Vilka är fördelarna och nackdelarna med gängfräsning?
I modern tid CNC-bearbetning, gängfräsning har blivit ett alltmer populärt alternativ till traditionell gängtappning. I takt med att tillverkare fortsätter att kräva högre precision, bättre ytkvalitet och större bearbetningsflexibilitet, erbjuder gängfräsning betydande fördelar vid produktion av högkvalitativa inre och utvändiga gängor.
Trots sina många fördelar är gängfräsning inte alltid den bästa lösningen för varje applikation. Faktorer som produktionsvolym, hålstorlek, materialtyp och bearbetningskostnad måste alla beaktas innan man väljer rätt gängmetod.
Den här artikeln utforskar de viktigaste fördelarna och nackdelarna med gängfräsning och förklarar när den bör användas i CNC-tillverkning.
 Vad är gängfräsning?
Vad är gängfräsning?
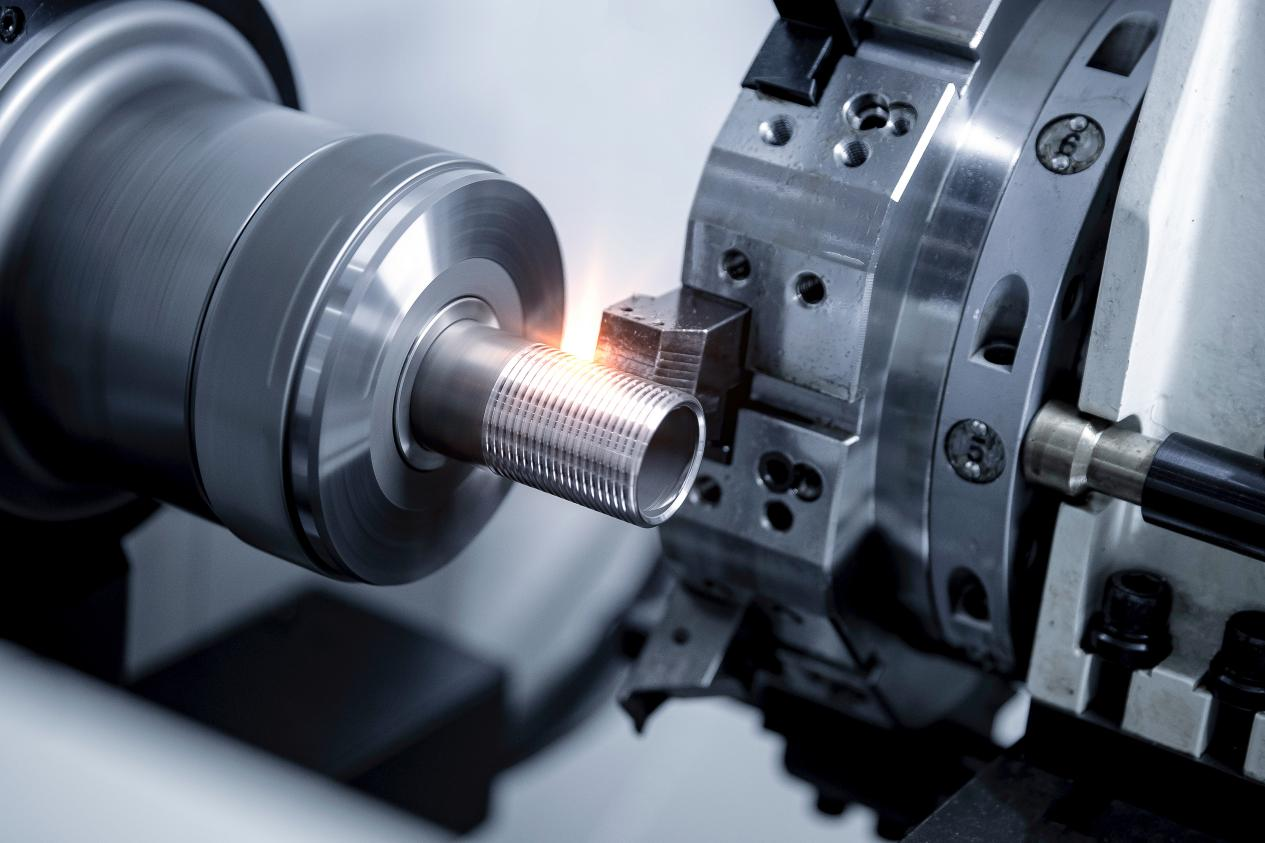
Gängfräsning är en bearbetningsprocess som använder ett roterande skärverktyg för att skapa gängor genom en spiralformad interpoleringsrörelse. Till skillnad från gängtappning, där verktygsstorleken matchar gängdiametern, är en gängfräs vanligtvis mindre än själva hålet och skär gradvis gängprofilen längs en spiralformad verktygsbana.
