Försiktighetsåtgärder för CNC-bearbetning
CNC-bearbetning är en av de mest tillförlitliga tillverkningsmetoderna för att producera högprecisionsdelar i metall och plast. Den används ofta inom robotteknik, automationsutrustning, medicintekniska produkter, flyg- och rymdkomponenter, bildelar och industrimaskiner. Men även med avancerad CNC-utrustning beror framgångsrik bearbetning inte enbart på maskinen. Den beror också på korrekt designgranskning, materialval, toleranskontroll, arbetshållning, planering av verktygsbanor, ytbehandling och inspektion.
För ingenjörer, produktutvecklare och inköpsteam kan förståelse för de viktigaste försiktighetsåtgärderna vid CNC-bearbetning bidra till att minska tillverkningsrisker, undvika onödiga kostnader och förbättra leveranssäkerheten. Snabbmodell är en Shenzhen-baserad leverantör av CNC-bearbetning som stödjer kunder med CNC-bearbetning, fleraxlig bearbetning, ytbehandling, kvalitetsinspektionsrapporter, materialcertifieringar och första artikelinspektion vid behov.
1. Granska designen före bearbetning
Den första försiktighetsåtgärden vid CNC-bearbetning är att granska konstruktionen noggrant innan produktionen påbörjas. En 3D-modell kan se korrekt ut på skärmen, men inte alla funktioner är enkla eller kostnadseffektiva att bearbeta. Djupa håligheter, tunna väggar, skarpa innerhörn, mycket små hål och komplexa underskärningar kan öka bearbetningstiden, verktygsslitaget och produktionsrisken.
En ordentlig granskning av tillverkningskonstruktionen (Design for Manufacturing) bör kontrollera om detaljen kan bearbetas med standardverktyg, om uppställningsriktningen är rimlig och om kritiska funktioner kan inspekteras efter bearbetning. Om en detalj kräver 5-axlig bearbetning, specialfixturer eller långräcksverktyg bör detta bekräftas före produktion.
För bästa resultat bör kunderna tillhandahålla båda 3D CAD filer och 2D-ritningar. 3D-modellen definierar geometrin, medan 2D-ritningen definierar kritiska toleranser, gängor, ytfinish, materialkvalitet, värmebehandling och inspektionskrav.

2. Välj rätt material
Materialvalet har en direkt inverkan på bearbetningssvårigheter, kostnad, ytfinish och slutprestanda. Aluminiumlegeringar som 6061 och 7075 används ofta för lätta höljen, prototyper och konstruktionsdelar. Rostfritt stål ger god korrosionsbeständighet men är svårare att bearbeta än aluminium. Titan erbjuder hög hållfasthet och låg vikt, men det kräver noggranna skärparametrar på grund av värmeuppbyggnad och verktygsslitage. Tekniska plaster som SE, PA, PC och TITT kräver också olika bearbetningsstrategier för att minska deformation, smältning eller grader.
Före bearbetning bör materialkvalitet, hårdhetstillstånd och efterbehandlingskrav bekräftas. Till exempel kan anodisering påverka dimensionerna något, medan värmebehandling kan orsaka deformation. Om snäva toleranser krävs efter ytbehandling bör detta beaktas vid processplanering.
3. Undvik onödiga snäva toleranser
Ett vanligt misstag vid CNC-bearbetning är att tillämpa snäva toleranser på alla dimensioner. Snäva toleranser ökar bearbetningstid, inspektionstid och kostnad. I många fall kräver endast ett fåtal funktionella dimensioner hög precision.
För icke-kritiska dimensioner gäller allmänna toleransstandarder som t.ex. ISO 2768 kan bidra till att hålla ritningar tydliga och praktiska. ISO 2768 används ofta för att förenkla allmänna toleransangivelser för dimensioner som inte behöver individuella toleransangivelser.
För kritiska funktioner är det oftast bättre att vara mer specifik. Istället för att lägga till snäva linjära toleranser överallt, använd GD&T, såsom ASME Y14.5, för att kontrollera viktiga geometriska egenskaper som planhet, parallellitet, vinkelräthet, koncentricitet eller verklig position. Detta hjälper bearbetningsleverantören att förstå vad som verkligen påverkar delens funktion och montering, snarare än att behandla varje dimension som lika kritisk. ASME beskriver Y14.5 som en nyckelstandard för att ange och tolka GD&T-krav på tekniska ritningar och digitala produktdata.
