| Kopparlegering | Konduktivitet (% IACS) | Maskinbarhetsklassificering | Typisk styrka | Primära tillämpningar |
|---|---|---|---|---|
| C11000 (ETP-koppar) | >100% | 20 % (gummi) | Medium | Samlingsskenor, elektriska kontakter, kylflänsar |
| C10100 (OFC) | >101% | 20% | Medium | Halvledare, högvakuum, partikelacceleratorer |
| C36000 (Fribearbetningsmässing) | ~28% | 100 % (referens) | Bra | Rördelar, ventiler, delar till precisionsskruvmaskiner |
| C26000 (70/30 mässing) | ~28% | 30% | Medelhög | Ammunitionskomponenter, fästelement, dekorativ hårdvara |
| C93200 (Lagerbrons) | ~12% | 70% | Hög | Lager, bussningar, brickor (SAE 660) |
| C95400 (aluminiumbrons) | ~13% | 20 % (tufft) | Mycket hög | Kraftiga kugghjul, marin hårdvara, slitplattor |
Precisions CNC-bearbetningstjänster för koppar och mässing | Anpassade koppardelar
Rapid Model erbjuder kundanpassade komponenter i kopparlegeringar. Tjänsterna omfattar snabb prototypframställning och massproduktion. Expertbearbetningstekniker säkerställer optimal prestanda för kritiska applikationer. Global frakt finns tillgänglig med expressalternativ.

10+
Dedikerade maskiner
5–10 dagar
Typisk ledtid
12 timmar
Expertoffert
98%
Konduktivitetsretention
Dimensionell tolerans
±0,01 mm
Uppnås med specialverktyg för gummiartade material och termisk kompensation i realtid.
Ytbehandling
Ra ≤ 0,8 μm
Avgörande för elektriska kontakter, RF-skärmning och högvakuumtätningsytor.
Kvalitet och spårbarhet
ISO 9001:2015
Fullständig materialcertifiering (C10200, C36000, etc.) och 100 % konduktivitetstestning för kritiska delar.
Expertis inom kopparbearbetning
Precisions CNC-bearbetningskapacitet för koppar och mässing
Specialiserade lösningar för högkonduktiva, termiska hanterings- och komplexa korrosionsbeständiga kopparkomponenter
Precision för elektriska delar
Bearbetning av samlingsskenor, kontakter och terminaler med strikta toleranser för att bibehålla >98 % IACS-konduktivitet.
- Lågspänningsbearbetning
- Gradfria kanter
Termisk lösningsbearbetning
Tillverkar komplexa kylflänsar, kylplattor och spridare med optimerad flänsgeometri och planhet.
- Höga bildförhållande fenor
- Klar för vakuumlödning
Prototyp till produktion
Snabb CNC-prototypframställning för RF-komponenter, vågledare och EDM-elektroder på 2–5 dagar.
- DFM för koppar
- Råd om materialkvalitet
Koppardelar i hög volym
Effektiv produktion av mässingsbeslag, VVS-komponenter och dekorativ beslag med jämn kvalitet.
- Schweizisk skruvbearbetning
- Automatiserad avgradning
Avancerad fleraxlig bearbetning
5-axliga funktioner för komplexa, endelt kopparkomponenter som induktionsspolar och munstycksblock.
- Effektivitet i en enda installation
- Släta konturfinisher
Komplett kopparlegeringssortiment
- Matchning av legeringsegenskaper
- Certifierade kvarnrapporter
Vårt koppararbete
CNC-frästa koppar- och mässingsdelar i galleriet
Utforska våra precisionsbearbetade kopparlegeringskomponenter och få dina anpassade koppardelar.

Ventilens koppardelar

Kopparskruvdelar

Diverse prototypdelar i koppar

Ventildelar i kopparlegering
Guide för val av kopparlegering
Vanliga material som används av Rapid Model för bearbetning.
Sex av de mest använda kopparmaterialen inom CNC-bearbetning, utvalda för konduktivitet, bearbetbarhet, hållfasthet och slitstyrka.