Gängfräsning kan användas för:
- Invändiga gängor
- Utvändiga gängor
- Höger- och vänstergängor
- Gängor med stor diameter
- Anpassade gängformer
Eftersom processen styrs helt av CNC-programmering ger gängfräsning utmärkt precision och flexibilitet, särskilt för komplexa bearbetningsapplikationer.
 Fördelar med gängfräsning
Fördelar med gängfräsning
1. Utmärkt flexibilitet
En av de största fördelarna med gängfräsning är dess mångsidighet. En enda gängfräs kan ofta bearbeta flera gängdiametrar så länge stigningen förblir densamma. Detta minskar antalet verktyg som behövs och sänker lagerkostnaderna för verktyg.
Dessutom gör gängfräsning det möjligt för tillverkare att enkelt producera anpassade gängprofiler, överdimensionerade gängor eller icke-standardiserade gängor som kan vara svåra att uppnå med konventionella gängtappar.
För maskinverkstäder som hanterar en mängd olika projekt blir denna flexibilitet en stor fördel.
2. Bättre prestanda på hårda material
Gängfräsning fungerar exceptionellt bra på svårbearbetade material såsom:
- Rostfritt stål
- Titan
- Härdat stål
- Inconel
- Nickellegeringar
Jämfört med gängtappning genererar gängfräsning lägre skärkrafter, vilket avsevärt minskar risken för verktygsbrott. Detta är särskilt viktigt vid bearbetning av dyra komponenter inom flyg- och rymdindustrin eller medicintekniska industrier där skadade delar kan resultera i höga produktionsförluster.
Det lägre skärtrycket förbättrar också bearbetningsstabiliteten och bidrar till att förlänga verktygens livslängd.
3. Överlägsen spånkontroll
Spånavgång är ett av de vanligaste problemen vid gängning, särskilt i bottenhål. Gängning producerar ofta långa spånor som fastnar inuti hålet, vilket ökar risken för dålig gängkvalitet eller trasiga verktyg.
Gängfräsning löser detta problem genom att producera mindre spånor och gradvis avlägsna dem under den spiralformade skärrörelsen.
Bättre spånkontroll ger flera viktiga fördelar:
- Minskat verktygsslitage
- Förbättrad ytfinish
- Lägre skrotningsnivåer
- Mer stabil bearbetningsprestanda
För djupa hål eller svåra material blir denna fördel extremt värdefull.
 4. Högre precision och ytkvalitet
4. Högre precision och ytkvalitet
Eftersom gängfräsning är helt CNC-styrd erbjuder den utmärkt måttnoggrannhet och repeterbarhet. Operatörer kan finjustera gängstorleken genom att helt enkelt justera verktygsoffset utan att byta själva skärverktyget.
Jämfört med gängtappning ger gängfräsning vanligtvis:
- Mer exakta gängdimensioner
- Bättre trådkonsistens
- Jämnare ytbehandlingar
- Förbättrat gängingrepp
Detta gör gängfräsning idealisk för industrier som kräver snäva toleranser och hög precision, såsom flyg-, fordons-, robotteknik och medicinsk tillverkning.
5. Lägre risk för skrot
En trasig gängtapp inuti ett arbetsstycke kan ofta förstöra en dyr del helt. Att ta bort en trasig gängtapp är tidskrävande, svårt och ibland omöjligt.