Bästa praxis är enkel: toleranser bör vara så snäva som nödvändigt, inte så snäva som möjligt. Alltför strikta toleranser kan öka kostnaden utan att förbättra detaljfunktionen. Tydlig toleranskommunikation hjälper bearbetningsleverantören att välja rätt process, fixtur, verktyg och inspektionsmetod.
4. Var uppmärksam på väggtjocklek och delstyvhet
Tunna väggar är svåra att bearbeta eftersom de kan vibrera, deformeras eller röra sig under skärkraft. Detta kan leda till dålig ytfinish, dimensionsfel eller till och med kasserade delar. Risken är högre vid bearbetning av aluminiumhöljen, elektronikkapslingar, lättviktsfästen och plastkomponenter.
För att förbättra stabiliteten bör ingenjörer undvika onödiga tunna väggar, särskilt när de är höga eller utan stöd. Om tunna väggar krävs kan CNC-leverantören använda lättare skärpassager, specialfixturer eller justerade bearbetningssekvenser. I vissa fall kan grovbearbetning först och sedan finbearbetning efter spänningsutjämning förbättra dimensionsstabiliteten.
Delens styvhet bör alltid granskas tillsammans med toleranskrav. En tunnväggig del med snäva toleranser kan vara möjlig, men det kräver noggrannare processkontroll.
5. Bekräfta arbetsuppspänning och uppställningsstrategi
Arbetsstyckets fasthållning är en av de viktigaste faktorerna för CNC-bearbetningsnoggrannhet. Även en avancerad CNC-maskin kan inte producera exakta delar om arbetsstycket inte hålls ordentligt. Dålig fixtur kan orsaka vibrationer, rörelser, deformation och inkonsekventa dimensioner.
Innan bearbetning bör leverantören fastställa hur detaljen ska fastspännas, hur många uppspänningar som behövs och vilka ytor som ska användas som utgångspunkter. Flersidiga detaljer kan kräva flera uppspänningar, medan komplexa komponenter kan dra nytta av 5-axlig CNC-bearbetning för att minska ompositioneringsfel.
För högprecisionsdetaljer är utgångspunktsstrategin särskilt viktig. Bearbetningsutgångspunkterna bör överensstämma med ritnings- och inspektionsutgångspunkterna så nära som möjligt. Detta förbättrar konsekvensen från bearbetning till slutlig inspektion.
6. Välj rätt skärverktyg och verktygsbanor
Skärverktyg och verktygsbanor påverkar direkt noggrannhet, ytjämnhet, bearbetningseffektivitet och verktygslivslängd. Verktygsdiameter, verktygslängd, beläggning, skärhastighet, matningshastighet, skärdjup och kylvätskestrategi bör alla matcha materialet och geometrin.
Långa verktyg kan krävas för djupa hålrum, men de är mindre styva och mer benägna att vibrera. Små verktyg kan bearbeta fina detaljer, men de är lättare att bryta och kräver långsammare skärparametrar. För snäva inre radier måste verktygsdiametern vara tillräckligt liten för att uppnå den erforderliga hörnradien.
Planering av verktygsbanor är också avgörande. Grovbearbetning avlägsnar det mesta materialet effektivt, medan finbearbetning styr slutliga dimensioner och ytkvalitet. För precisionsdetaljer används ofta halvfinbearbetning och finbearbetning för att förbättra noggrannhet och stabilitet.
7. Kontrollera värme, stress och deformation
Vid CNC-bearbetning genererar skärning värme. Om värmen inte kontrolleras kan den påverka måttnoggrannhet, verktygslivslängd och ytfinish. Rostfritt stål, titan och plaster är särskilt känsliga för värmerelaterade problem.
Intern materialspänning kan också orsaka deformation efter materialborttagning. Detta är vanligt i stora aluminiumplåtar, tunnväggiga delar och asymmetriska strukturer. För att minska risken kan leverantörer använda spänningsavlastat material, grovbearbeta delen först, låta den stabiliseras och sedan ytbearbeta kritiska funktioner.
Kylvätska, skärparametrar och bearbetningssekvens bör väljas i enlighet med materialet. God värme- och spänningskontroll bidrar till att bibehålla dimensionell konsistens och ytkvalitet.
8. Planera ytbehandling tidigt
Ytbehandling bör inte betraktas som en eftertanke. Anodisering, pulverlackering, blästring, polering, passivering, plätering och målning kan alla påverka utseende, korrosionsbeständighet och dimensioner.