Material
Materialguide för specialanpassade koppardelar
Högkonduktiv koppar
- C11000 (ETP / T2 Koppar): Utmärkt elektrisk och termisk ledningsförmåga, används ofta för elektroder och samlingsskenor.
- C10100 (Syrefri koppar): Koppar med ultrahög renhet för vakuum-, flyg- och halvledarkomponenter.
Fribearbetningsmässing
- C36000 (Fribearbetningsmässing / H59): Bästa bearbetbarhet, standardmaterial för rördelar, axlar och fästelement.
- C26000 (Patronmässing / H70): God styrka och formbarhet, lämplig för tunnväggiga och dekorativa delar.
Brons och höghållfasta legeringar
- C93200 (Tennbrons / SAE 660): Utmärkt slitstyrka, används ofta för bussningar och lager.
- C95400 (aluminiumbrons): Hög hållfasthet och korrosionsbeständighet, idealisk för marin- och ventilkomponenter.
Våra processer
Kopparspecifika CNC-bearbetningsprocesser
Vi använder specialiserade tekniker och verktyg för att övervinna utmaningarna med bearbetning av kopparlegeringar, såsom materialets gummiartethet och värmekänslighet, för att leverera precisionskomponenter med oklanderlig ytkvalitet.
Precisionsfräsning av koppar
Specialiserade vassa, polerade verktyg och höghastighetsstrategier för att förhindra materialvidhäftning och uppnå fina ytbehandlingar på elektriska och termiska komponenter.
Skarpa verktyg
Fina ytbehandlingar
Gradkontroll
CNC-svarvning av mässing och koppar
Expertsvarvning av stänger och stänger till kopplingar, rördelar och axlar, med roterande verktyg för korsborrning och fräsning.
Stång- och stångmaterial
Roterande verktyg
Utmärkt spånbrytning
Efterbehandling och plätering
Efterbearbetning inkluderar polering, plätering (nickel, silver, guld, tenn), passivering och anti-anlöpningsbehandlingar.
Plätering
Putsning
Passivering
Industritillämpningar
CNC-bearbetning av koppar: Branschutmaningar och lösningar
- Kraftelektronik
- Fordon (elbil/hybrid)
- Halvledare
- Telekom och RF
Projektspecifikationer
- MaterialC11000 (ETP-koppar)
- Viktig specifikation>99 % IACS-konduktivitet
- Toleranser±0,1 mm på spårpositioner
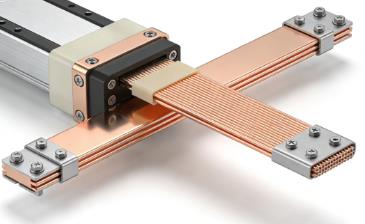
Högströmsomriktarskenmontering
Den tekniska utmaningen
Den främsta utmaningen var att bibehålla extrem dimensionsnoggrannhet över en stor, tunn kopparplatta samtidigt som dess maximala elektriska ledningsförmåga bevarades. All överdriven värmetillförsel eller deformationshärdning under bearbetning kunde försämra ledningsförmågan. Dessutom krävde de långa, smala spåren för kraftmoduler absolut precision och gradfria kanter för att förhindra kortslutningar.
Vår tekniska lösning
Vi använde en kombination av vassa, polerade hårdmetallfräsar och en höghastighetsfrässtrategi med lågt skärdjup för att minimera värme- och deformationshärdning. Delen fixerades med en specialanpassad vakuumplatta för att undvika klämförvrängning. En sista gradningspassage i maskinen med ett specialverktyg säkerställde att alla spårkanter var släta och säkra. Konduktivitetstestning efter bearbetning bekräftade >99 % IACS-retention.
