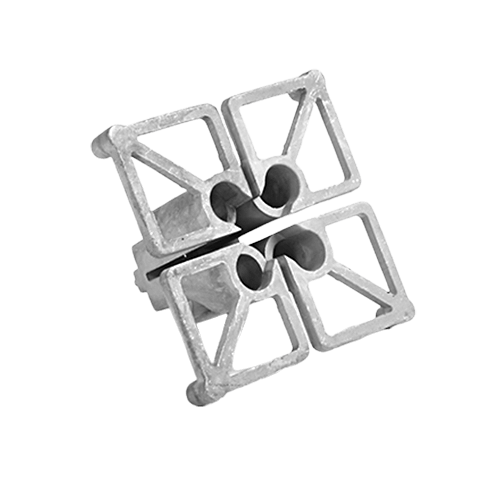
Kylfläns
Tillverkningstjänster
Fullservicelösningar för pressgjutning
Från snabb prototypframställning till storskalig produktion erbjuder vi heltäckande expertis inom pressgjutning med fokus på strukturell integritet och precision med snäva toleranser.
DFM och formteknik
Expertutvärdering av delgeometri för att optimera placering av insprutningskanaler och kylkanaler, vilket minimerar porositet och turbulens under injektionscykeln.
Förmågor
Omfattande simulering av formflöde för att förutsäga och förhindra krympning eller luftinstängning innan stål skärs.
- Formflödesanalys (Magma/AnyCasting)
- Optimering av grind- och löpsystem
- Översyn av dragvinkel och väggtjocklek
Högtrycksgjutning (HPDC)
Användning av automatiserade kallkammar- och varmkammarmaskiner (160T till 1200T) för jämn detaljdensitet och höghastighetsproduktionscykler.
Produktionsskala
Skalbar tillverkning av aluminium-, zink- och magnesiumlegeringar med processövervakning i realtid.
- Verktyg för höga volymer med flera kaviteter
- Vakuumassisterade gjutningsalternativ
- Automatiserade skänk- och sprutsystem
CNC-bearbetning efter gjutning
Sekundär CNC-fräsning och svarvning för att uppnå kritiska toleranser och plana ytor som inte kan hållas enbart med gjutningsprocessen.
Precision
Dedikerade fixturer för höghastighetsbearbetning av sekundär bearbetning för att säkerställa funktionsövergripande uppriktning och täta passningar.
- Hålgängning och precisionsbrotschning
- Beklädnad för kritiska kontaktytor
- Hål med snäva toleranser (upp till ±0,01 mm)
Ytbehandling och beläggning
Integrerade efterbehandlingstjänster för att förbättra korrosionsbeständighet, ythårdhet och estetisk kvalitet hos den slutliga komponenten.
Efterbehandlingsområde
Professionella behandlingar lämpliga för utomhusmiljöer och industriella tillämpningar med hög slitstyrka.
- Pulverlackering och E-lackering
- Anodisering och kromatkonvertering
- Kulblästring och vibrerande gradning
Kvalitetssäkring och mätteknik
Rigorösa valideringsprotokoll för att säkerställa strukturell sundhet och dimensionell överensstämmelse i varje produktionsbatch.
Kontroll
Materialspårbarhet och intern defektdetektering med hjälp av avancerad testutrustning.
- Röntgenporositetsinspektion
- CMM-dimensionsverifiering
- Analys av spektrometerlegering
Montering och kittning
Värdeskapande sekundära operationer inklusive hårdvaruinsättning, komponentmontering och anpassad skyddande förpackning.
Integration
Minska komplexiteten i leveranskedjan genom att leverera installationsfärdiga delenheter.
- Installation av helixir och gänginsats
- Packning och tätningsintegration
- Anpassad detaljhandels- eller skyddsutrustning
Vår anläggning
Fabriksdirekt anpassad pressgjutning
Vi erbjuder professionella gjutningstjänster med ett effektiviserat arbetsflöde och levererar dina färdiga detaljer på så lite som 5–10 dagar.