Vid gängfräsning är skärverktyget mindre än gängdiametern, vilket innebär att trasiga verktyg vanligtvis är lättare att ta bort utan att skada komponenten.
Detta minskar risken för skrapning av dyra arbetsstycken avsevärt och förbättrar den totala produktionstillförlitligheten.
6. Idealisk för gängor med stor diameter
Allt eftersom gängstorleken ökar blir gängtappning svårare eftersom stora gängtappar kräver extremt högt vridmoment och blir dyra att byta ut.
Gängfräsning är ofta en mer ekonomisk och praktisk lösning för stora gängor eftersom det kräver lägre spindelbelastning och ger större bearbetningsstabilitet.
För stora industriella komponenter är gängfräsning vanligtvis den föredragna gängningsmetoden.
Nackdelar med gängfräsning
1. Långsammare än att knacka
Trots sina många fördelar är gängfräsning generellt långsammare än gängtappning för standardgängor och storskalig produktion.
Gängning kan färdigställa gängor i en enda operation, medan gängfräsning vanligtvis kräver spiralformade verktygsbanor och ibland flera skärpassager.
För massproduktion av enkla gängade hål kan gängning fortfarande ge bättre effektivitet och kortare cykeltider.
2. Kräver avancerade CNC-maskiner
Gängfräsning kräver CNC-maskiner som kan utföra spiralinterpolering och noggrann fleraxlig styrning. Äldre eller mindre avancerade maskiner kanske inte stöder processen effektivt.
Dessutom beror framgångsrik gängfräsning ofta på:
- Hög spindelnoggrannhet
- Stabil maskinstyvhet
- Avancerad CAM-programmering
- Erfarna CNC-operatörer
Detta kan öka investeringarna i utrustningen och installationskomplexiteten.
3. Mer komplex programmering
Jämfört med vanliga gängtappningscykler är gängfräsningsbanor mer komplicerade att programmera.
Maskinister måste noggrant kontrollera:
- Gängstigning
- Spiralformad rörelse
- Matningshastigheter
- Skärkompensation
- In- och utgångsvägar
Felaktig programmering kan resultera i felaktiga gängdimensioner, dåliga ytbehandlingar eller verktygsbrott.
För verkstäder utan erfarna CNC-programmerare kan gängfräsning kräva ytterligare utbildning och riggningstid.
4. Begränsningar för mycket små trådar
Gängfräsning är inte alltid lämpligt för extremt små hål. Små gängfräsar kan bli ömtåliga och svåra att kontrollera, särskilt i djuphålsapplikationer.
För miniatyrgängor är gängning ofta den enklare och mer praktiska lösningen.
Gängfräsning kontra gängtappning
Både gängfräsning och gängtappning har sina fördelar, och det bästa valet beror på applikationen.
Gängfräsning är vanligtvis att föredra när:
- Bearbetning av hårda material
- Tillverkning av stora trådar
- Skapa anpassade trådprofiler
- Minska skrotrisken
- Kräver hög precision
Tappning är oftast bättre för:
- Produktion i hög volym
- Standardgängstorlekar
- Snabbare bearbetningscykler
- Lägre programmeringskomplexitet
Att välja rätt gängmetod kan avsevärt förbättra bearbetningseffektiviteten, produktkvaliteten och tillverkningskostnaden.
Slutsats
Gängfräsning erbjuder enastående flexibilitet, precision och tillförlitlighet inom modern CNC-bearbetning. Dess fördelar inom hårda material, spånkontroll, gängkvalitet och skrapreducering gör det till en viktig process för många högprecisionstillverkningsindustrier.
Även om gängfräsning kräver mer avancerad utrustning och programmering jämfört med gängtappning, överväger dess långsiktiga fördelar ofta nackdelarna, särskilt för komplexa eller högvärdiga komponenter.
I takt med att CNC-tekniken fortsätter att utvecklas förväntas gängfräsning spela en ännu viktigare roll i precisionstillverkning och avancerade tekniska tillämpningar.
