Bortom ytan: En omfattande guide till betydelsen och bearbetningen av anodisering
Inom modern tillverkning avgör ofta metallkomponenters livslängd och estetiska tilltal slutproduktens konkurrenskraft på marknaden. När man diskuterar hur man kan förbättra ytegenskaperna hos metaller som aluminium och titan, anodisering är utan tvekan en av de mest omnämnda processerna.
Men vad innebär anodisering egentligen? Hur skiljer det sig fundamentalt från traditionell målning eller galvanisering? Den här artikeln tar dig djupt in i den mikroskopiska världen för att ingående analysera den centrala innebörden, standardbearbetningssteg och banbrytande trender inom anodisering. Oavsett om du är produktdesigner, ingenjör eller inköpsexpert ger den här guiden mycket värdefulla insikter.
I. Den sanna innebörden av anodisering
Många tror felaktigt att anodisering bara är en "färgnings"-teknik – detta är en extremt ensidig syn. I grund och botten "täcker" anodisering inte materialytan med ett annat ämne. Istället, genom en elektrokemisk reaktion, orsakar det att en tät oxidfilm spontant växer direkt från metallytan.
Om vi skulle sammanfatta innebörden av anodisering i en mening, skulle det vara: att omvandla en metallytas naturliga sårbarheter till en oförstörbar sköld.