Produktionslinje för pressgjutning
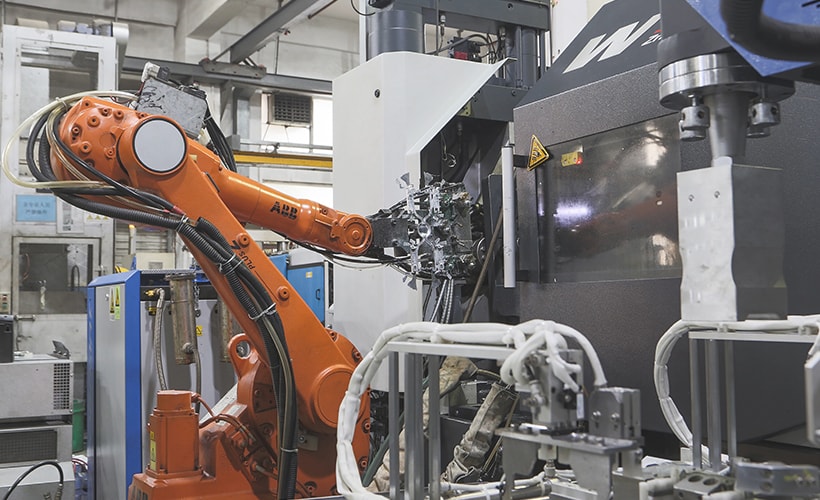
Precisionsgjutningsfabrik
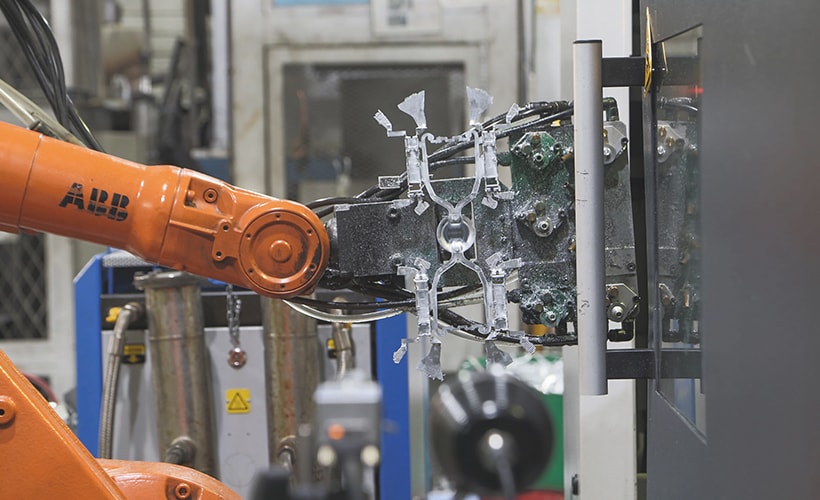
Precisionsgjutningsmaskiner

tillverkningsfabrik
Tekniska specifikationer
Gjutningskapacitet
Vår anläggning använder en rad kallkammar- och varmkammarmaskiner som är optimerade för icke-järnlegeringar, vilket ger en balans mellan strukturell densitet, höghastighetscykler och sekundär CNC-precision.
Fallstudier av pressgjutning
Tekniska lösningar för komplexa metallkomponenter
- Drivlina för fordon
- LED-belysning
- Industriell hårdvara
- Handhållen elektronik

Fordonssektorn
Strukturellt transmissionshus
Projektfokus: Porositetskontroll och viktminskning
LEGERING
Aluminium ADC12
MASKIN
800T kylkammare
ANTAL
25 000 st/år
Den tekniska utmaningen
En Tier-2-leverantör behövde ett transmissionskåpa med integrerade oljekanaler. Den främsta utmaningen var att bibehålla strukturell densitet för att förhindra oljeläckage under högt tryck samtidigt som den totala väggtjockleken minskades för att uppfylla fordonets viktmål.
- Eliminerar gasporositet i övergångszoner från tjockt till tunt.
- Bibehåller ±0,05 mm tolerans på kontaktytor efter bearbetning.
- Säkerställer saltstänkbeständighet vid exponering under chassit.
Vår lösning
Vi optimerade löpkanalsystemet med hjälp av Magma-simulering för att säkerställa laminärt flöde. En vakuumassisterad gjutningsprocess implementerades för att evakuera luft från kaviteten, vilket avsevärt ökade detaljdensiteten.
- Verktyg: Härdat H13-stål med konformkylning.
- Sekundär: 4-axlig CNC-fräsning för precisionsborruppriktning.
- Kvalitetskontroll: 100 % läckagetestning och stickprovskontroller med röntgen.

Utomhusbelysning
Högeffektiv kylfläns för gatubelysning
Fokus: Tunnfengeometri och värmeavledning
LEGERING
Högtermiskt aluminium
AVSLUTA
UV-stabil pulverlackering
FINANTAL
42 kylflänsar
Teknisk utmaning
Kunden behövde en storskalig kylfläns med högdensitetslameller, endast 1,5 mm tjocka vid spetsarna. Traditionell gjutning resulterade ofta i "kallförslutningar" där metallen inte fyllde de smala lamellhåligheterna helt.
- Säkerställer fullständig fyllning av 42 separata vertikala fenor.
- Förhindrar skevhet av delar över en längd på 500 mm.
- Uppnå en kosmetisk finish av klass A för höljets utsida.