>99 % IACSLedningsförmåga
GradfriSpårkanter
0,2 mmFlathet
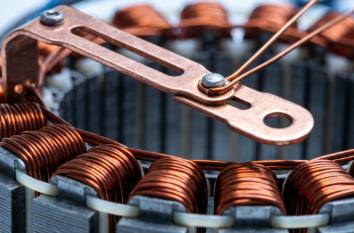
Projektspecifikationer
- MaterialRen koppar, rektangulär stång
- GeometriKomplex 3D-böjd form
- KravPrecisionsändfunktioner
Hårnål för stator för elbilsmotor (förformningsbearbetning)
Den tekniska utmaningen
De råa kopparhårnålarna böjs till komplexa 3D-former efter bearbetning. Utmaningen var att bearbeta de exakta passande egenskaperna (fasningar, spår, profiler) på ändarna av den mjuka, rektangulära kopparstången. före bockningsprocessen. De bearbetade detaljerna var tvungna att vara perfekt placerade så att alla hårnålar skulle passa in korrekt i statorstapeln efter bockning.
Vår tekniska lösning
Vi utvecklade en dedikerad flerstegsfixtur som säkert höll den rektangulära stången vid de exakta utgångspunkterna som används av bockningsmaskinen. Med hjälp av synkroniserad 3+2-axlig bearbetning bearbetade vi båda ändarna i en uppställning, vilket säkerställde perfekt symmetri och positionsnoggrannhet. Särskild uppmärksamhet ägnades åt verktygsgeometrin för att förhindra grader som kunde störa den efterföljande isoleringsprocessen.
±0,03 mmPlats
SpegelSymmetri
NollBöjningsstörningar
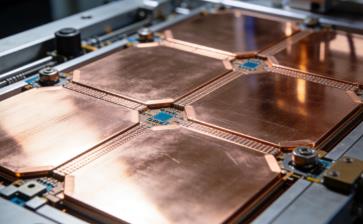
Projektspecifikationer
- MaterialC10100 (Syrefri koppar)
- YtaSuperspegelfinish
- RenlighetKompatibel med högvakuum
Komponent för hantering av halvledarskivor
Den tekniska utmaningen
Delen krävde en ytfinish på Ra < 0,05 μm (superspegel) på stora, plana ytor, vilket är extremt svårt på mjuk, duktil koppar eftersom den lätt repas och visar verktygsmärken. Dessutom var delen tvungen att vara helt fri från oljor, fingeravtryck och inbäddade partiklar för att förhindra kontaminering i högvakuummiljön för halvledarverktyg.
Vår tekniska lösning
Bearbetningen utfördes i ett kontrollerat rent område. Vi använde diamantsvarvverktyg av enkristalltyp på en ultraprecisionssvarv/fräs för att uppnå spegelblank yta direkt från maskinen, vilket minimerade efterbehandlingen. Hela processen använde endast högrena, halvvattenhaltiga kylvätskor som avlägsnades helt i en slutlig flerstegs ultraljudsrengöringsprocess med specialiserade lösningsmedel, följt av vakuumbakning och renrumsförpackning av klass 100.
Ra < 0,05 μmAvsluta
Klass 100Förpackning
NollPartiklar

Projektspecifikationer
- MaterialC36000 Mässing, förnicklad
- DragDjupa hål med liten diameter
- KravImpedanskontroll
Högfrekvent RF-kontaktkropp
Den tekniska utmaningen
Delen krävde extremt exakta innerdiametrar och ytbehandlingar för att bibehålla en specifik karakteristisk impedans (t.ex. 50 ohm). Att borra djupa hål med liten diameter i mässing med ett högt längd-till-diameter-förhållande riskerade verktygsnedböjning och dålig ytfinish. Eventuella inre repor eller diametervariationer skulle orsaka signalreflektion och -förlust, vilket försämrade prestandan vid GHz-frekvenser.
Vår tekniska lösning
Vi använde en kombination av pistolborrning för rakhet i de djupa hålen, följt av precisionsborrning och honing för att uppnå den slutliga diametern och ytfinishen. Processen kontrollerades noggrant med mätning under processen. De inre ytorna mikropolerades sedan före nickelplätering för att säkerställa en felfri, ledande bana med låg förlust. Impedanstestning på provdelar verifierade prestandan.
50Ω ±1Impedans
Ra 0,4 μmIntern finish
< -30 dBAvkastningsförlust
Guide till materialegenskaper
Jämförelse av kopparlegeringar för CNC-bearbetning
Jämför viktiga egenskaper som konduktivitet, bearbetbarhet, hållfasthet och korrosionsbeständighet för att välja den bästa kopparlegeringen för din tillämpning.