1. Elektrokemisk omvandling ur ett mikroskopiskt perspektiv
I naturliga miljöer bildar aluminium som utsätts för luft ett extremt tunt naturligt oxidlager (ungefär 0,01–0,1 µm), vilket är mycket benäget att skadas. Anodisering accelererar denna reaktion genom att applicera likström i en elektrolyt. Kärnreaktionen kan förenklas enligt:
2Al+3H₂O→Al₂O₃+3H₂
Detta artificiellt genererade aluminiumoxidlager (Al₂O₃) kan vara hundratals eller tusentals gånger tjockare än den naturliga filmen (vanligtvis mellan 5 och 100 µm). Dessutom är det helt integrerat med basmetallen och kommer aldrig att flagna eller lossna.
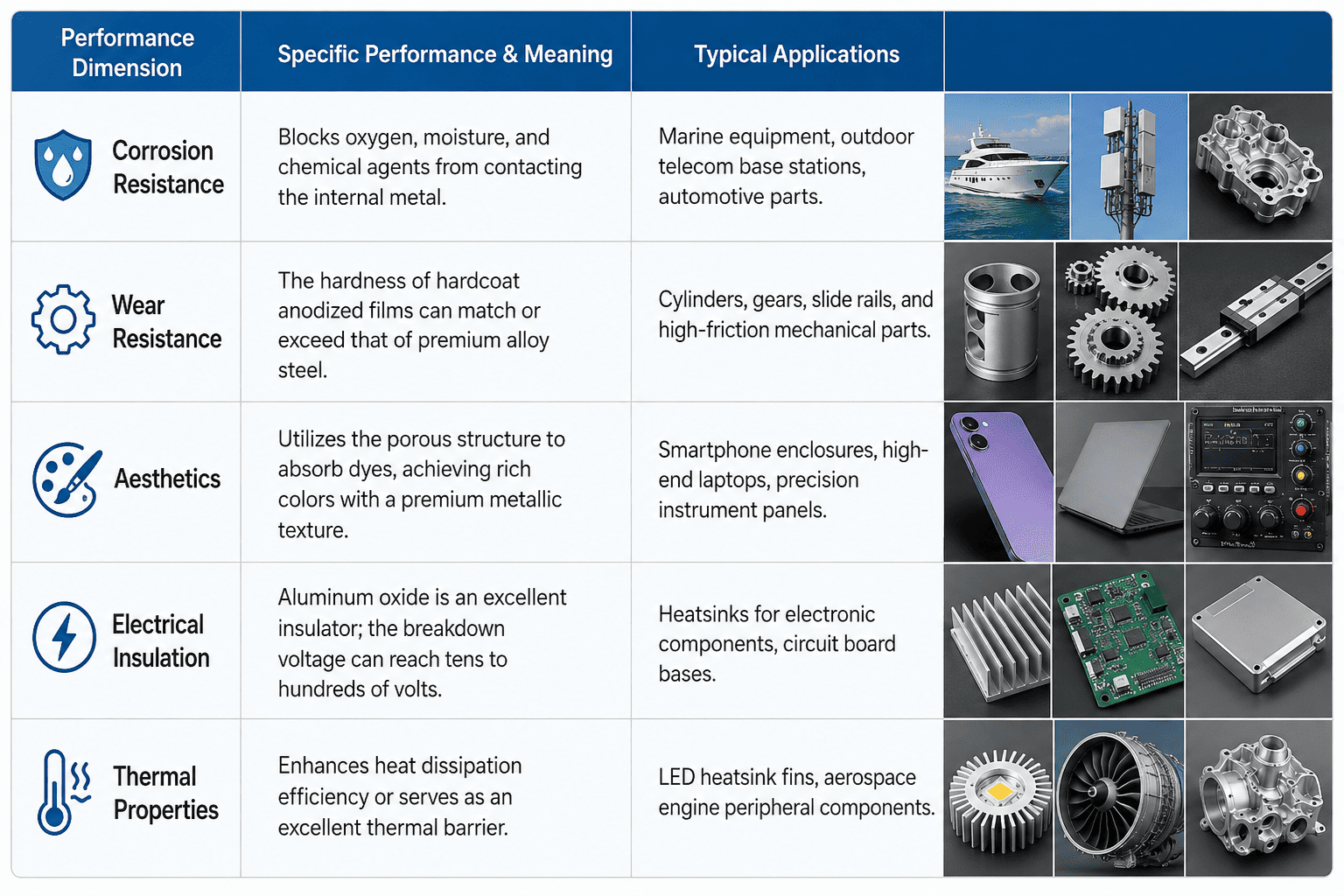
2. Kärnvärdet som anodisering ger produkter
Inom industriell design och mekanisk tillverkning återspeglas betydelsen av att välja anodisering främst i följande fem dimensioner: II.
II. Standardbearbetningsstegen för anodisering
Högkvalitativa anodiseringsresultat är beroende av exakt kontroll av varje processparameter (temperatur, spänning, strömtäthet, tid). En komplett och professionell anodiseringsproduktionslinje består vanligtvis av fyra kärnsteg:
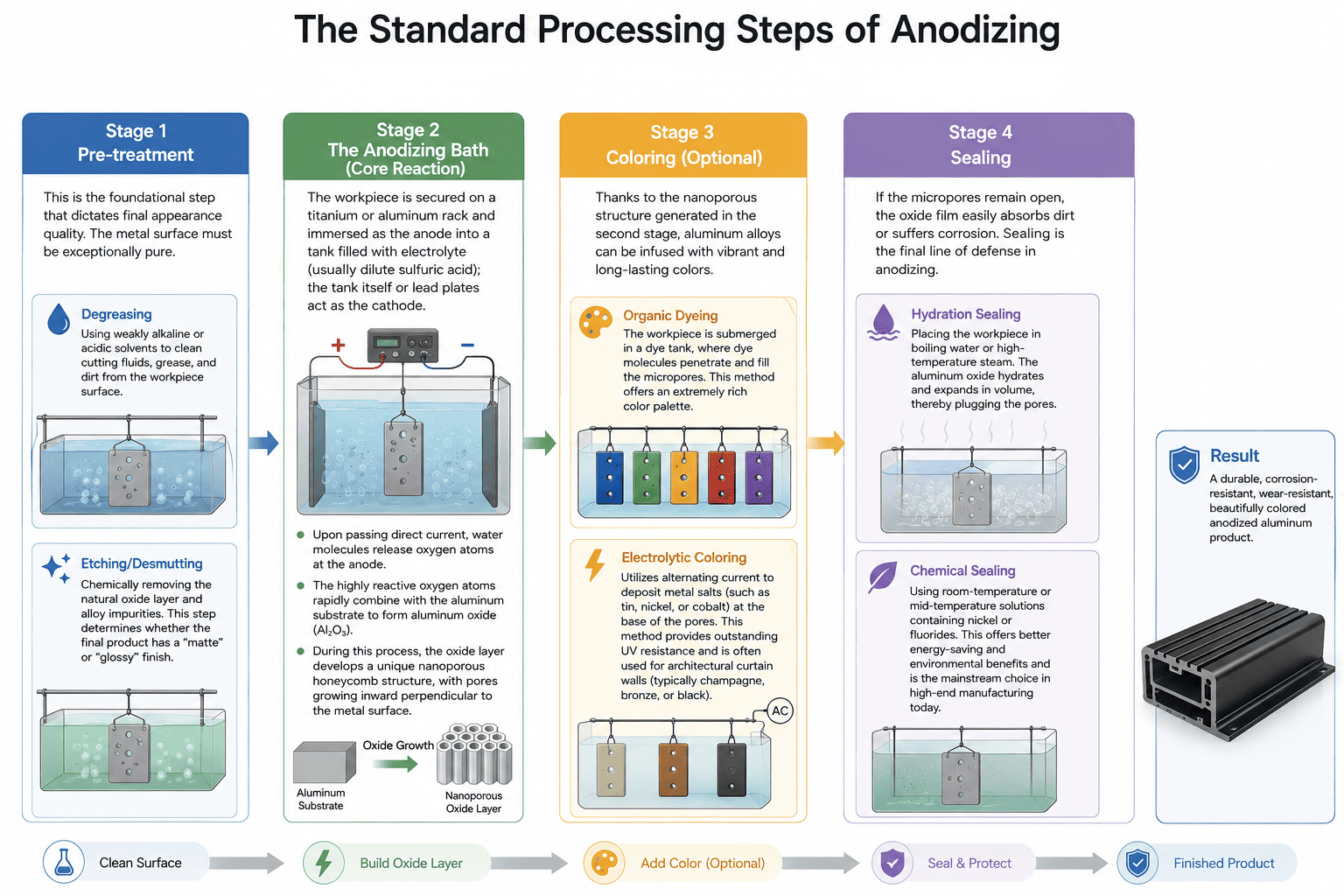
Steg 1: Förbehandling