Tekniskt utförande
Vi ökade insprutningstrycket och använde ett matningssystem med flera grindar. Exakta temperaturregulatorer för formen användes för att hålla formytorna vid optimal värme för ett jämnt flöde in i de tunnväggiga sektionerna.
- Behandla: Höghastighetsinjektion med realtidsövervakning.
- Efterbehandling: Automatiserad kulblästring för ytjämnhet.
- Testning: Validering av värmeledningsförmåga hos legeringsbatcher.

Industriella system
Precisionslåshus i zink
Fokus: Hög cykelhållbarhet och pläteringskvalitet
LEGERING
Laster 3
BEHANDLA
Varmkammargjutning
TOLERANS
±0,03 mm
Ingenjörsutmaning
Ett industriellt säkerhetsföretag behövde en komplex låskropp med invändiga glidspår. Zinklegeringen var tvungen att ge hög slagtålighet och en perfekt slät invändig borrning för mekanisk rörelse.
- Bibehålla invecklade interna geometrier utan sekundär CNC.
- Ger en basyta lämplig för dekorativ förkromning.
- Inga blixtkrav för interna rörliga delar.
Vår lösning
Genom att använda en varmkammarmaskin kunde vi uppnå extremt snabba cykeltider och hög precision. Vi konstruerade formen med hydrauliska kärndragare för att forma de inre kanalerna i en enda operation.
- Forma: Verktyg med flera kaviteter för att maximera genomströmningen.
- Efterbehandling: Vibrerande gradning och elektrolös förnickling.
- Montering: Montering av presspassningslager ingår.
Mobil elektronik
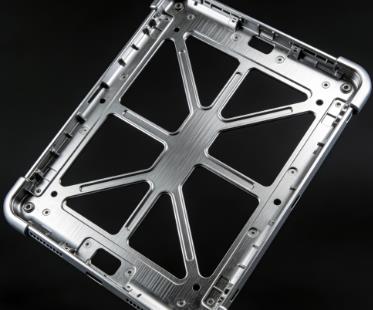
Tablettchassi av magnesiumlegering
Fokus: Ultratunnväggig och EMI-skärmning
LEGERING
Magnesium AZ91D
Väggtjocklek
0,8 mm - 1,2 mm
MASKIN
250T kylkammare
Teknisk utmaning
Ett exklusivt elektronikmärke krävde en magnesiumram för att ge EMI-skärmning och strukturell styvhet. Delen var extremt stor och tunn, vilket gjorde den benägen att bli "korta" och vridna på grund av termisk kontraktion.
- Uppnå väggtjocklekar under 1,0 mm över stora ytor.
- Kontroll av magnesiums höga brandfarlighet och snabba kylning.
- Ytbehandling för avancerad mjukfärg.
Precisionsteknik
Vi implementerade en specialiserad "thixomolding"-metod eller höghastighetsinjektion med ett inert gasöverdrag. Detta säkerställde att legeringen nådde alla ändar av formen innan den stelnade.
- Material: AZ91D för bästa balans mellan flöde och styrka.
- Efterbehandling: Mikrobågoxidation (MAO) för korrosionsbas.
- Stabilitet: Vakuumvärmebehandling för att lindra inre spänningar.
Kundomdömen
Ärlig feedback från våra globala partners
Verkliga resultat av högtrycksgjutning inom fordons-, industri- och konsumentsektorerna.
★★★★★
Den inre densiteten på ADC12-delarna är utmärkt. Vi utförde slumpmässig röntgensektionering och fann noll kritisk porositet i boss-områdena. Löparens design optimerade tydligt fyllningen. Mycket nöjd med T1-proverna.
★★★★☆
Deras DFM-rapport var mycket grundlig och identifierade ett potentiellt kallstängningsproblem i vår fendesign. Vi justerade dragvinklarna enligt deras förslag. Delarna är perfekta, även om den initiala ledtiden för verktygen var något längre än offererat.
★★★★★
Imponerande leveranstid för ett kallkammarprojekt. Vi hade delar i handen i Kalifornien inom 30 dagar efter formgodkännande. Ytfinishen är jämn och redo för anodisering med minimal förberedelse. Tillförlitlig kommunikation hela vägen.
★★★★★
Zamak 3-gjutgodset har en mycket slät yta, vilket är avgörande för vår krompläteringsprocess. Vi har sett en betydande minskning av vår kassationsfrekvens för plätering jämfört med vår tidigare leverantör. Rekommenderas starkt för dekorativa beslag.
★★★★★
Repeterbarhet från batch till batch är den starkaste punkten. Vi har beställt tre separata körningar om 10 000 enheter och måtten har inte ändrats. Förpackningen för sjöfrakt var robust – ingen oxidation eller skada vid ankomst.