- Prestandajämförelse
- Temper och skick
- Yta och plätering
- Design för koppar
| Legering | Vanliga humör/förhållanden | Sträckgräns (MPa) Typisk | Råd om bearbetning |
|---|---|---|---|
| C11000 / C10100 | H02 (1/2 hård), H04 (hård) | 250-350 | Höga hastigheter, vassa verktyg. Använd H04 för renare spånbrytning. |
| C36000 | H02 (1/2 hård) | 200-310 | Industristandard för bearbetbarhet. Utmärkt ytfinish. |
| C26000 | H02 (1/2 hård), glödgad | 110-380 | Benägen för trådiga spån; kräver spånbrytare. Utmärkt för kallformning. |
| C93200 | Som rollbesättning / M07 | 125-170 | Innehåller bly för självsmörjning; bearbetar mycket bra. |
| C95400 | Som gjuten, värmebehandlad (TQ50) | 300-500 | Mycket seg/slitande. Kräver hårdmetallverktyg och styva inställningar. |
| Kopparlegering | Polerbarhet | Nickelplätering | Silver-/guldplätering | Anteckningar |
|---|---|---|---|---|
| C11000 / C10100 | Excellent | Excellent | Excellent | Hög renhet möjliggör överlägsen vidhäftning vid elektroplätering. |
| C36000 / C26000 | Excellent | Excellent | Excellent | Vanligtvis används för dekorativa ytbehandlingar. C26000 är mer duktil. |
| C93200 (Brons) | Bra | Rättvis | Rättvis | Porös natur kan påverka plätering; används ofta bar med olja. |
| C95400 (Al-Brons) | Rättvis | Dålig | Dålig | Bildar naturligt ett skyddande aluminiumoxidlager; svår att plätera. |
| Designfaktor | Allmän riktlinje | Högprecisionsriktlinje | Resonemang och rekommendation |
|---|---|---|---|
| Minsta väggtjocklek | 0,5 mm | 0,8 mm | Ren koppar är mjuk; C95400 är seg men behöver styvhet. |
| Interna skarpa hörn | R ≥ 0,5 mm | R ≥ 1,0 mm | Minskar gradbildning i duktila legeringar som C11000 och C26000. |
| Gängdjup | 1,5 gånger om dagen | 2,5 gånger om dagen | C36000 möjliggör enkel gängning; C95400 kräver kraftiga gängtappar. |
| Håltolerans | ±0,05 mm | H7 / G6 | Viktigt för C93200-lagerpresspassningar för att säkerställa korrekt glapp. |
Tips för materialval:
Välja C11000/C10100 för maximal elektrisk/termisk ledningsförmåga. För komplexa maskinbearbetade komponenter där ledningsförmågan är sekundär, C36000 Mässing erbjuder den lägsta kostnaden tack vare höghastighetsbearbetningskapacitet.
Slitstyrka:
C93200 är det självklara valet för standardbussningar tack vare dess friktionssäkra egenskaper. För miljöer med hög belastning och hög påverkan, C95400 Aluminiumbrons ger överlägsen mekanisk hållfasthet och korrosionsbeständighet.
Tillverkningsanmärkning:
Ren koppar (C11000/C10100) är "kladdiga" vid CNC-fräsning; förvänta dig högre gradningskostnader jämfört med C36000.
Strömlinjeformad process
Dina koppardelar, från offert till leverans
Vår dedikerade process för kopparkomponenter säkerställer experthantering från initial designgranskning till slutlig inspektion, vilket garanterar delar som uppfyller dina exakta elektriska, termiska och mekaniska specifikationer.
01
Konsultation och offert
Dela din CAD-tjänst. Vi ger en detaljerad offert med legeringsrekommendationer och DFM-insikter inom några timmar.
02
Designslutförande
Vi samarbetar för att optimera designen för kopparbearbetning, med fokus på tillverkningsbarhet och funktion.
03
Precisionsproduktion
Dina delar bearbetas av specialister med hjälp av kopparoptimerade parametrar och verktyg.
04
Strikt kvalitetskontroll
Dimensionsinspektion, konduktivitetstestning (vid behov) och verifiering av ytfinish.