Detta är det grundläggande steget som avgör det slutliga utseendet och kvaliteten. Metallytan måste vara exceptionellt ren.
Avfettning: Användning av svagt alkaliska eller sura lösningsmedel för att rengöra skärvätskor, fett och smuts från arbetsstyckets yta.
Etsning/Avmattning:Kemisk borttagning av det naturliga oxidlagret och legeringsföroreningar. Detta steg avgör om slutprodukten har en "matt" eller "blank" yta.
Steg 2: Anodiseringsbadet (kärnreaktion)
Arbetsstycket fästs på ett titan- eller aluminiumställ och nedsänks som anod i en tank fylld med elektrolyt (vanligtvis utspädd svavelsyra); själva tanken eller blyplattor fungerar som katod.
När vattenmolekylerna passerar likström frigör de syreatomer vid anoden.
De högreaktiva syreatomerna kombineras snabbt med aluminiumsubstratet för att bilda aluminiumoxid (Al₂O₃).
Under denna process utvecklar oxidskiktet en unik nanoporös bikakestruktur, med porer som växer inåt vinkelrätt mot metallytan.
Steg 3: Färgläggning [Valfritt]
Tack vare den nanoporösa strukturen som genereras i det andra steget kan aluminiumlegeringar infunderas med livfulla och långvariga färger.
Organisk färgning: Arbetsstycket sänks ner i en färgbehållare där färgmolekyler penetrerar och fyller mikroporerna. Denna metod ger en extremt rik färgpalett.