Till exempel används anodisering ofta för aluminiumdelar, men det kan ändra dimensionerna något beroende på beläggningens tjocklek. Pulverlackering ger mer tjocklek än anodisering och bör övervägas för kontaktytor, gängade hål och monteringsområden. Om en del har kosmetiska ytor bör dessa områden vara tydligt markerade på ritningen.
När ytbehandling krävs bör kunderna specificera färg, textur, glansnivå, maskeringsområden och acceptabla kosmetiska standarder.
9. Planera inspektion före produktion
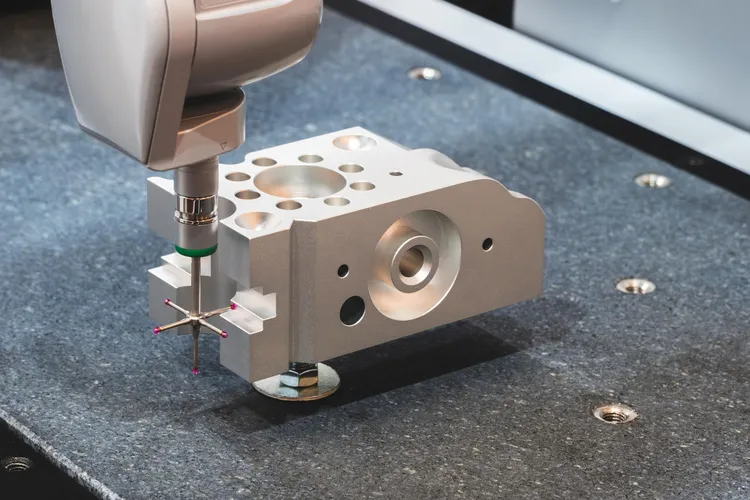
Kvalitetskontroll bör planeras innan bearbetningen påbörjas. Leverantören bör förstå vilka dimensioner som är kritiska, vilka inspektionsverktyg som krävs och vilket rapportformat kunden behöver.
Vanliga inspektionsmetoder inkluderar skjutmått, mikrometrar, höjdmätare, gängmätare, stiftmätare, CMM-inspektion, optisk inspektion och ytjämnhetstestning. För högprecisions- eller monteringskritiska delar kan kunder även begära inspektionsrapporter från första artikeln, fullständiga dimensionsinspektionsrapporter, materialcertifikat eller register över ytfinish.
En första artikelinspektion är särskilt användbar före full produktion eftersom den hjälper till att bekräfta att den första maskinbearbetade delen uppfyller den godkända ritningen och att produktionsprocessen konsekvent kan producera överensstämmande delar. SAE AS9102 fastställer dokumentationskrav för första artikelinspektion, vilket gör FAI till en viktig referens för projekt som kräver tydliga kvalitetsregister och spårbarhet.
För CNC-bearbetningsprojekt är inspektionsrapporter och materialcertifikat inte bara kvalitetsdokument; de hjälper även kunder med inkommande inspektion, monteringsverifiering och slutkundsgodkännande. Rapid-Model uppger att de kan tillhandahålla första artikelinspektion, dimensionsrapporter, materialcertifieringar och kalibrerad inspektionssupport beroende på projektets krav.
Slutsats
CNC-bearbetning kan producera mycket noggranna och tillförlitliga delar, men bara när processen kontrolleras från konstruktionsgranskning till slutlig inspektion. De viktigaste försiktighetsåtgärderna inkluderar kontroll av tillverkningsbarhet, val av rätt material, undvikande av onödiga snäva toleranser, förbättring av arbetshållning, val av rätt verktyg, hantering av värme och deformation, planering av ytbehandling och bekräftelse av inspektionskrav.
För specialbearbetade CNC-delar är målet inte bara att tillverka en del som matchar ritningen. Målet är att tillverka en del som fungerar korrekt, monteras smidigt och kan levereras konsekvent.
Rapid-Model erbjuder support inom CNC-bearbetning, 5-axlig bearbetning, ytbehandling och kvalitetsinspektion från Shenzhen, Kina. Om du utvecklar komplexa metall- eller plastdelar kan vårt ingenjörsteam hjälpa dig att granska dina ritningar, utvärdera tillverkningsrisker och erbjuda praktiska lösningar från prototyp till produktion.