05
Efterbehandling och leverans
Applicera specificerad plätering eller ytbehandling, packa och skicka sedan med fullständig dokumentation.
Vanliga frågor
Frågor om CNC-bearbetning av koppar besvarade
-
Vilka är de viktigaste fördelarna med CNC-bearbetning av koppardelar?
CNC-frästa koppardelar erbjuder oöverträffad elektrisk och termisk ledningsförmåga, utmärkt korrosionsbeständighet, inneboende antimikrobiella egenskaper och god bearbetbarhet för vissa legeringar som mässing. De är viktiga för kraftdistribution, värmehantering, RF-komponenter och dekorativa tillämpningar.
-
Vilken kopparlegering är lättast att bearbeta?
C36000 (fribearbetningsmässing) är branschstandarden för bearbetbarhet och är klassad till 100 %. Den innehåller bly, vilket förbättrar spånbildningen. För blyfria alternativ med god bearbetbarhet, överväg C46400 (marinmässing) eller C48500 (blyad fribearbetningsmässing).
-
Hur förhindrar man grader vid bearbetning av mjuk koppar?
Vi använder flera strategier: vassa, polerade verktyg med specifika geometrier; höghastighetsbearbetningsparametrar med låg matning; avgradningsverktyg i processen; och sekundära processer som termisk energimetod (TEM), vibrerande finbearbetning eller kemisk avgradning för att uppnå gradfria kanter enligt specifikationer.
-
Kan man bearbeta ren koppar (C11000) till snäva toleranser?
Ja. Även om ren koppar är gummiartad, uppnår vi snäva toleranser (±0,01 mm är typiskt för kritiska egenskaper) med hjälp av specialiserade vassa verktyg, styva uppställningar, kontrollerade kylvätskor och bearbetningsstrategier som minimerar värme och materialdragning. Hårdare anlöpningar (som H04) är ofta lättare att hålla toleransen för än glödgad koppar.
-
Vilka ytbehandlingar och pläteringar finns tillgängliga för koppardelar?
Ytbehandlingarna inkluderar polering, borstning och polering. Pläteringsalternativen är omfattande: nickel (för hårdhet och barriär), silver (högsta konduktivitet), guld (korrosionsbeständighet för kontakter), tenn (lödbarhet) och passivering (klar antracitglans). Vi ger rekommendationer baserade på tillämpning.
-
Tillhandahåller ni materialcertifieringar för kopparlegeringar?
Ja. Vi tillhandahåller fullständiga spårbarhets- och materialtestrapporter (MTR/CofC) för alla kopparlegeringar, vilket certifierar sammansättning, anlöpningshärdning och fysikaliska egenskaper. För elektriska kvaliteter kan vi även tillhandahålla konduktivitetstestrapporter på begäran.
-
Vilka industrier använder oftast CNC-frästa kopparkomponenter?
Viktiga branscher inkluderar: el och kraft (skenor, kontakter), fordons- och elbilsindustrin (batterikomponenter, hårnålar), telekommunikation (RF-kontakter, vågledare), halvledare (chuckkomponenter, värmare), VVS och marin (kopplingar, ventiler) och flyg- och rymdindustrin (ledande komponenter).
-
Är bearbetning av kopparlegering svårare än ren koppar?
Ja, bearbetning av kopparlegeringar är generellt sett mer utmanande än ren koppar. Kopparlegeringar har ofta tillsatta element som ökar hårdhet och hållfasthet, vilket gör skärning och formning mer krävande.
-
Vilka faktorer påverkar bearbetningssvårigheten hos kopparlegeringar?
Bearbetningssvårigheten beror på faktorer som:
Legeringssammansättning: Högre legeringsinnehåll ökar hårdhet och seghet.
Materialhårdhet: Hårdare legeringar sliter verktyg snabbare.
Värmeledningsförmåga: Lägre ledningsförmåga kan orsaka värmeutveckling.
Duktilitet och seghet: Dessa påverkar spånbildning och verktygsslitage.
Krav på ytfinish: Snävare toleranser kräver mer exakt bearbetning.