Elektrolytisk färgning: Använder växelström för att avsätta metallsalter (såsom tenn, nickel eller kobolt) vid porernas bas. Denna metod ger enastående UV-beständighet och används ofta för arkitektoniska fasadväggar (vanligtvis champagne, brons eller svart).
Steg 4: Tätning
Om mikroporerna förblir öppna absorberar oxidfilmen lätt smuts eller utsätts för korrosion. Tätning är den sista försvarslinjen vid anodisering.
Hydreringstätning: Placera arbetsstycket i kokande vatten eller högtemperaturånga. Aluminiumoxiden återfuktas och expanderar i volym, vilket täpper till porerna.
Kemisk tätning: Användning av rumstemperatur- eller medeltemperaturlösningar som innehåller nickel eller fluorider. Detta ger bättre energibesparingar och miljöfördelar och är det vanligaste valet inom avancerad tillverkning idag.
III. Typer av anodisering i modern industri
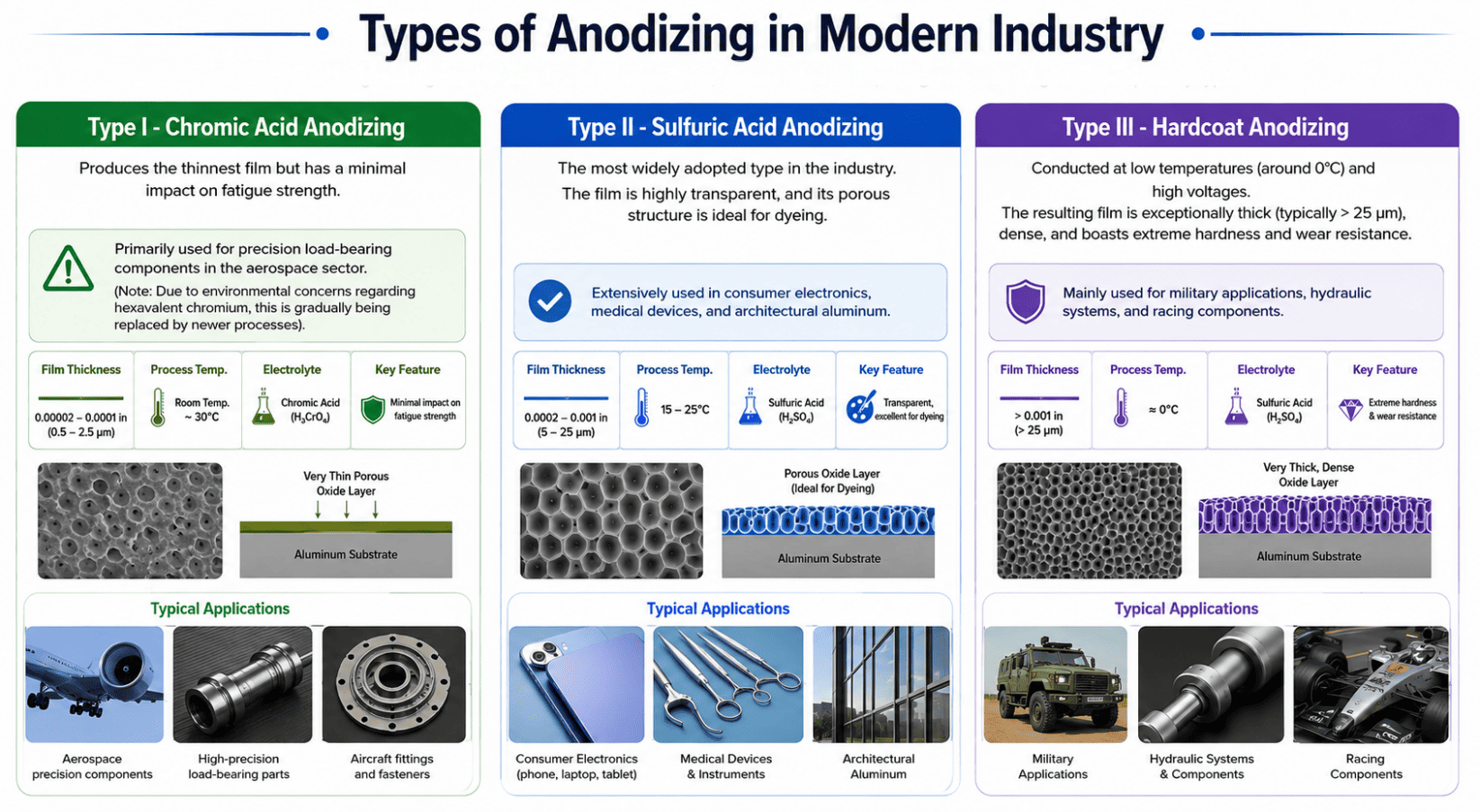
För att möta olika tekniska krav, internationella standarder (såsom MIL-A-8625) kategoriserar anodisering i tre huvudtyper:
Typ I - Kromsyraanodisering: Producerar den tunnaste filmen men har minimal påverkan på utmattningshållfastheten. Används främst för precisionsbärande komponenter inom flyg- och rymdsektorn. (Obs: På grund av miljöhänsyn gällande sexvärt krom ersätts detta gradvis av nyare processer).
Typ II - Svavelsyraanodisering: Den mest använda typen i branschen. Filmen är mycket transparent och dess porösa struktur är idealisk för färgning. Används flitigt inom konsumentelektronik, medicintekniska produkter och arkitektoniskt aluminium.
Typ III - Hårdlackanodisering:Leds vid låga temperaturer (runt 0 °C) och höga spänningar. Den resulterande filmen är exceptionellt tjock (vanligtvis > 25 µm), tät och har extrem hårdhet och slitstyrka. Används främst för militära tillämpningar, hydrauliska system och racingkomponenter.
IV. Branschperspektiv: Framtida trender inom anodisering