★★★★☆
Använde deras magnesiumgjutningstjänst för en lättviktsram. Viktbesparingarna var exakt som modellerade. Några delar hade mindre skavanker runt delningslinjen, men inget som påverkade monteringen. Bra teknisk support.
★★★★★
Allt för gjutning och CNC. Att samma fabrik hanterar rågjutningen och precisionsfräsningen av lagersätena eliminerade våra problem med montering och passform. Deras prissättning för den kombinerade tjänsten är mycket rimlig.
★★★★☆
Högkvalitativt tunnväggigt gjutgods. Vi hade ett litet missförstånd om det specifika legeringscertifikatet under den första veckan, men deras team korrigerade dokumentationen snabbt. Slutproduktens kvalitet är utmärkt.
Effektiv samarbetsprocess
Anpassade gjutna delar gjorda enkelt
Få ut dina delar snabbare på marknaden med vår strömlinjeformade och högeffektiva produktionsprocess. Vi hanterar komplexiteten så att du kan fokusera på att skala upp ditt varumärke.
01
Offert och DFM
Ladda upp STP/DXF-filer för omedelbar prissättning och tillverkningsbarhetsanalys.
02
Designoptimering
Våra ingenjörer förfinar designen för kostnadseffektivitet och produktionshastighet.
03
Precisionstillverkning
Avancerad utrustning och expertteknik.
04
Kvalitetsvalidering
CMM-verifiering och standardiserade inspektionsprotokoll enligt ISO 9001.
05
Färdigställande och leverans
Slutlig ytbehandling, montering och global logistisk utskick.
Vanliga frågor
Att ta itu med dina problem
-
Kall kammare kontra varm kammare: Vad är skillnaden?
Valet beror på metallens smältpunkt.
Varmkammare: Används för lågsmältande metaller som zink. Mekanismen är nedsänkt i smält metall, vilket möjliggör mycket snabba cykler.
Kylkammare: Används för högsmältande metaller som aluminium. Metall smälts separat och hälls i maskinen för att förhindra värmeskador på utrustningen.
-
Pressgjutning eller CNC-bearbetning för små serier?
CNC-bearbetning: Bäst för 1–50 enheter. Det undviker formkostnader men har en hög kostnad per detalj.
Pressgjutning: Bäst för 500+ enheter. Hög initial formkostnad kompenseras av mycket låga enhetspriser och snabbare produktion.
-
Vilka toleranser kan pressgjutning uppnå?
Standardgjutning håller ±0,05 mm till ±0,1 mm. För kritiska passningar (som lagersäten) gjuter vi detaljen och använder sedan sekundär CNC-bearbetning för att nå ±0,01 mm.
-
Varför är A380 den mest populära aluminiumlegeringen?
A380 är "allround-modellen". Den erbjuder den bästa balansen mellan vätskeflöde (för komplexa former), strukturell styrka och kostnadseffektivitet. Det är standarden för höljen till fordonsindustrin och elektronikindustrin.
-
Hur kontrollerar man porositet?
Vi minimerar interna luftbubblor genom:
Vakuumgjutning: Avluftning från formen före injektion.
Ventilation: Utformning av överströmningskanaler för gas att läcka ut.
Simulering: Användning av programvara för att optimera formdesignen innan produktionen påbörjas.
-
Vilka är de bästa ytbehandlingarna?
Pulverlackering: Slitstark och finns i många färger.
Anodisering: Bäst för korrosionsbeständighet (resulterar vanligtvis i en matt finish).
Chem-Film: Ger korrosionsskydd samtidigt som den elektriska ledningsförmågan bibehålls.
E-beläggning: Idealisk för bildelar i stora volymer som behöver jämn täckning.
-
Kommer 3D-utskrift att ersätta pressgjutning?
Nej. Pressgjutning producerar en del var 30–60:e sekund, medan 3D-utskrift tar timmar. 3D-utskrift är till för prototyper; pressgjutning är till för skala. De arbetar tillsammans: skriver ut prototypen och gjuter sedan den massproducerade versionen.
-
Vad är pressgjutning och vad används det till?
Vad är pressgjutning?
Pressgjutning är en högeffektiv metalltillverkningsprocess där smält metall injiceras under högt tryck i en precisionsstålgjutform (matris). Efter stelning stöts detaljen ut med hög dimensionsnoggrannhet, slät ytfinish och utmärkt repeterbarhet. Processen används oftast med icke-järnmetaller som aluminium, zink och magnesium.
Vad används pressgjutning till?
Pressgjutning används främst för att producera högvolyms-, dimensionellt konsistenta metalldelar med komplexa geometrier. Det används ofta inom industrier som kräver styrka, precision och kostnadseffektivitet i stor skala.