I en era av snabb teknologisk iteration utvecklas anodiseringsprocessen kontinuerligt för att möta strängare industriella och miljömässiga krav:
Mikrobågoxidation (MAO): Även känd som plasmaelektrolytisk oxidation (PEO). Detta är en avancerad teknik där extrema spänningar orsakar mikrobågsurladdningar på den växande oxidfilmen på plats. Den genererar en keramisk kompositbeläggning, vilket ger lättmetaller som magnesium och titan oöverträffad korrosionsbeständighet och isolerande egenskaper.
Grön bearbetning: I takt med att RoHS- och REACH-föreskrifterna skärps fasas traditionella tungmetallbehandlingar (som sexvärt krom) och högenergiförbrukande varmförseglingsprocesser ut. De ersätts av kromfri passivering, lågspänningsanodisering och miljövänliga kallförseglingslösningar.
Funktionell nanoporeanvändning: Forskare och banbrytande ingenjörer utnyttjar nanoskaliga porer i anodiserade ytor för att injicera smörjmedel (som PTFE/Teflon) för självsmörjande ytor, eller till och med antimikrobiella medel för avancerad medicinsk utrustning.
Slutsats
Från de fantastiska ytbehandlingarna hos konsumentelektronik till de robusta höljena hos djuphavsutforskare har anodisering länge varit viktigare än en enkel "ytbehandling". Det är den perfekta kombinationen av materialvetenskap och elektrokemi, vilket ger metaller förmågan att motstå tid och miljöförstöring.
Om du i ditt nästa tillverkningsprojekt behöver en ytbehandlingslösning som balanserar estetik, precision och ultimat hållbarhet, är anodisering utan tvekan ditt främsta val.
Letar efter en pålitlig precisionstillverkning och anodiseringsservicepartner? Vi har en branschledande leveranskedja för CNC-bearbetning och ytbehandling. Med strikt toleranskontroll och djup förståelse för olika anodiseringsstandarder (typ II/typ III) är vi redo att förvandla dina designritningar till felfria fysiska produkter. Kontakta vårt ingenjörsteam idag för en kostnadsfri projektutvärdering och offert!
